

2 Общая идея
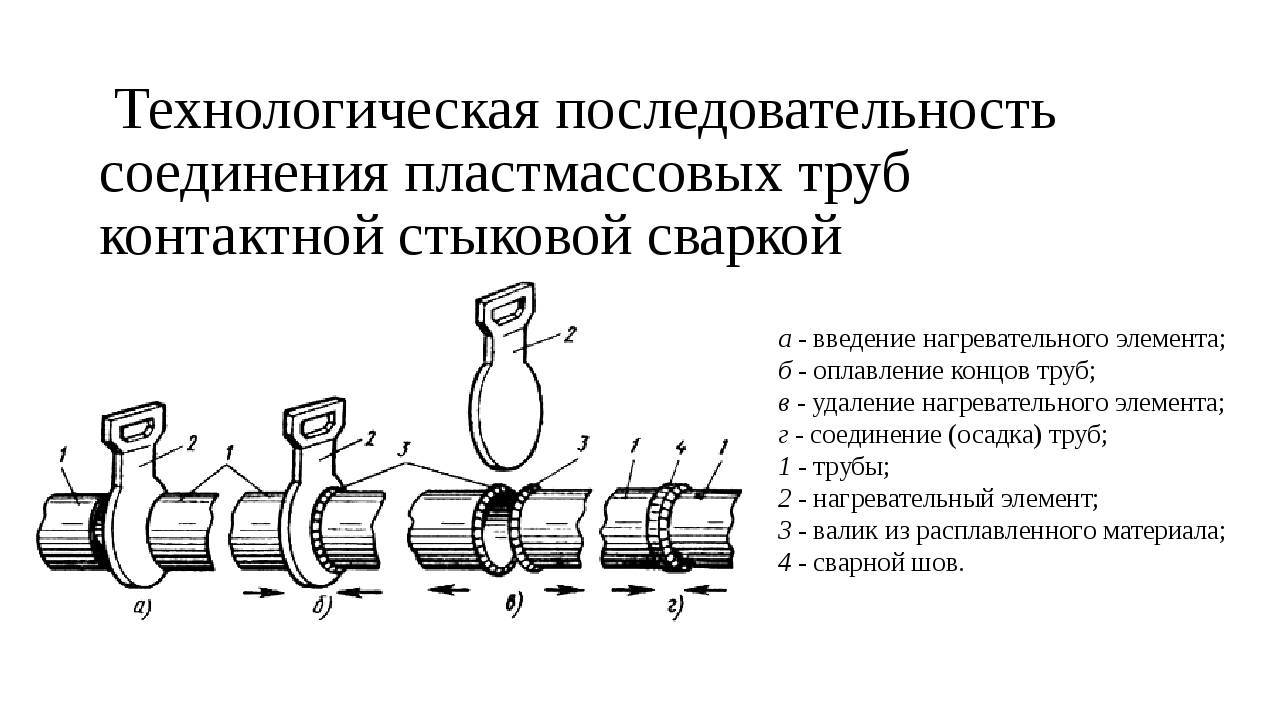
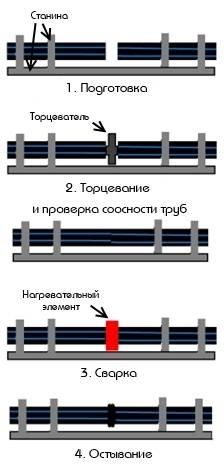
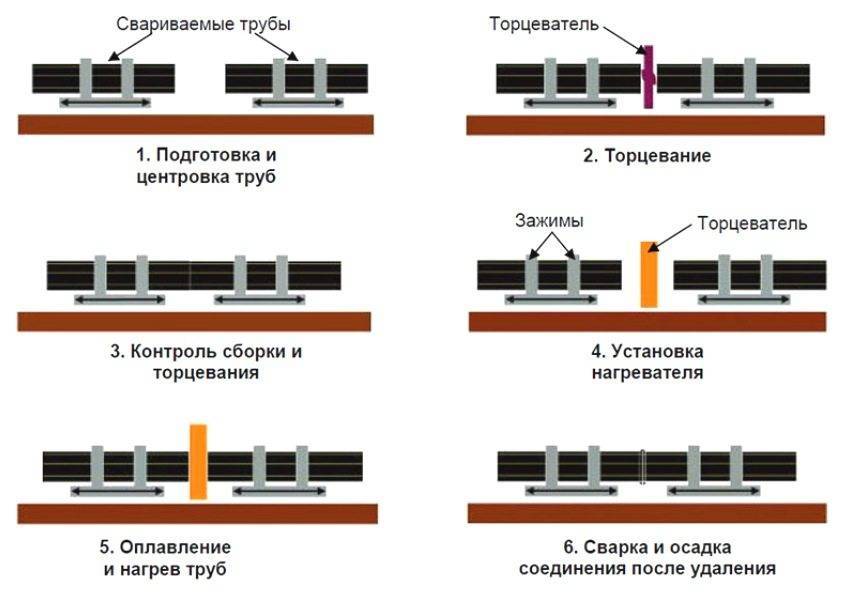
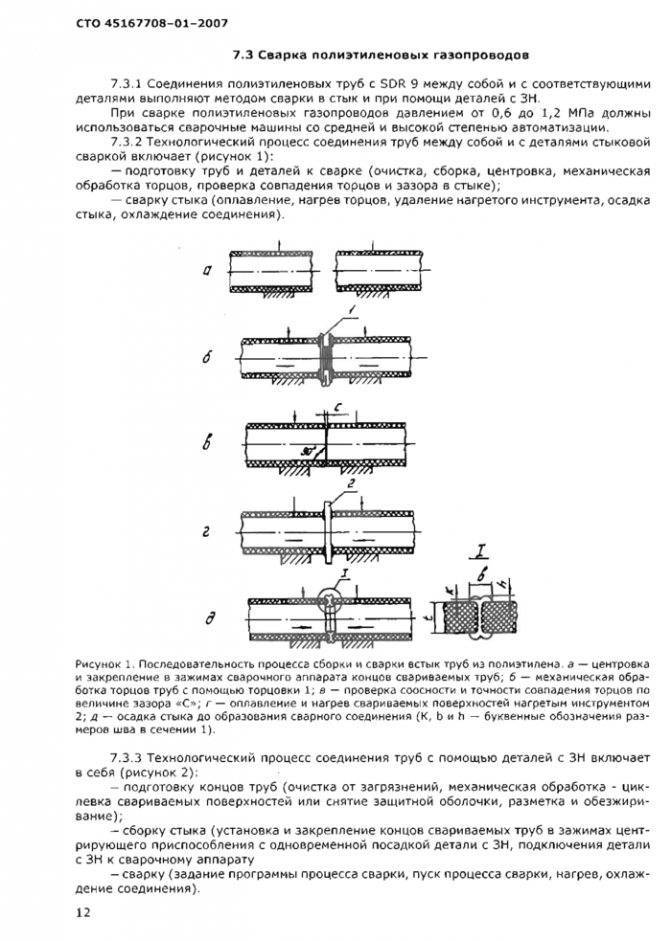
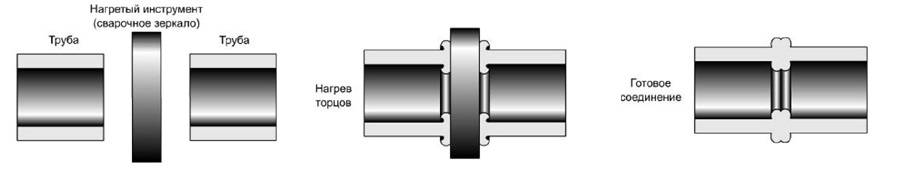
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
 |
|---|
| Рис. 1 Сварка труб встык |
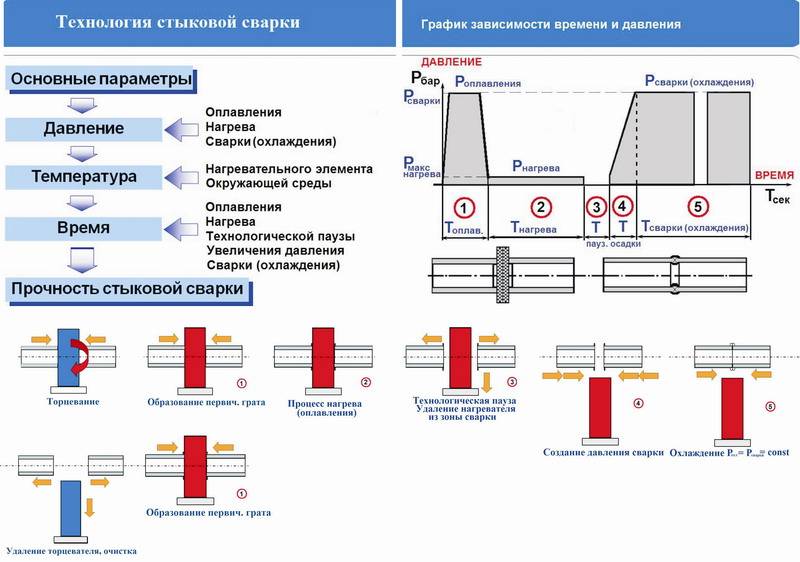
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
Алгоритм электромуфтовой технологии сварки
Данный способ предполагает наличие у работника простейшего трансформатора и самой электромуфты, в которой нагревательный элемент установлен изначально. Процесс сварки осуществляется достаточно просто: к муфте подсоединяются обе трубы, а также на нее подается электрический ток.
Выполняются работы следующим образом:
- Трубы подготавливаются так же, как и во всех предыдущих способах, начиная с обрезки под прямым углом и заканчивая зачисткой.
- Трубы вводятся в электрическую муфту, и на нее подается ток от трансформатора.
