

Выбираем паяльник для пластика
Новичкам не так уж просто выбрать среди большого разнообразия аппаратов для сварки полипропиленовых труб модель, которая будет соответствовать всем ожиданиям. Но вы все же можете попробовать, сузив критерии выбора
Мы собрали для вас ключевые характеристики, на которые нужно обратить внимание перед покупкой паяльника для сварки пп труб
Мощность
Мощность — это самая главная характеристика любого электроприбора. В нашем случае от мощности зависит толщина труб, которые мы сможем сварить, используя ручной сварочный аппарат для полипропиленовых труб. Здесь все просто: чем мощнее аппарат, тем толще трубу можно сварить. Но мы не рекомендуем покупать очень мощный и дорогой сварочный аппарат для сварки полипропиленовых труб, поскольку вы просто не сможете использовать весь его потенциал в домашних условиях, при этом сильно переплатите. Остановитесь на моделях до 1000-1500 ВТ.
Насадки и их количество
Прибор для сварки пластика может иметь в комплекте несколько насадок, если его тэн имеет цилиндрическую форму. В зависимости от стоимости модели насадок может быть от 1 до бесконечности, но наиболее востребованные диаметры — 16, 25 и 32 миллиметра. Таких насадок хватит для выполнения большинства бытовых задач. Если вы заранее знаете, что будете работать с самыми разнообразными трубами, то либо покупайте сварочник с большим комплектом насадок, либо потом докупите насадки.
Отдельно стоит обратить внимание на материал, из которого насадки изготовлены. Если купить дешевый ручной сварочный аппарат для полипропиленовых труб, то в комплекте зачастую поставляются насадки из металлов, способных деформироваться при сильном нагреве
Поэтому не экономьте, приобретайте сразу аппараты из средней ценовой категории. Также желательно, что у насадок было тефлоновое покрытие, чтобы трубы при плавлении не прилипали.
Производитель
Для новичков мы рекомендуем турецкие и китайские аппараты для сварки полипропиленовых труб. Они относительно недорогие, при этом отлично справляются со своими задачами
В частности, обратите внимание на турецкий паяльник Valtec и на китайский DEXTER. На первых порах не стоит приобретать профессиональный аппарат, в бытовых условиях он еще долго не окупит свою цену
Терморегулятор
В зависимости от цены и производителя паяльник для труб из полипропиленаможет иметь дополнительные удобный функции, например, терморегулятор. Да, модели с терморегулятором стоят ощутимо дороже, но с ними гораздо удобнее работать. Покупая аппарат без терморегулятора вы не сможете грамотно контролировать температуру плавления трубы. Это может привести к перегреву или наоборот недостаточному нагреву детали.
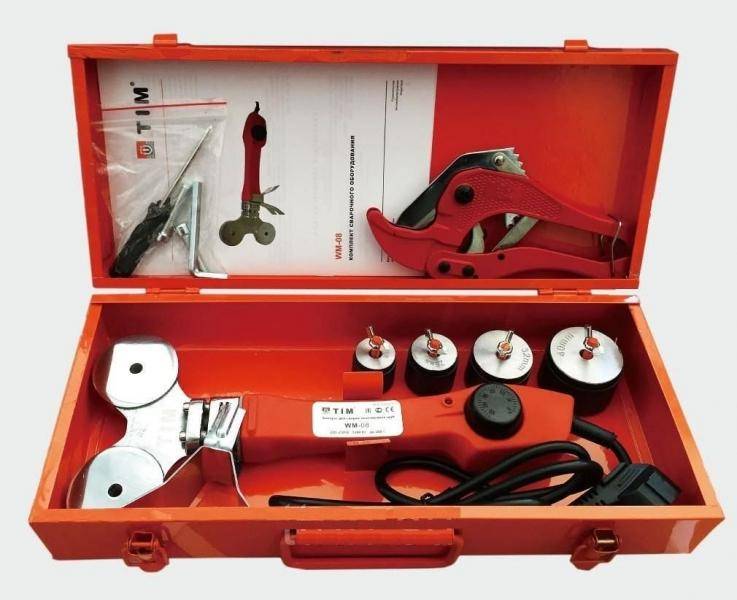
Дополнительные элементы
Паяльник для полипропиленовых труб может поставляться в комплекте с множеством дополнительных вещей, которые пригодятся вам в работе. Это могут быть защитные перчатки, кейс для хранения, нож для резки труб и многое другое.
