

Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
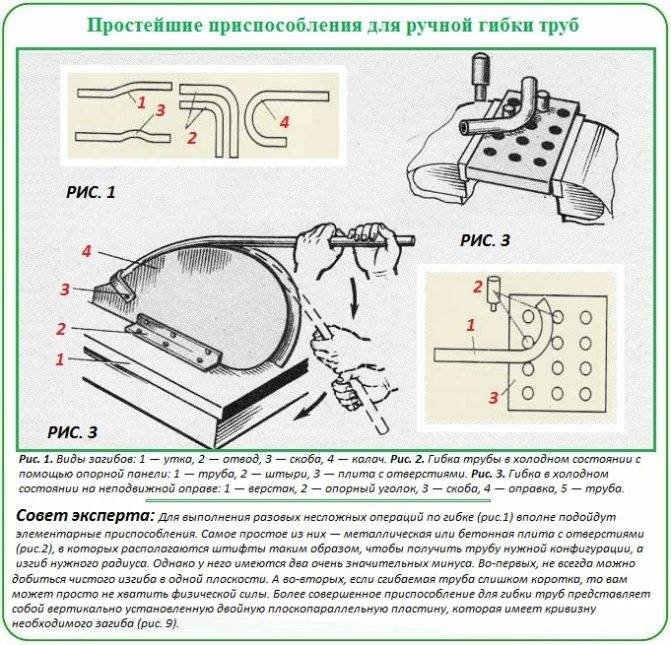
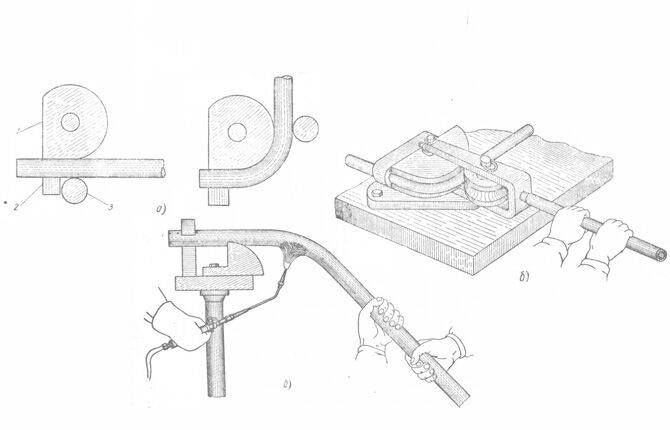
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям. Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
- трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
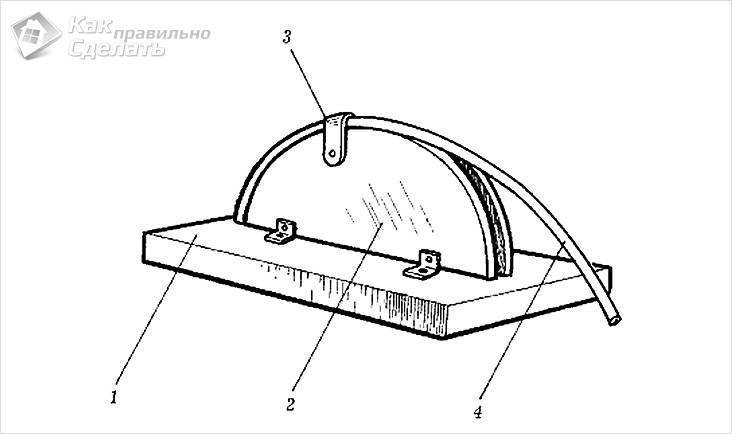
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
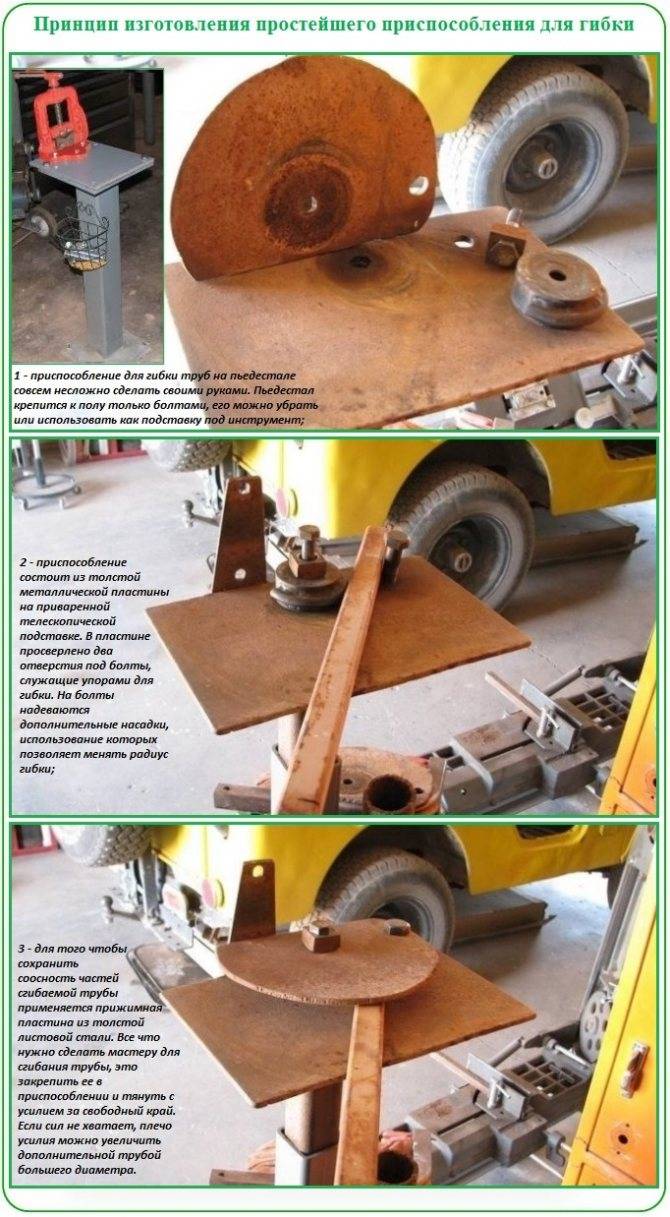
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.

Виды трубогибов, которые можно сделать
Эти приспособления отличаются по своему назначению. Например, если нужно согнуть круглую трубу из металла, используются гибочные станки, рассчитанные конкретно под круглые трубы.
Как правило, такие самодельные конструкции имеют ролики (или же вальцы) с канавки под определенный диаметр заготовки. Однако в некоторых случаях могут использоваться и штампы с канавками для круглой трубы.
Для сгибания квадратных и прямоугольных профильных труб, а также стальных полос используются уже немного другие устройства. И их чаще всего называют профилегибами (или трубогибами для профильной трубы).
Конструкции трубогибов могут отличаться и в зависимости от того, что вы хотите получить в итоге: просто согнуть трубу под определенным углом либо же нужно сделать дугу или кольцо.
Если вы планируете сделать своими руками серьезную конструкцию, которую в случае необходимости можно подстраивать под разные режимы работы, то без подробного чертежа трубогиба сложно будет обойтись.