- Когда соединенные трубы остынут можно отключать проводку, но муфта останется в качестве элемента единого с трубопроводом.

Способы соединения труб
Соединения труб ПНД бывает двух видов:
- неразъемные (соединение встык сварочным аппаратом и электромуфтовая сварка);
- разъемные (с помощью соединительных деталей).
Неразъемные соединения
применяются обычно на участках, где трубам предстоит работать в сфере высоких давлений. Соединения при помощи сварки подходят для всех ПНД труб диаметром более 50 миллиметров. Полученный в результате сварки шов прочнее самой трубы в несколько раз и обеспечивает абсолютную герметизацию стыка.
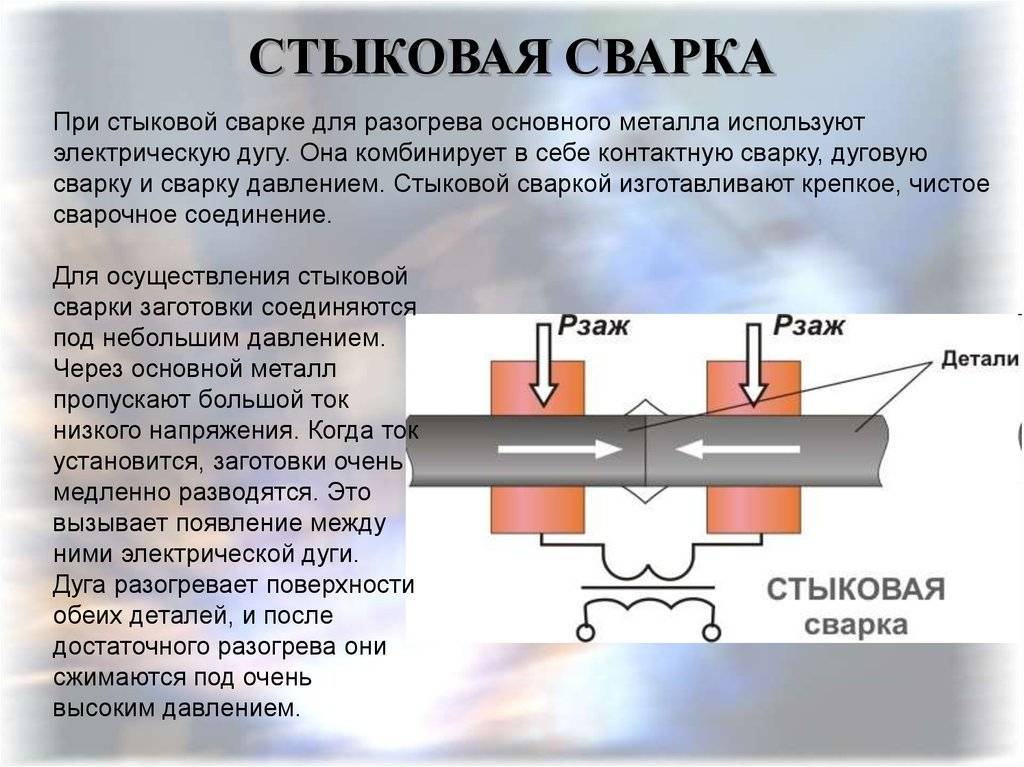
Сварка труб встык
Стыковая сварка труб пнд осуществляется при помощи специального аппарата. Суть такого соединения состоит в нагревании торцов труб специальным нагревательным элементом до вязкого состояния. Смягченные концы труб соединяют под давлением и оставляют остыть место соединения естественным способом. Предварительно концы труб обезжиривают и очищают от загрязнений.