Вам может показаться, что покупка комплекта сильно дороже, чем просто аппарат без дополнительных «безделушек», но рано или поздно вам все-таки придется докупить остальные инструменты, и это окажется дороже, чем вы думаете.
Способы и технология сварки стыковых соединений
Сварка полиэтиленовых труб в стык проводится сварочным зеркалом — оборудованием, нагревающим концы соединяемых изделий до оплавления и совместной диффузии материалов.

С первого взгляда — метод простой и не требует дополнительных изделий и фитингов. Но есть ряд определенных нюансов. Например, сварка встык требует обязательной оцентровки, соосности и оценки эллипсоидальности труб. Поэтому без специального аппарата- центратора, детали больших диаметров сварить невозможно
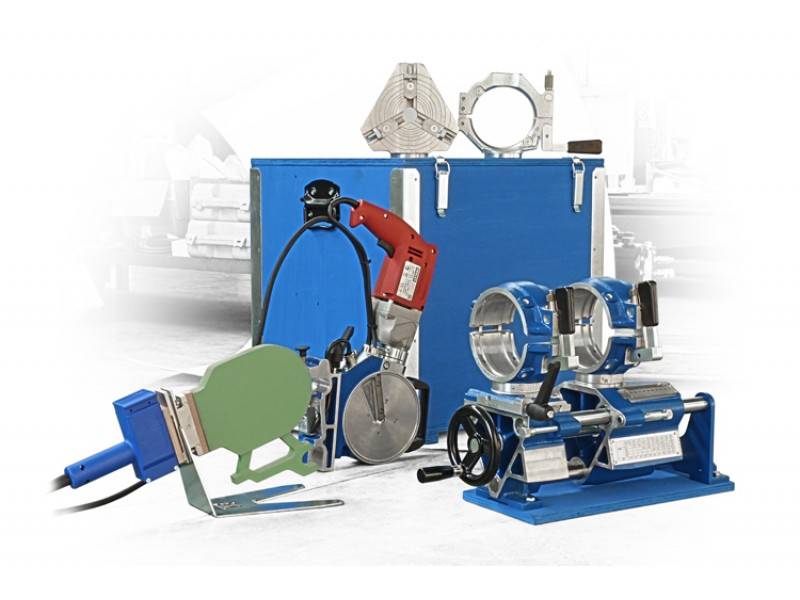
Ручные аппараты
Ручные аппараты для стыковой сварки используются при работе с небольшими диаметрами, но есть и отдельные модели со сварочным кольцом в 300мм. Состоит из центратора для выравнивания соединяемых заготовок, торцевателя и нагревательного элемента для торцов труб.
Механические аппараты
Состоят из нескольких основных частей:
- Центратор — элемент машины, выполненный в виде станины с четырьмя металлическими фиксаторами для зажима деталей;
- Торцеватель — агрегат для создания строго перпендикулярного оси сечения и его механической обработки. Представляет собой дисковое устройство с электродвигателем и ножами, заточенными с двух сторон.
- Сварочное зеркало — нагревательный элемент. Оплавляет концы свариваемых труб. Покрыт тефлоном для предотвращения налипания полиэтилена
- Механическое устройство для обеспечения сжатия.