Ну а в том случае, если вам требуется простенький бюджетный трубогиб, то можно все сделать и без чертежа.
Некоторые конструкции довольно компактны и без проблем помещаются на столе или фиксируются в слесарных тисках. Другие модели — требуют отдельного места в мастерской, и это тоже необходимо учитывать.
Трубогибы с обкатным роликом
Данная конструкция довольно популярна среди мастеров-самодельщиков. Часто для ее изготовления используются подручные материалы, которые есть в гараже или мастерской.
При этом размеры самой приспособы могут быть небольшими, что позволяет без проблем установить ее на рабочем столе.
Сделать такой гибочный станок трубогиб своими руками под силу каждому. И для этого не потребуется много времени. Один из бюджетных вариантов представлен в статье на сайте.
В качестве основания гибочного станка выступает металлическая пластина. Ролики для обкатки (или прижимные ролики) можно сделать на токарном станке. Если нет токарного, можно заказать ролики у токаря.
Два прижимных ролика устанавливаются вплотную друг к другу, к ним крепятся металлические полосы. Рукоятку для трубогиба можно изготовить из небольшого отрезка круглой трубы.
К основанию (металлической пластине) крепится ручка-рычаг с роликами и упор для заготовок.
Основание можно закрепить на столе с помощью болтов, просверлив отверстия, или же просто зафиксировав струбцинами. Также можно приварить к основанию кусок пластины, чтобы зажимать в слесарных тисках.