Полученный сварочный шов должен быть ровным, высота его выступа – одинаковой. Только в этом случае он будет максимально прочен и надежен.

Сварка встык – основной способ соединения труб ПНД. При четком соблюдении технологии сварки получаются прочные и долговечные соединения
Сварка встык считается одним из самых популярных способов соединения трубопроводов, однако нельзя сбрасывать со счетов и второй, не менее эффективный способ – соединение при помощи электромуфт.
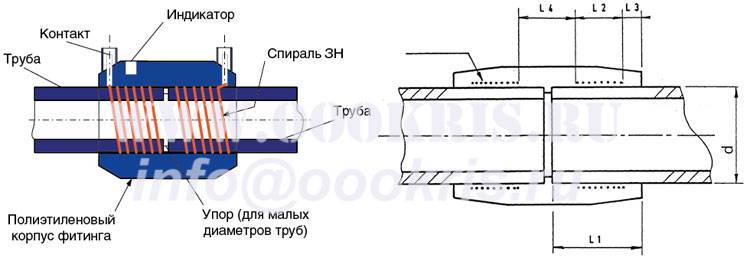
Электромуфтовая сварка
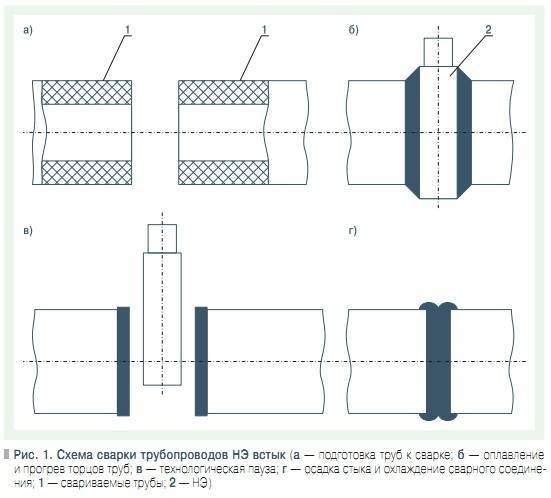
Для этого типа сварки используется фасонная муфта из полиэтилена. В нее вставлены электрические спирали и при прохождении электрического тока по ним муфта разогревается до нужной температуры и приваривается к трубам, прочно скрепляя их при застывании. Как и при стыковой сварке, перед началом работы концы труб тщательно очищают.

Технологию электромуфтовой сварки активно применяют в стесненных условиях – при создании врезок в ранее соединенные трубы, в колодцах, при ремонте и монтаже отводов и др.
Сварные соединения должны отвечать следующим требованиям:
- смещение свариваемых отрезков по отношению друг к другу не должно составлять более 10% от толщины стенки полимерной трубы;
- стыковой шов не должен располагаться ниже внешнего уровня поверхности трубы;
- качественный сварной шов имеет высоту валика не более 2,5 миллиметра на трубах с толщиной стенки до 5 миллиметров, а на толстостенных трубах, толщина стенок которых составляет 6-20 мм, его высота не должна быть больше 5 миллиметров.
Разъемные соединения
Такой вид соединения осуществляют на участках, где в будущем может потребоваться реконструкция или ремонт и появится необходимость в разборке. Это встречается в частном домовладении, когда нужно подсоединить трубу от источника водоснабжения к участку водопровода, ведущего к дому.
Бывают также ситуации, когда невозможно применить сварочный метод (нет необходимого оборудования или соединение нужно выполнять в воде). В таких случаях используется муфтовое соединение. Специально выпускаемые для труб ПНД муфты надежно скрепляют стыкуемые отрезки.
Разъемное соединение труб осуществляется двумя способами:
- раструбным соединением (с использованием эластичных уплотнительных прокладок);
- фланцевым и фитинговым соединением, для которого используются специальные крепежные элементы.
Для сборки монтируемых деталей нет необходимости в инструментах и приспособлениях, кроме специального ключа, при помощи которого откручивают и закручивают прижимные гайки на соединительных фитингах. Этот метод подходит для соединения труб небольшого диаметра (20-35 мм).

Применение компрессионных фитингов дает возможность производить соединение ПНД труб без использования сварочного аппарата — их монтаж осуществляется путем сборки элементов фитинга резьбовым способом
Достоинством компрессионных фитингов является возможность разборки при необходимости смонтированных деталей, причем делать это можно неоднократно и выполнить такую работу сможет даже человек без специальной подготовки. Кроме того, этот вид монтажа можно выполнять даже при весьма низких температурах, а наличие в продаже большого ассортимента соединяющих элементов различных диаметров позволяет собрать любые нужные разводки и разветвления в трубопроводе.
Нюансы предварительной подготовке к сварочным работам
Говоря о том, как сварить полиэтиленовые трубы в домашних условиях, нужно учитывать не только правила пользования, но и технику безопасности при работе со сварочным оборудованием.
Залогом успеха является проведение подготовительных работ:
- Каждый узел сварочного оборудования должен быть тщательно очищен и проверен на предмет наличия дефектов, которые могут сказаться на качестве и безопасности проводимых работ.
- Вся проводка и заземление должны быть проверены на предмет дефектной или вовсе отсутствующей изоляции.
- Топливные агрегаты необходимо дозаправлять, либо удалять из них старое застоявшееся топливо и заливать новое.
- Обязательно производить контрольный запуск установки, чтобы убедиться в ее работоспособности.
- Уровень масла в гидравлической системе сварочного аппарата необходимо проверить и выполнить с ним те же действия, что и с топливом.
- Если сварочный аппарат является мобильным, то его перемещение должно выполняться свободно, чтобы работы выполнялись без заминок и без риска для оператора установки.
- Ножи торцующего устройства должны быть отточены до идеального состояния, чтобы процесс обработки труб и фитингов происходил оперативно, а в результате получались качественные изделия.
- Каждое контрольно-измерительное устройство должно быть исправно.
- При работе с ПНД необходимо заранее приобрести в нужном количестве зажимы и редукционные вкладыши, диаметр которых должен соответствовать сечению труб.
- Каждую деталь подвергаемую трению следует тщательно смазать. Однако даже при выборе смазочной смеси нужно обращать внимания на требования, выдвигаемые производителями труб.