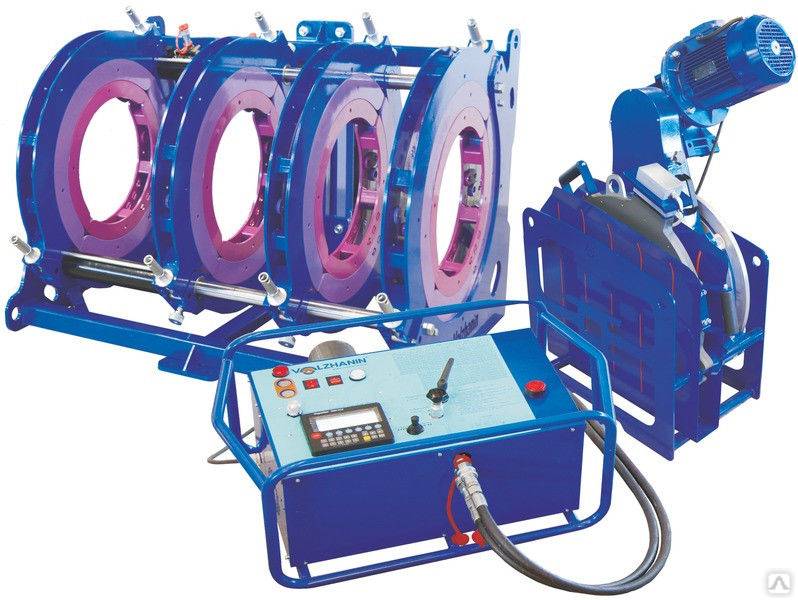
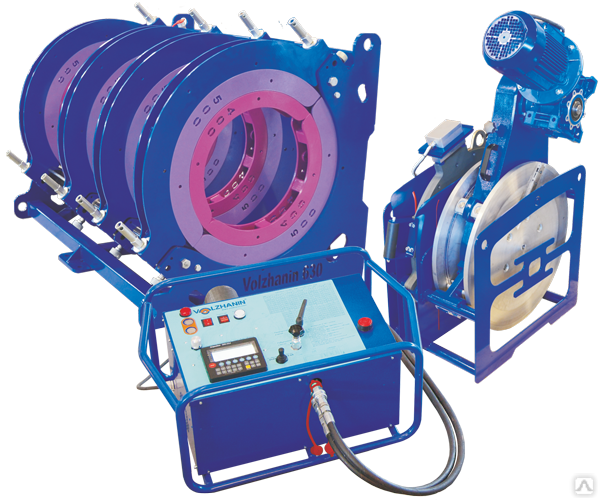
Гидравлические
Состоят из такого же набора механизмов, что и механические, но в качестве сжимающего элемента— гидравлический привод. Он обеспечивает равномерное сжатие стыкуемых изделий. Давление у некоторых моделей-регулируемое.
Различают 3 вида гидравлических аппаратов:
- Ручные. Используются для прокладки трубопроводов низкого и среднего давления. Температура нагревательного элемента и управление гидравликой выбираются оператором в соответствии со специальными таблицами вручную;
- Полуавтоматические. Используются для труб среднего и большого диаметра. Снабжены электронным блоком. фиксирующим данные давления масла в приводе и температуры сварочной плиты, сверяет их с установленной программой и передают сигналы на специальный дисплей.
- Автоматические.
- Наиболее современная и высокотехнологичная система сварочного оборудования.
Процесс полностью автоматизирован, в хорде работы не требует вмешательства оператора и контролируется специальными электронными модулями. Аппаратчик только вводит данные изделий, а машина подбирает режим сварки самостоятельно. В конце работы аппарат выдает отчетный протокол сварки.
Какой из них лучше?
Выбирать тот или иной агрегат необходимо исходя из особенностей необходимого монтажа. Если нужно в домашних условиях сварить пару ровных участков — выбирайте дешевый, мобильный и удобный ручной механизм.

Если диаметр труб от 250мм — нужна механика. Опят таки, нет смысла тратиться на дорогие полнокомплектные изделия, если нет необходимости работать со сваркой постоянно.
В случае специализации на сварке пнд — необходимо выбирать агрегаты с гидравлическим приводом. Полностью автоматизированный прибор — самый дорогой, но и самый удобный. Здесь все зависит от ваших финансовых возможностей.