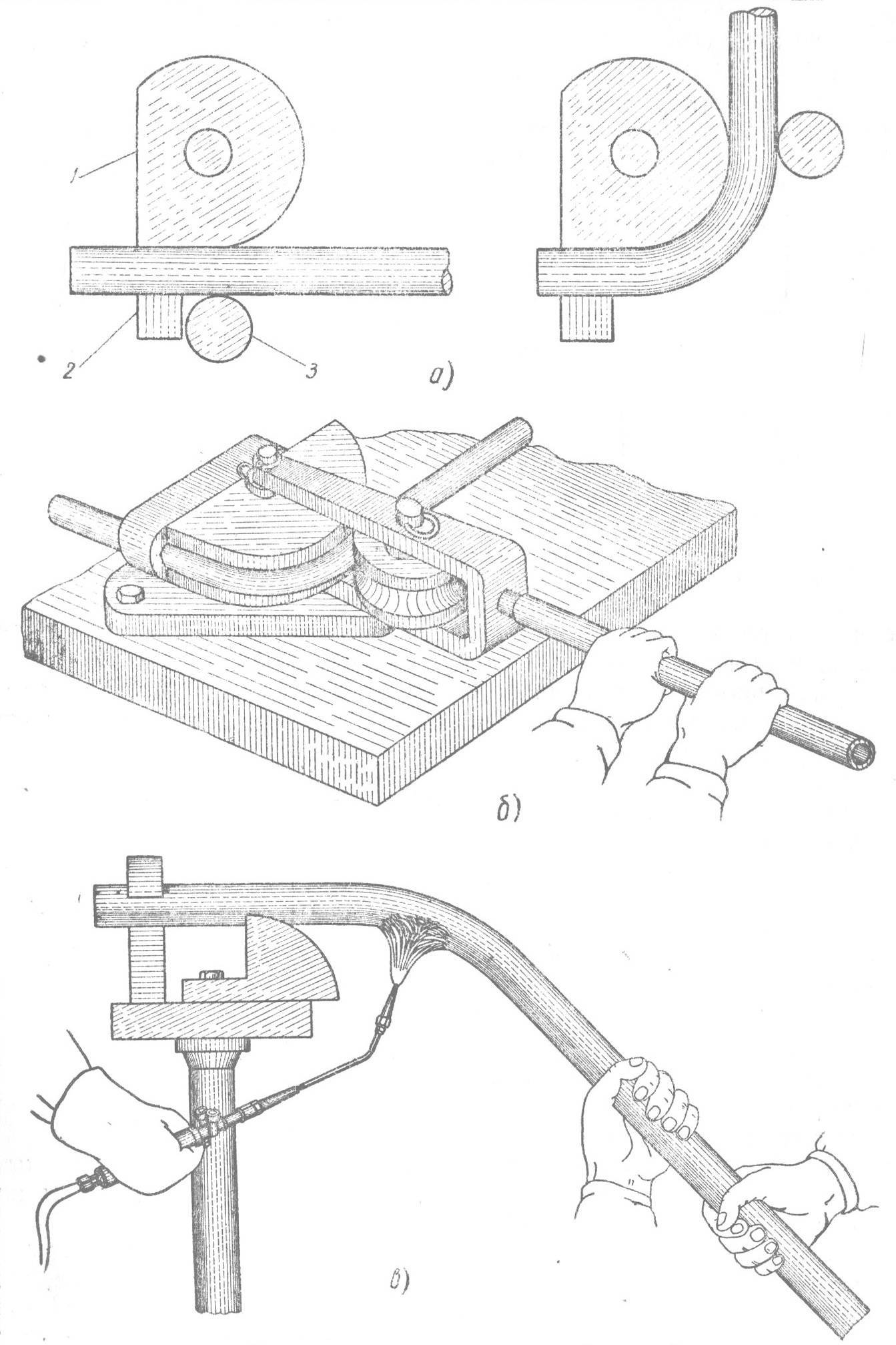
Вариант третий – применение пружин растяжения
Для реализации способа необходима специальная пружина, наружный диаметр которой должен быть максимально близким к внутреннему диаметру заготовки. Номенклатура пружин растяжения приведена в ГОСТ 18794-80; их характерной особенностью является наличие кольцеобразного захвата на одном из торцов. Этот захват может быть замкнутым, как показано на рис. 8, либо в виде фигурного крючка. Последнее считается предпочтительным, поскольку обеспечивает более удобное извлечение пружины из заготовки после окончания процесса гибки.