Итог
Соблюдая все правила и инструкции, приведенные в статье, можно получить качественное соединение для полиэтиленовых труб. Способ того, как сварить полиэтиленовую трубу, должен выбираться по основным критериям: простота реализации и доступность для работника с финансовой стороны вопроса. Лучше всего доверить работу специалисту, который возьмет на себя ответственность за все этапы – от закупки необходимых материалов и оборудования до проведения сварочных работ и введения системы в эксплуатацию.
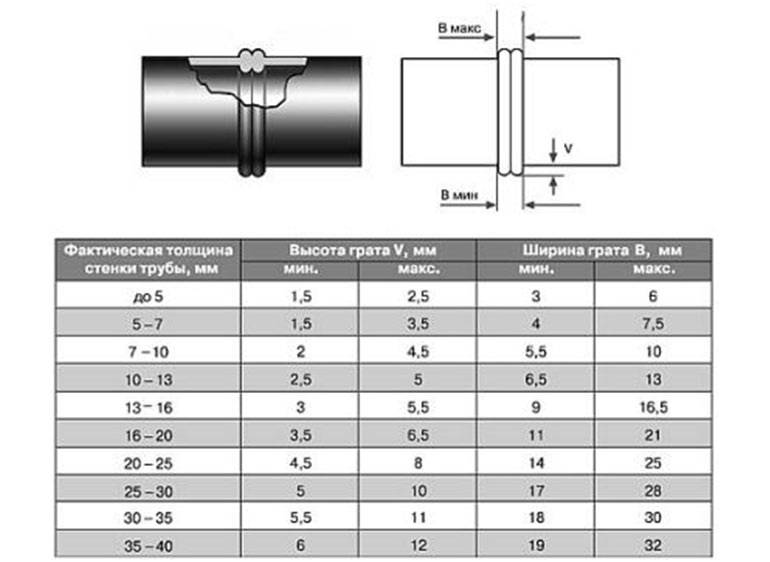
Правильные стыковые сварные швы
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
В правильно выполненном шве размеры валика грата должны соответствовать нормативным значениям.
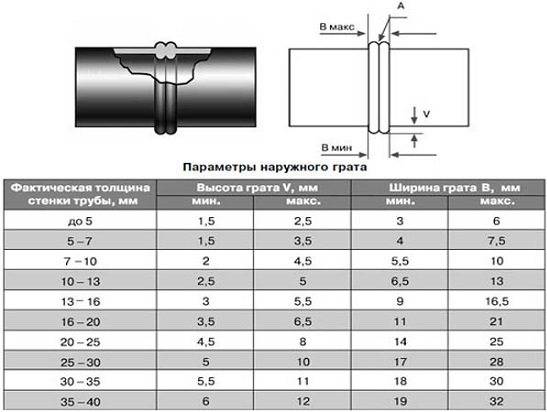
Существуют и дополнительные требования к параметрам валиков:
- Симметричность и равномерность по всей окружности стыка.
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины.
- Цвет валиков должен быть идентичен окрасу трубы.
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
И конечно, полностью исключается наличие трещин и пор.
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Очистка и подготовка труб
Очистка и подготовка труб под сварку совместные процессы. Прежде всего этот процесс зависит от состояния труб в котором они принимаются. Не зря на некоторых сварщиков возлагают ответственность за резку труб и выполнения скоса кромок. Но часто бывает что скос кромок и резка труб выполняется кем-то еще до того, как сварщик получил трубу.
Правильно подготовленные стыки труб — независимо от того, скошены кромки или нет — должны обеспечивать доступ к стыку и глубокое проникновение сварочного шва вглубь разделки кромок. После того, как труба была разрезана газовой горелкой, плазменной резкой или механическим инструментом, а скос кромок выполненный шлифовальной машиной или механически следует очистить внутреннюю и внешнюю поверхность стыка труб и скоса.
Если труба разрезается механическими методами, наверняка использовалась смазка, поэтому ее необходимо удалить перед сваркой, чтобы уменьшить риск попадания водорода в сварочный шов. Газовая и плазменная резка обычно оставляет на кромке слой шлака и оксидов. Обязательно очистите его, чтобы предотвратить твердые включения и пористость.
Перед сваркой поверхность очищают от краски, масла и грязи на основном металле чтобы предотвратить вероятность появления дефектов и сохранить целостность сварочного шва. Очистить необходимо по крайней мере 2-5 см от сварного шва и точек прихватки.
В то время как некоторые виды сварочных процессов и сварочных материалов позволяют вести сварку по не зачищенным кромках и маслу, не стоит полагаться на это при сварке труб. Трубопроводы — ответственные конструкции, где нужно минимизировать риски появления дефектов и продлить максимально срок эксплуатации труб.
Можно ли выполнить сварку самостоятельно?
Прокладка полиэтиленовой магистрали путем стыковой сварки имеет свои особенности и отличия от других методов соединения двух изделий.
Для ее проведения нужны определенные знания и опыт. В противном случае, конструкция выйдет низкокачественной и недолговечной.
Стыковую сварку своими руками выполнить можно. Но для этого нужно знать суть и особенности данного процесса
Важно наличие навыков сварки. Иначе можно лишь испортить полиэтиленовые трубы и впустую потратить время
Стыковой метод сварки непростой в реализации. Не у каждого получается выполнить соединение труб качественно с первого раза. Если нет знаний и навыков в сфере сварки, то лучше для прокладки магистрали обратиться к профессиональному мастеру. Но за работу ему придется заплатить внушительную сумму.
Если человек ранее проводил сварку другими методами, например, электромуфтовым, то он, скорее всего, сможет освоить и стыковую технологию. Поэтому имеет смысл попытаться провести соединение полиэтиленовых труб самостоятельно. Но нужно учитывать, что технология стыковой сварки сложнее, чем в случае соединения полиэтиленовых труб электромуфтой.