Способы и технология
По технологии сварка ПНД труб похожа на паяние: сварочные поверхности очищаются, нагреваются до размягчения, соединяются под давлением и фиксируются до полного остывания. Разница заключается в способе состыковки поверхностей и рабочей температуре (не более 270°C). Вид сварки выбирается для каждого отдельного случая, исходя из параметров материала и других факторов. Рассмотрим на примерах:
1. Стыковая сварка. Этот вид применяется для труб диаметром свыше 50 мм с толщиной стенки более 5-7 мм и является самым распространенным. Методика проведения цикла следующая: сначала торцы труб с помощью плоского инструмента нагреваются до плавления, затем соединяются встык под большим давлением и удерживаются в таком положении до остывания. Полученное соединение по прочности даже превышает сам материал.









Данный процесс не требует большого количества рабочих и денежных средств. Стыковая сварка имеется один нюанс: она не применяется при монтаже безнапорного трубопровода или канализации из-за того, что оплавленный материал образует внутри валик (грат).
2. Электромуфтовая (терморезисторная). Это простой и быстрый способ. Трубы соединяются с помощью фитинга, в роли которого выступает электромуфта, одновременно представляющая собой сварочное устройство. Применяется для соединения труб разных марок полиэтилена, а также малых диаметров с тонкими стенками (для монтажа водопровода и канализации в частном доме например).
Методика сварки следующая: после подготовки поверхностей к внутренней части муфты плотно присоединяются концы труб и нагреваются до нужной температуры. После остывания образуется плотное соединение. Муфта остается на трубопроводе как его элемент. Это удобный способ для соединения магистралей разного размера. Его недостатком является высокая цена (нужно покупать муфты), поэтому он используется нечасто, больше для работы в траншеях или других труднодоступных местах.
3. Раструбная. Раструбом называется расширенная часть одной трубы, в которую вставляется конец другой. При сварке враструб трубы соединяются не напрямую, а посредством фитингов, в виде которых выступают простые гладкостенные муфты, тройники, отводы. Это делает процесс дорогостоящим, поэтому он используется редко, в основном для монтажа магистралей, имеющих сложный рельеф (уклоны, повороты, ответвления).
4. Экструзионная, напоминающая электросварку металла. Осуществляется с помощью присадочного материала, который выталкивается из экструдера. Этот способ самый простой и используется для монтажа толстостенных труб и конструкций, на которые не будет оказываться сильное давление: прочность стыков не более 80% от прочности материала.
Технология сварочного процесса предусматривает, что перед началом работы любое оборудование нужно настроить с помощью специальной таблицы. Второе требование — соединяемые изделия должны иметь одинаковый химический состав, иначе они расплавятся в разной степени, отчего стыковочный шов получится непрочным. Кроме этого, края деталей должны быть очищены и обезжирены, а срезы обработаны с помощью торцевателя, чтобы минимизировать возможные зазоры между поверхностями. Выполнение всех требований технологии — это залог прочного сварного соединения.
Рекомендации по сварке
При соединении пластмассовых и полиэтиленовых деталей с помощью стыкового аппарата следует придерживаться проверенных временем рекомендаций. Не следует отклоняться от существующей технологии и грамотно осуществлять выставление режимов.
Так, например, перегрев свариваемых изделий может привести к образованию внутренних наплывов. Это приведет к нарушению передвижения жидкостей внутри трубы. Во время стыковки допускается отклонение от центрирования не более, чем на десять процентов от толщины труб. Детали не следует освобождать от зажимов, пока не произошло полное их остывание. Перед началом сварочного процесса необходимо еще раз ознакомиться с инструкцией по эксплуатации выбранного оборудования.
Какое оборудование существует?
Любой сварочный аппарат – это устройство, с помощью которого путем повышения температуры соединяемых участков и их деформации, создается неразъемное соединение. Понятно, что сварочный аппарат для полиэтиленовых труб (пластиковых) и для металлических имеет конструктивные отличия.