 Установка заглушки в один из торцов трубы
Установка заглушки в один из торцов трубы
 Утрамбовка засыпанного материала
Утрамбовка засыпанного материала
 Труба, заполненная наполнителем
Труба, заполненная наполнителем
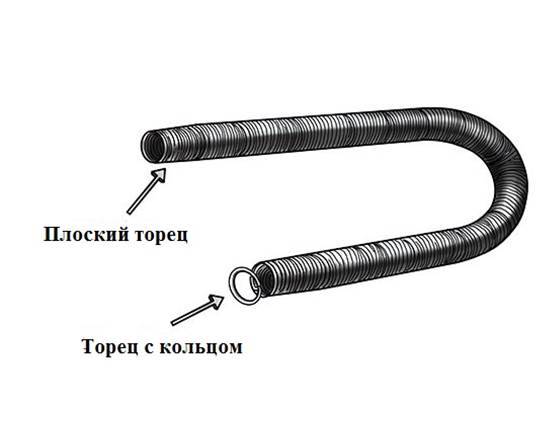 Внешний вид пружины растяжения
Внешний вид пружины растяжения
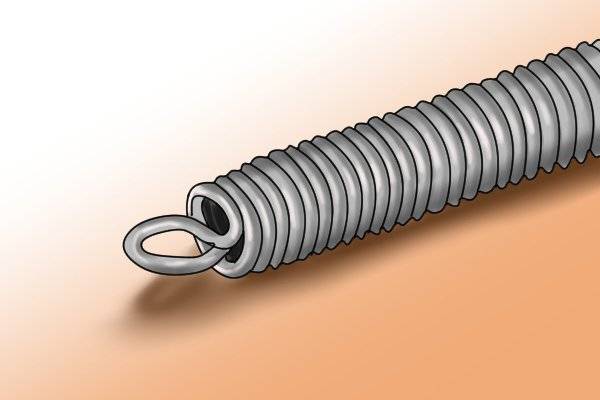 Вариант исполнения пружины растяжения с фигурным захватом
Вариант исполнения пружины растяжения с фигурным захватом
Подобранная пружина вводится внутрь и надёжно закрепляется у противоположного торца трубы. Поскольку внешняя поверхность пружины плотно прилегает к стенке, она обеспечивает такое же противодавление, что и промежуточная среда в предыдущем варианте. Достоинство способа в том, что подобные гибочные пружины можно использовать многократно.
Вариант последний – а зачем вообще придумывать какие-то технологии гибки
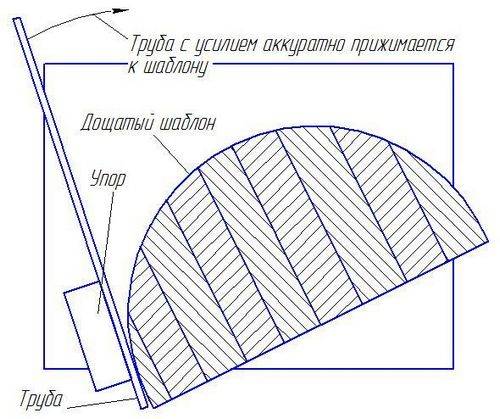
В некоторых случаях – например, когда соотношение r/s намного больше минимально рекомендованного значения – удачная гибка трубы в холодном состоянии своими руками возможна при условии всего лишь прочного закрепления одного из торцов с последующей гибкой по предварительно подготовленному шаблону.
Шаблон изготавливается из многослойной фанеры, можно даже использовать подходящую по диаметру внешнюю поверхность любого прочного предмета – бочки с водой, либо деревянного вазона. Один из торцов закрепляют в струбцине/тисках, а противоположный изгибают по требуемому радиусу (см. рис. 10). Таким способом вполне можно получить, например, заготовки для стального каркаса парника или оранжереи. После деформирования сразу освобождать деталь из зажимов не стоит, поскольку любой металл обладает инерционными свойствами.








Во всех случаях гибки без трубогиба следует приготовиться:
- Запастись рычагами (момент гибки, в зависимости от требуемых параметров и материала трубы может оказаться достаточно большим).
- Подготовить шаблон, который должен быть точно рассчитан под характеристики зоны гиба.