Чтобы выполнить работу качественно своими руками, нужно иметь специальное оборудование. Его можно взять напрокат. Это будет гораздо дешевле, чем покупать новый или б/у аппарат
Важно знать пошаговую инструкцию сварки встык оплавлением и четко ее придерживаться
Специфика процесса
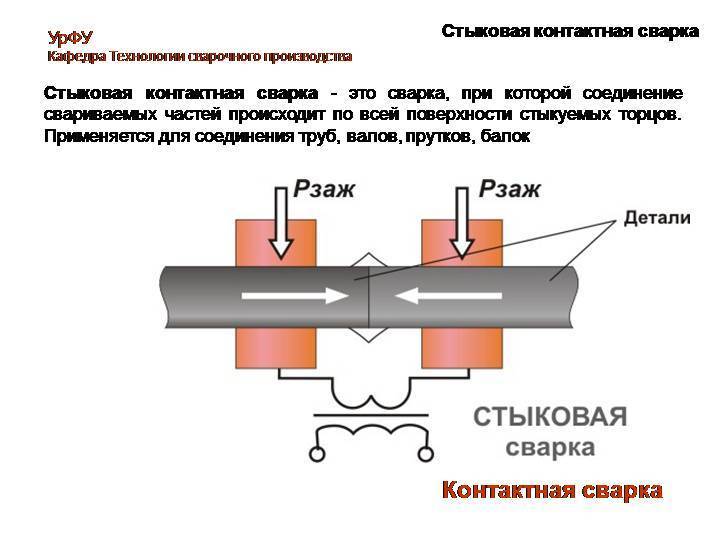
В основу стыковой сварки заложено токовое тепловое воздействие, сопровождающееся прилагаемым к месту соединения усилием сжатия. Различия в реализуемых на практике методах такого соединения состоят в следующем.
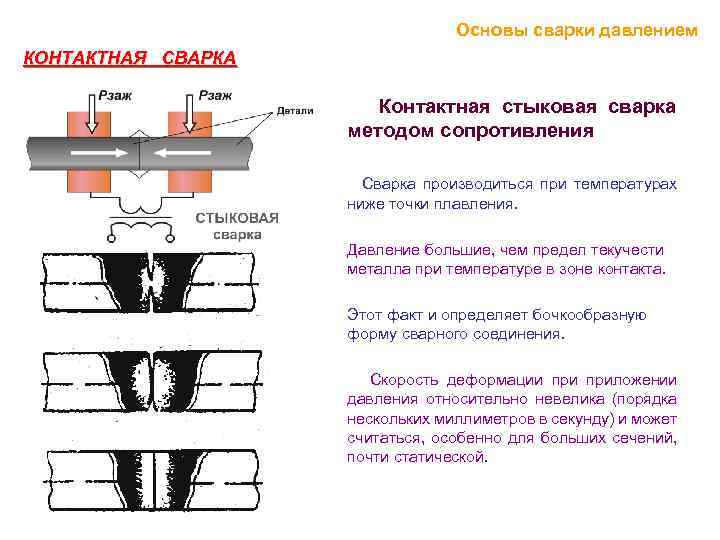
В том случае, когда нагрев стыка осуществляется до момента приобретения им пластичного состояния (до сжатия) – такую методику называют сваркой сопротивлением.
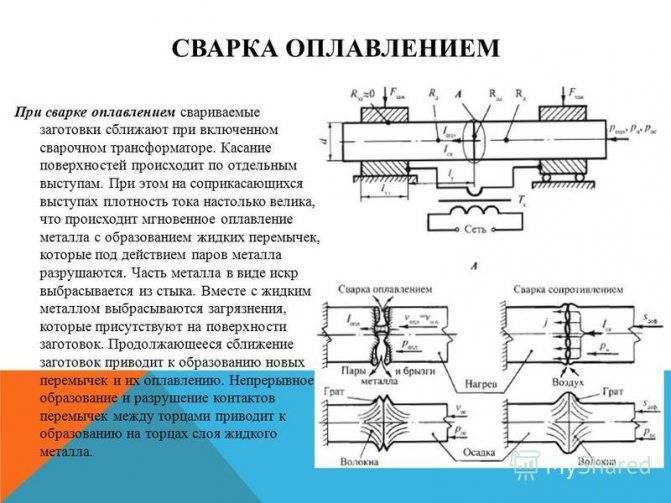
Если же в процессе работ производится одно разогревание стыка (без сжатия), то такой вариант сплавления классифицируется как сварка оплавлением. Каждая из этих методик имеет как преимущества, так и недостатки и реализуется посредством соответствующего оборудования.
Качество выполненных по стыковым технологиям работ в значительной степени зависит от тщательности подготовки контактирующих элементов.
Перед сваркой с них должны быть удалены все имеющиеся загрязнения и неровности. К перечню подготовительных мероприятий следует отнести и оборудование рабочего места специальной оснасткой, используемой для фиксации заготовок во время сварки.
Электромуфтовая сварка
Электромуфтовая сварка Особый вид муфтовой сварки, который заключается в применении особого оборудования. Такое соединение помогает добиться высокой прочности и долговечности готовой конструкции. Способ реализуется с помощью электромуфт, у которых внутри уже расположены нагревательные элементы.
Могут использоваться фитинги с нагревательными элементами во внутренней части. Спирали разогревают материал, делая его пластичным. Затем две детали стыкуются между собой и обеспечивается надежное монолитное соединение.
Инструменты для подобной сварки гораздо более дорогие, однако и функционально намного лучше. Использование электромуфт гарантирует отсутствие кольцевых валиков во внутренней части и обеспечит хорошее прохождение воды. Еще одно преимущество заключается в том, что такой способ не требует непосредственного применения сварочного оборудования. Это помогает производить работы в стесненных условиях.
Порядок проведения электромуфтовой сварки:
- Соединяемые части разрезаются в нужных местах.
- Торцы изделий, а также электромуфта очищаются от загрязнений.
- На поверхности оставляют соответствующие метки, которые должны будут помочь определить глубину вставки муфты.
- При помощи проводов электромуфта соединяется со сварочным оборудованием.
- На приборе мастер нажимает кнопку начала сварки, которая запустит нагрев элементов.
- Как только процесс завершится. Прибор самостоятельно выключит нагрев.
- Примерно через час соединение полностью остынет и его можно пускать в эксплуатацию.
Пробки на торцах Торцы неиспользуемых труб перед началом сварки лучше всего прикрыть специальными пробками, чтобы избежать охлаждения.
Во время сварки важно удерживать части в жестком положении. Это можно делать с помощью особых держателей или подставок
Итоговый сварной шов не должен быть толще, чем 0.5 толщины стенки.