- Тщательно очищать внутреннюю поверхность изогнутой трубы (в частности, если изделие будет использоваться для прокачки жидких сред).
Перед началом работ стоит вспомнить и о простых правилах техники безопасности. Перед гибкой вручную заготовку целесообразно обернуть грубой кожей, мешковиной или иной плотной тканью – это защитит руки и создаст дополнительное трение, которое исключит проскальзывание во время гибки.
 Гибка стальной трубы по большому радиусу
Гибка стальной трубы по большому радиусу
Как выполняется расчет?
Чтобы разобраться с количеством пропилов, нужно выполнить простой расчет. Предположим, что требуется выполнить следующие условия:
- имеется труба размером 30·50 мм;
- необходим разворот под углом 180 ⁰;
- радиус полного разворота R = 100 мм;
- движение производится по стенке b = 30 мм.
Нужно определить наружную длину образующей половины окружности.
Lнар = π (R + b)/2
здесь π = 3,14 отношение длины окружности к радиусу.
Попутно определяется половина образующей по внутреннему радиусу.
Lвн = π R/2
Разница между значениями определяет общую ширину пропилов.
С = Lнар – L вн
Зная толщину пильного диска (h = 2 мм), нетрудно определить количество пропилов.
n = C/h
Остается подставить все данные в расчетную формулу и определить количество пропилов для поворота на 90 ⁰. Полное количество можно определить в виде.
N = 2n
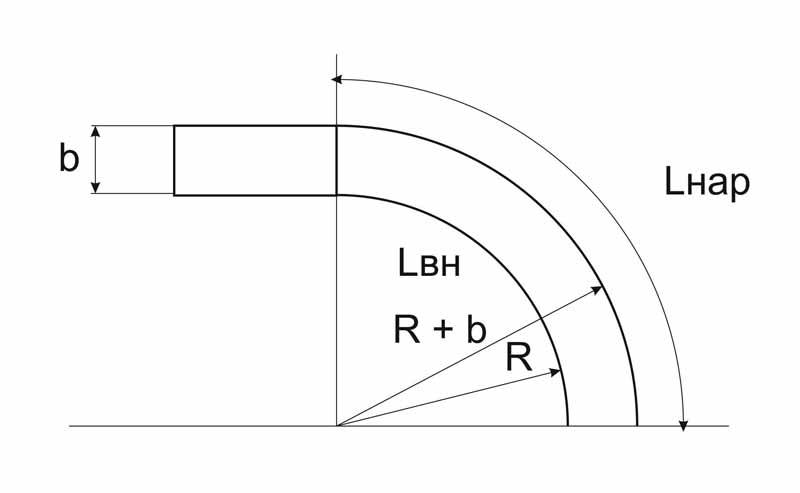
Расчетная схема для определения параметров пропилов
Расчет лучше оформить в виде таблицы 1
Таблица 1. Определение количества пропилов для начальных условий
| Ширина трубы b, мм | 30 |
| Радиус внутреннего слоя R, мм | 100 |
| Наружный радиус R нар, мм | 130 |
| Длина половины окружности по наружному слою Lнар, мм | 408,2 |
| Длина половины окружности по внутреннему слою Lвн, мм | 314 |
| Разница между длиной наружного и внутреннего слоя С, мм | 94,2 |
| Ширина пропила h, мм | 2 |
| Количество пропилов n | 47 |
| Полное количество пропилов N | 94 |
Часто вопрос о сгибании труб с помощью резов обращаются желающие построить теплицу. Их интересует: «Сколько раз нужно пропилить стенки для получения гиба с определенным радиусом образующей?» Пользуясь предложенными зависимостями, можно легко рассчитать пазы трубы для теплицы. В таблице 2 приведены расчеты для труб разного диаметра и радиусов внутренней образующей.
Таблица 2. Расчет для профильных труб теплицы
| № | Ширина трубы b, мм | Радиус внутреннего слоя R, мм | Наружный радиус R нар, мм | Длина половины окружности по наружному слою Lнар, мм | Длина половины окружности по внутреннему слою Lвн, мм | Разница между длиной наружного и внутреннего слоя С, мм | Ширина пропила h, мм | Количество пропилов n | Полное количество пропилов N |
| 1 | 20 | 1000 | 1020 | 3202,8 | 3140 | 62,8 | 2,4 | 26 | 52 |
| 2 | 25 | 1000 | 1025 | 3218,5 | 3140 | 78,5 | 2,4 | 33 | 66 |
| 3 | 30 | 1000 | 1030 | 3234,2 | 3140 | 94,2 | 2,4 | 39 | 78 |
| 4 | 35 | 1000 | 1035 | 3249,9 | 3140 | 109,9 | 2,4 | 46 | 92 |
| 5 | 40 | 1000 | 1040 | 3265,6 | 3140 | 125,6 | 2,4 | 52 | 104 |
| 6 | 20 | 1250 | 1270 | 3987,8 | 3925 | 62,8 | 2,4 | 26 | 52 |
| 7 | 25 | 1250 | 1275 | 4003,5 | 3925 | 78,5 | 2,4 | 33 | 66 |
| 8 | 30 | 1250 | 1280 | 4019,2 | 3925 | 94,2 | 2,4 | 39 | 78 |
| 9 | 35 | 1250 | 1285 | 4034,9 | 3925 | 109,9 | 2,4 | 46 | 92 |
| 10 | 40 | 1250 | 1290 | 4050,6 | 3925 | 125,6 | 2,4 | 52 | 104 |
| 11 | 20 | 1500 | 1520 | 4772,8 | 4710 | 62,8 | 2,4 | 26 | 52 |
| 12 | 25 | 1500 | 1525 | 4788,5 | 4710 | 78,5 | 2,4 | 33 | 66 |
| 13 | 30 | 1500 | 1530 | 4804,2 | 4710 | 94,2 | 2,4 | 39 | 78 |
| 14 | 35 | 1500 | 1535 | 4819,9 | 4710 | 109,9 | 2,4 | 46 | 92 |
| 15 | 40 | 1500 | 1540 | 4835,6 | 4710 | 125,6 | 2,4 | 52 | 104 |
Чтобы оценить эффективность подобной технологии, желательно оценить трудоемкость и затраты материалов (таблица 3).
Таблица 3. Затраты труда и стоимость расходных материалов для изгибания дуг для теплицы
| Количество пропилов | Длительность одного пропила, мин | Общая длительность пропиливания трубы, мин | Расход отрезных дисков диаметром 125 мм, шт. | Общий расход отрезных кругов, шт. | Длительность сгибания по пазам, мин | Длительность заварки шва по пропилу, мин |
| 52 | 0,3 | 15,6 | 0,2 | 10,4 | 0,3 | 1,3 |
| 66 | 0,3 | 19,8 | 0,2 | 13,2 | 0,3 | 1,3 |
| 78 | 0,3 | 23,4 | 0,2 | 15,6 | 0,3 | 1,3 |
| 92 | 0,3 | 27,6 | 0,2 | 18,4 | 0,3 | 1,3 |
| 104 | 0,3 | 31,2 | 0,2 | 20,8 | 0,3 | 1,3 |
| — | — | — | — | — | — | — |
| Количество пропилов | Общая длительность заварки пазов, мин | Расход электрода 3 мм на один паз с трех сторон | Всего требуется электродов, шт. | Общая длительность процесса, мин | Общая длительность процесса, час | Приведенные затраты на приобретение дисков и электродов, руб. |
| 52 | 67,6 | 0,25 | 13 | 83,5 | 1,39 | 322,4 |
| 66 | 85,8 | 0,25 | 16,5 | 105,9 | 1,77 | 409,2 |
| 78 | 101,4 | 0,25 | 19,5 | 125,1 | 2,09 | 483,6 |
| 92 | 119,6 | 0,25 | 23 | 147,5 | 2,46 | 570,4 |
| 104 | 135,2 | 0,25 | 26 | 166,7 | 2,78 | 644,8 |

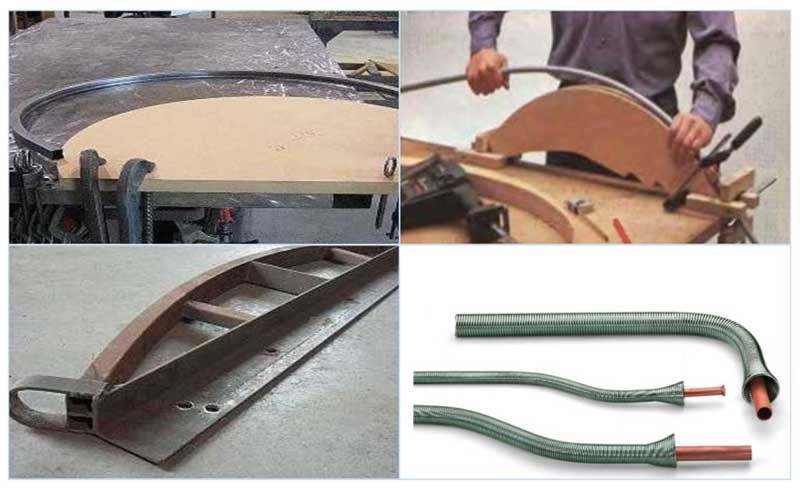
Вид гнутых изделий, полученных методом пропила пазов с последующей сваркой
Из представленных расчетов видно, что технология гибки труб по радиусу может быть оправдана только для выполнения изгибов профильных заготовок только в ограниченном количестве. Если требуется создать сложную пространственную конструкцию, то следует воспользоваться специальными приспособлениями для промышленной гибки.