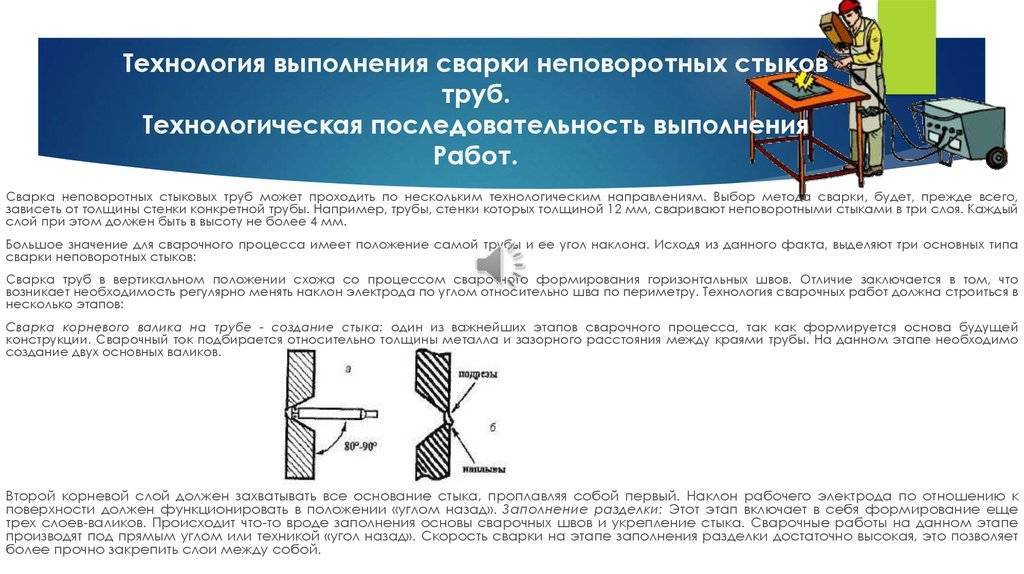


Неповоротные стыки
При сварке неповоротных стыков принято пользоваться так называемой «трехслойной» технологией, согласно которой сначала делается коренной шов, после чего переходят к заполнению его кромок и обустройству лицевой части стыкового соединения. При формировании таких образований смежные валики швов должны располагаться с перекрытием порядка15-20 мм.
В процессе стыковой сварки арматуры могут применяться различные методики, выбор которых определяется пространственным положением стыкуемых заготовок (это касается всех видов труб, включая пластиковые ПНД).
При их горизонтальном расположении главная проблема – это необходимость работать в трёх различных плоскостях, из которых верхнее (или потолочное) является самым неудобным.
Для образования качественного стыкового соединения в этом случае требуется постоянное варьирование основными параметрами сварки (её скоростью, углом наклона электрода и силой тока).
При подготовке таких соединений сварочная процедура не должна прерываться в произвольной точке сочленения (шов должен накладываться за один заход).
Жёсткие требования к производству таких работ обусловлены особым пространственным расположением стыков, так что к этим операциям могут привлекаться лишь опытные сварщики.
Вертикальное размещение заготовок с точки зрения технологии стыковой сварки отличается от горизонтального лишь тем, что в этом положении основное внимание уделяется углу наклона электрода. Этот параметр при перемещении вдоль окружности трубных заготовок должен непрерывно корректироваться
Для реализации стыковой сварки заготовок может использоваться специальное оборудование
При его выборе важно определиться со спецификой работы того или иного механизма с каждым конкретным видом трубных соединений
Инструкция по сварке
Если вы выбрали полиэтиленовые трубы, поступили мудро, но теперь их еще нужно грамотно установить. Давайте учиться
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Электромуфтовое соединение
Такой вид сварки, называемый также терморезисторным, используют для крепления элементов разной толщины стенок и диаметра, а также для установки безнапорных трубопроводов – установок дренажа, самотечной канализации и т.д.
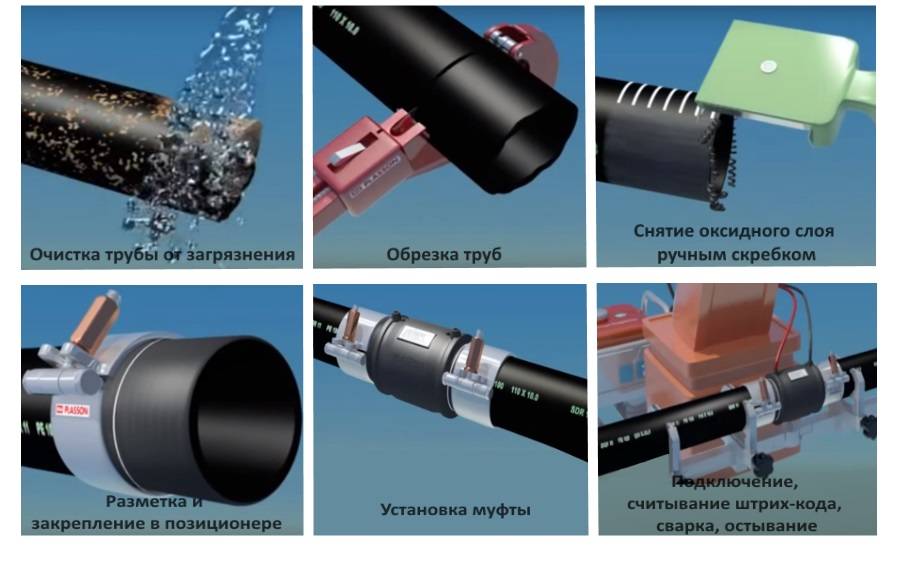
Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.