При пропиливании пазов необходимо контролировать глубину пропила со всех трех сторон. Потребуется специальное приспособление, которое сможет ограничить вхождение инструмента по мере стачивания диска.
Изгибание труб без радиуса
Создавая пространственный каркас, проектировщики сталкиваются с необходимостью изготовления элементов, в которых нужно создать детали, где участки труб соединяются между собой под прямым углом (90 градусов) или под острым углом (45 градусов, например). Можно нарезать отрезки, а потом сварить их между собой. Однако вопрос можно решить и иначе:
- Произвести разметку для будущего выреза.
- Произвести вырез лишнего металла.
- Выполнить гиб, соединяя кромки произведенного реза. Сварить металл по кромкам.
Схема техпроцесса изгиба под прямым углом с подрезкой:1 – разметка; 2 – вырезание излишков металла; 3 – сгибание и сварка кромок
Такой способ позволит получить достаточно прочную деталь, в ней часть металла остается целой.
Если не выполнять подрезание, то излишкам металла деваться некуда. Получается непривлекательный вид изделия.
Прямой гиб профильной трубы без подрезки
В чем причина подобного явления? Чтобы понять, как происходит простое изгибание, следует рассмотреть схему.
Если имеется подходящая оправка, выполняется гиб:
- Один конец закрепляется неподвижно.
- Поверхность заготовки прислоняется к базовой поверхности, относительно которой будет производиться перемещение второго конца.
- Прилагается усилие, и выполняется формирование новой поверхности.
Внутри можно увидеть центральную линию, по которой и выполняется гибка трубы.
Не только в пустотелых изделиях происходят подобные явления. Даже в сплошных деталях смещение слоев относительно друг друга происходят аналогичные явления.








- Выполняется поперечный пропил трех сторон трубы. Четвертая сторона не повреждается.
- Выполняется смещение внутреннего слоя до соприкосновения крайних точек пропилов.
- После завершения изгибания по пропилам выполняют сварку.
Схема технологического процесса изгибания по пропилам
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Основные свойства профильных труб
Основное отличие профильной трубы от классической – это ее сечение. Конкретно разница в сечении не всегда позволяет использовать обычные стандартные способы извива и заслуги нужного радиуса кривизны. Не считая того, индустрия выпускает профильные трубы из разных материалов: латуни, меди, алюминия и т. д., что тянет за собой применение разных техник их извива.
Следует также держать в голове, что любые механические воздействия с целью загнуть профильные трубы могут внести недостатки, а время от времени привести к разрушению целостности конструкции, потому полезным будет позаботиться о способности растяжения профильной трубы при ее извиве.
Обилие внедрения гнутой профильной трубы для эстетических целей
Для заслуги требуемого радиуса извива при выполнении работ своими руками нужно уделять свое внимание на плавность, неторопливость движений, также прилагаемые усилия, что существенно понизит возможность повреждений и поможет получить подходящую криволинейную форму изделия. На выбор нужного метода извива оказывает влияние также толщина стен профильной трубы
Но если верно представить для себя конечный итог, корректно и задумчиво подойти к выбору способа гнутья профильной трубы, то приобретенная на выходе конструкция будет отличаться долговечностью, эстетичностью и надежностью
На выбор нужного метода извива оказывает влияние также толщина стен профильной трубы. Но если верно представить для себя конечный итог, корректно и задумчиво подойти к выбору способа гнутья профильной трубы, то приобретенная на выходе конструкция будет отличаться долговечностью, эстетичностью и надежностью.
Уникальная садовая лавка на ножках из гнутой профильной трубы
Возможные осложнения в ходе работы
Собственно изгибание такой трубы представляет собой процесс придания элементу изогнуто-плавной конфигурации. Сделать это можно только под давлением, поскольку деталь имеет высокую прочность. Чтобы уменьшить необходимую для изгиба силу давления, можно использовать нагрев изгибаемого фрагмента.
Несмотря на кажущуюся простоту операции, в результате гибки не всегда получаются элементы нужной конфигурации. Довольно часто возникают проблемы. К числу самых распространенных осложнений относят три.
Первое заключается в том, что внутренняя сторона профиля складывается своеобразными складками, которые напоминают гофру. В правильном варианте она равномерно сокращается.

Промышленность выпускает множество разновидностей профильной трубы. Они различаются формой сечения, высотой профиля, толщиной стенки
Вторая сложность – разрыв наружной стенки профильной трубы. В ходе гибки она растягивается. Иногда металл не выдерживает силового воздействия и лопается. Третья проблема в том, что труба, изменяя свою форму, способна утратить соосность элементов.
Это означает, что ее фрагменты в изогнутом состоянии будут лежать в разных плоскостях. А это недопустимо. Практика показывает, что все сложности происходят по причине ошибочного выбора способа гибки.
Чтобы выбрать его правильно, нужно учесть пластические возможности профильной трубы. Они определяются размерами и формой сечения, а так же толщиной стенок изделия. Исходя из этих величин, можно рассчитать минимально возможный радиус закругления. Пытаться выполнять закругление меньшего радиуса настоятельно не рекомендуется.
Чтобы определить минимальный радиус, нам потребуется высота сечения. Она рассчитывается следующим образом. Замеряется высота профиля, из нее вычитается удвоенная толщина стенки изделия.
Полученное число будет искомой высотой, обозначим ее h. Для труб с сечением в форме прямоугольника и квадрата действует следующее правило. Если высота профиля выше 20 мм, деталь выдерживает изгиб на участке, минимальная длина которого составляет hх3,5.









Изделия с профилем ниже 20 мм можно сгибать на участке длиной от hх2,5 и больше. Это правило справедливо для всех труб. Однако толщина стенки детали тоже влияет на ограничения в гибке.
Чем она тоньше, тем выше вероятность появления разрыва или смятия детали. Специалисты настоятельно не рекомендуют пытаться гнуть широкие изделия толщина стенок которых менее 2 мм. В этом случае оптимально воспользоваться сварочным аппаратом.
В процессе изгибания профильной трубы очень важно выполнять все действия правильно и аккуратно, иначе деталь может утратить соосность или смяться. Использовать такую трубу нельзя. Еще один момент, о котором нужно знать
Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму
Еще один момент, о котором нужно знать. Трубы из низколегированных и углеродистых сплавов очень упруги и после сгибания могут как-бы «пружинить», пытаясь принять прежнюю форму.
Это предполагает дополнительную работу с изделием, поскольку его придется заново подгонять по заранее изготовленному шаблону. Поэтому рекомендуется выяснить значение пластического момента сопротивления данной профильной трубы и проводить изгибание с учетом этого показателя. Чем он меньше, тем меньше деталь будет «пружинить».
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.
Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
- газовую горелку,
- паяльную лампу.
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Рекомендуем ознакомиться: Применение труб из сшитого полиэтилена для систем отопления
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Как согнуть квадратную трубу
Чтобы согнуть квадратную арматуру необходим гибочный станок. Его можно изготовить самостоятельно. Он не сложной конфигурации и комплектуется из:
- профильного неподвижного ролика;
- обматывающего ролика;
- длинного рычага.
Такой трубогиб считается самым просты, при этом очень практичным. Чтобы согнуть профиль, необходимо:
- арматуру вставить между роликами в месте изгиба;
- обеспечив заготовке надежный упор, нажимаем на рычаг;
- обволакивающий ролик начинает поджимать и изгибать заготовку.
Таким способом арматура сгибается под любым необходимым углом.Видео: гнем металопрофиль квадратного сечения