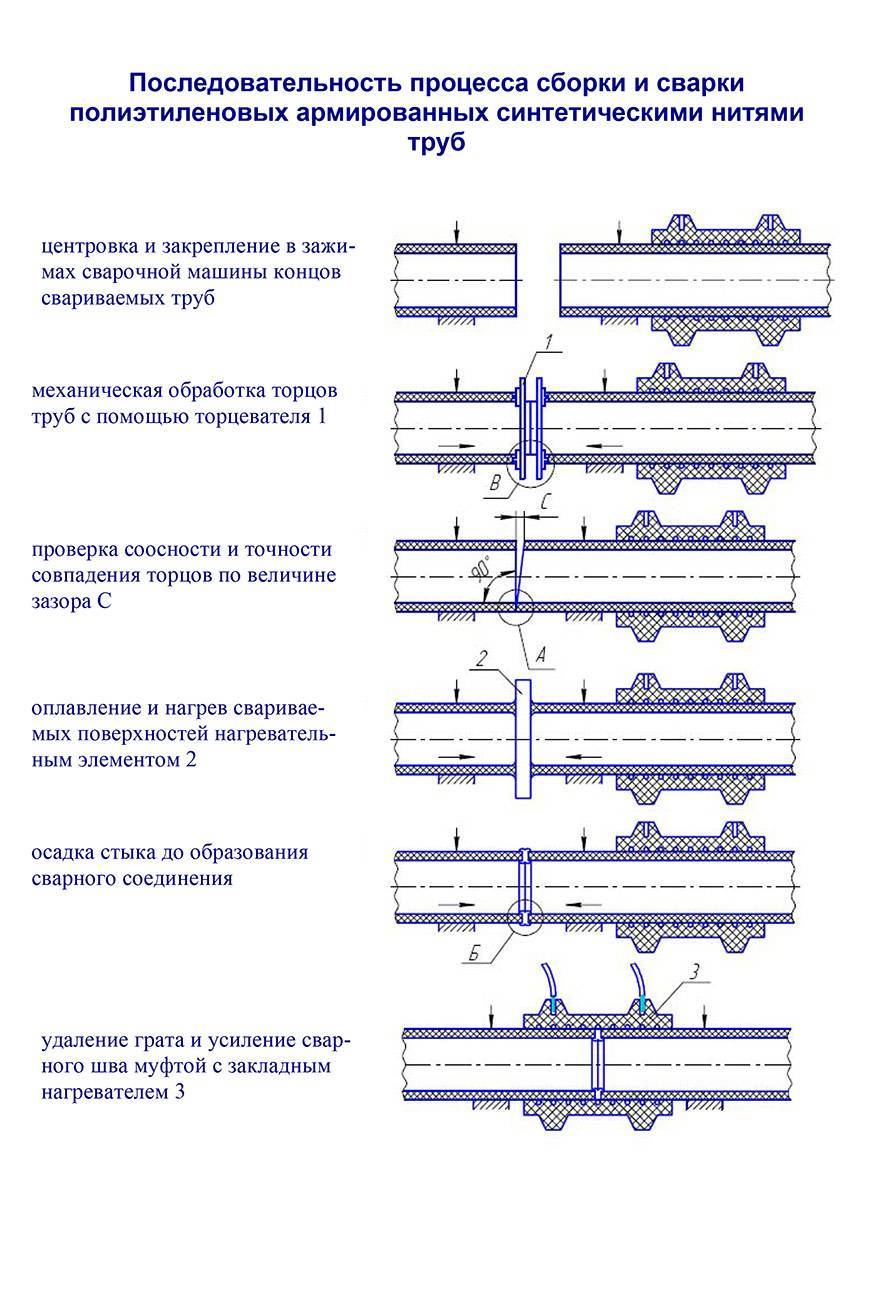
Так выглядит установка для соединения встык
Стыковая сварка
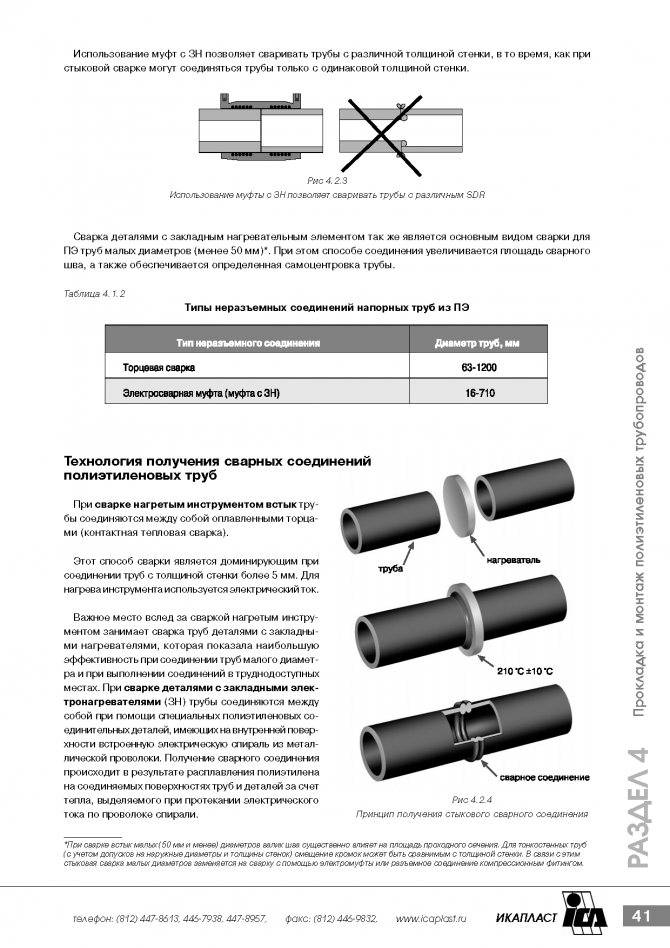
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.
При данном способе края изделий при помощи специального нагревательного прибора разогреваются, а затем расплавляются и в таком состоянии стыкуются, образуя одно целое и безупречный шов.
Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
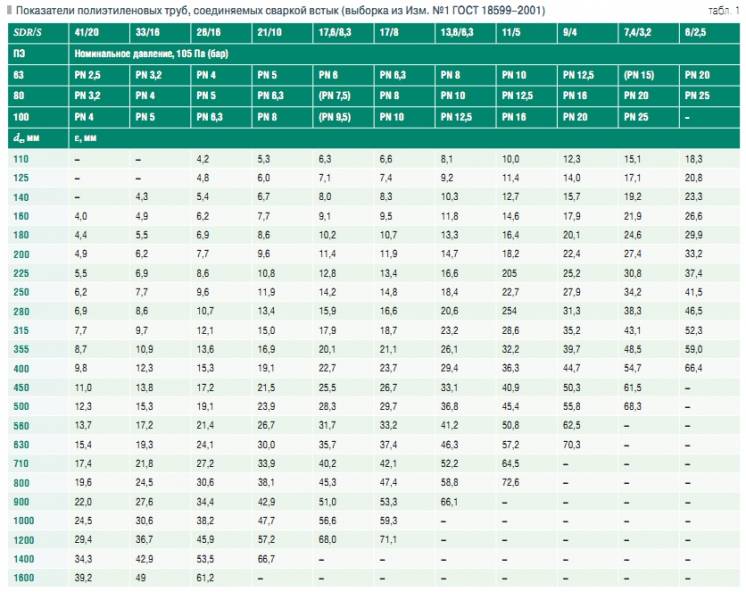
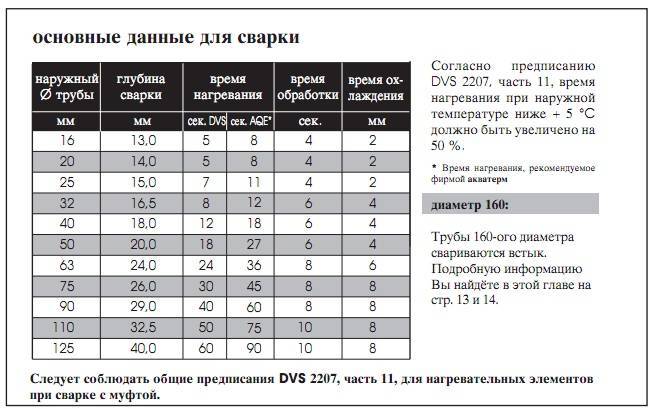
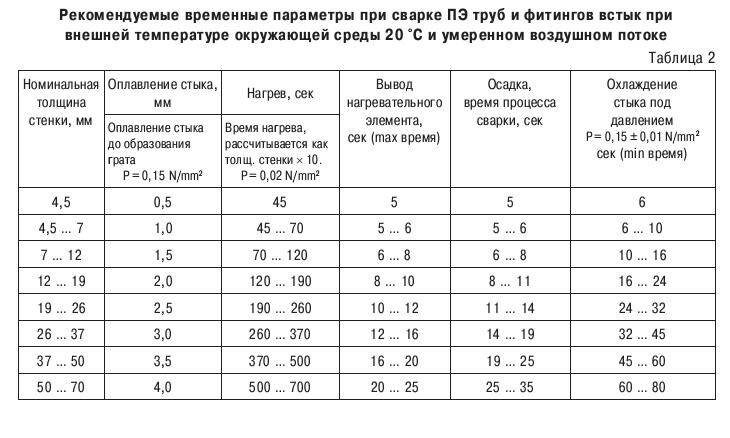
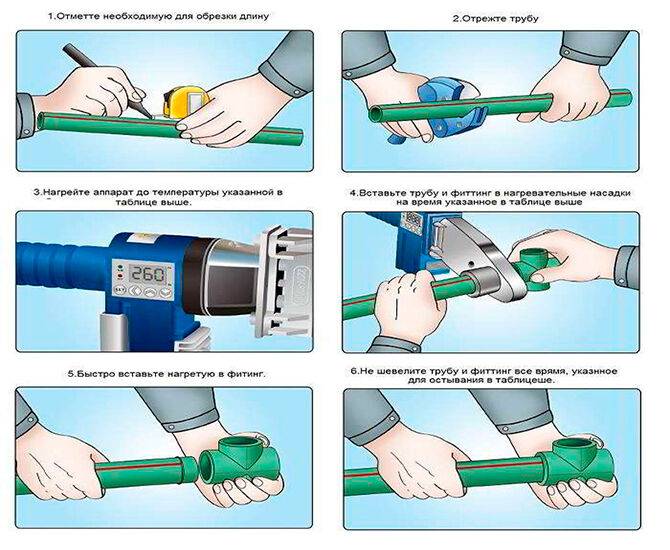
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Способы монтажа
Выбор способа, напрямую зависит от ряда условий.
Нужно определить, где будет эксплуатироваться трубопровод:
- в помещении;
- на открытом воздухе;
- в грунте.
Для одного монтажа труб из полиэтилена необходимы специальное оборудование и мастер, а другой — можно выполнить своими руками.
Сварка труб встык
При соединении прямых участков трубопроводов большого диаметра их часто стыкуют, сваривая между собой.
Технология этого процесса требует точной центровки и чистой обработки кромок соединяемого материала. Для сварки используют специальный аппарат, который можно питать от переносного источника. Полиэтилен разогревается спиралями по всему диаметру, и детали прижимаются друг к другу. Стык получается ровным, даже прочнее самого материала. Такой способ соединения пластиковых трубопроводов применяется там, где необходима пластичность неразъемного соединения. Однако, несмотря на дешевизну и простоту, такое стыкование используют только при толщине стенок 5 мм и выше.
Неразъемное соединение
Отсутствие возможности обслуживать соединение в период эксплуатации вынуждает выполнять такие соединения, как сварка встык и сварка электрическими муфтами.
Второй способ применяют при монтаже трубы ПНД в труднодоступных местах, там, где пластичность участка не играет особой роли.
Способ более дорогой. Это вызвано применением специальных муфт с уже встроенными в них спиралями. Такие муфты имеют электроды для подачи на них напряжения от постороннего источника питания. Концы труб вставляются в муфту, приложенное напряжение разогревает спирали, и конструкция сваривается. Неверно было бы думать, что неразъемное соединение выполняется только прямыми муфтами. В этих случаях также применяются фитинги: тройники, переходники с одного диаметра на другой и т.д.


Разъемное соединение
Тип такого соединения подразумевает обслуживание в течение эксплуатации.
Это как раз тот случай, когда монтаж ПНД трубы можно выполнить самому. Монтаж выполняется открыто по стенам внутри помещений или на улице с укладкой в специальные короба. Допускается прокладка на открытом воздухе без защиты. Например, на дачных участках при организации капельного полива грядок. Либо использование труб ПНД в качестве магистралей для создания точек присоединения гибких садовых шлангов. Только срок службы в данных условиях сокращается. Если при соблюдении требований труба прослужит до 50 лет и более, то в условиях открытой прокладки — 4-5 лет.
С помощью фитингов
Фитинги — это элементы, позволяющие собирать и монтировать трубопроводы.
Они бывают:
- прямые, которые позволяют соединять элементы труб одного диаметра;
- переходные, с их помощью происходит переход с одного диаметра на другой.
Когда нужно выполнить поворот, разветвление или стыковку труб при монтаже, используют фитинги: уголки, тройники, крестовины, муфты, заглушки, штуцера. Если в процессе эксплуатации необходима частая разборка системы, фитинг тоже незаменим.
По конструктивным особенностям можно выделить:
- компрессионные — разборное соединение, где труба по внутреннему диаметру усаживается на уплотнительные кольца, а по наружному — обжимается гайкой;
- пуш-фитинги — современный дорогой, но и гораздо практичный и надежный тип разъемного соединения, основанный на методе «вталкивания»;
- пресс-фитинги — неразъемное соединение, где рабочим элементом служит пресс-гильза, которая прессуется клещами.
Муфтой
Муфты для труб ПНД — это один из фитингов. Существует ошибочное мнение, что это особый вид соединения. Однако муфта — элемент, который применяется для стыковки прямых участков трубопровода. Такое сочленение может быть как неразъемным — электрические муфты, так и разборным — муфты компрессионных вариантов исполнения. Их применяют там, где нужно продолжить трубопровод дальше либо устранить поврежденный участок и выполнить вставку нового материала.
Какой способ лучше
На этот вопрос, ответ однозначный — все зависит от того, где проводится монтаж полиэтиленовых труб. Для частных домовладений и административных помещений желательно использовать разборные соединения и работать с трубами диаметром до 50 мм.