Условно все сварочное оборудование для полипропиленовых труб можно разделить на два вида:
- Механический аппарат для сварки пластиковых труб применяется, когда требуется большое усилие при совмещении стыков или необходимо соединить трубы достаточно большого диаметра.
- Ручной сварочный аппарат для пластиковых труб идеально подходит для самостоятельного использования и может применяться для соединения труб разного диаметра, вплоть до 125 мм.
Поговорим подробнее о каждом из них.
Механический сварочный агрегат
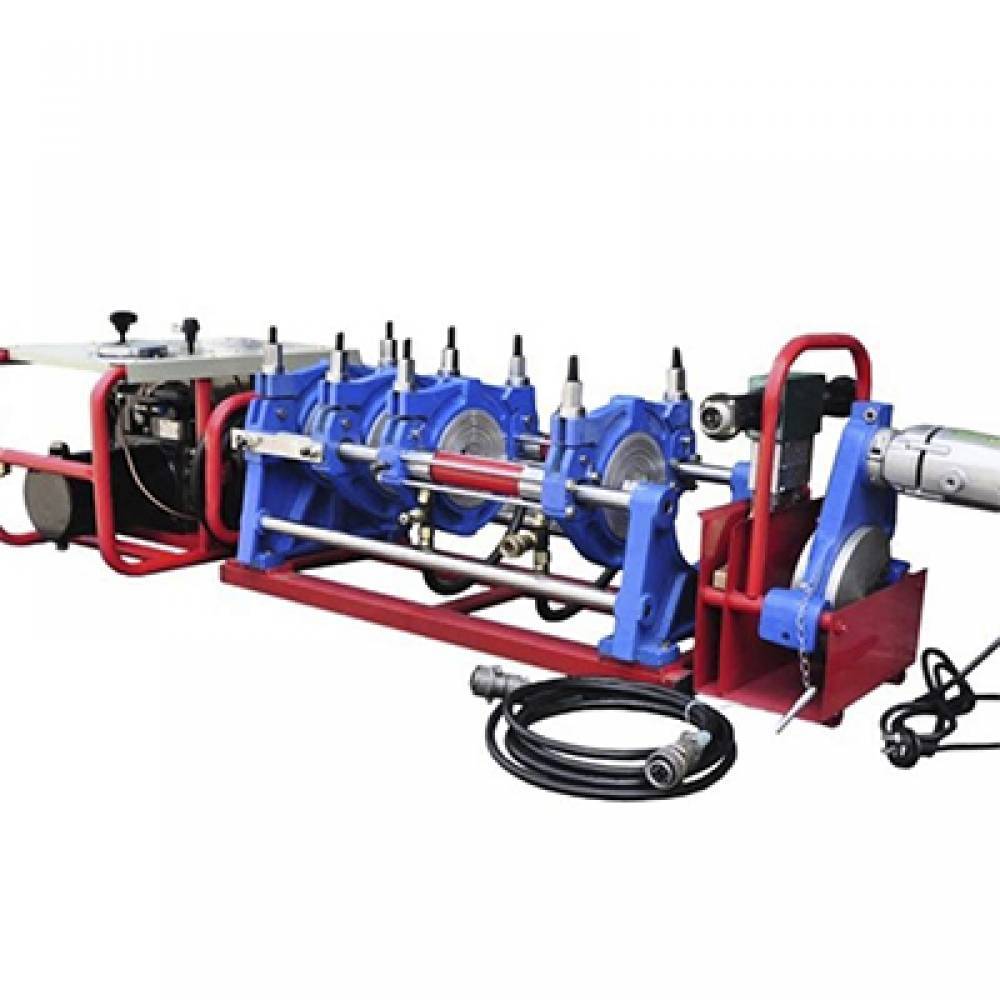
Механический сварочный аппарат для пайки полипропиленовых труб представляет собой опорную раму с приборным блоком и гидроагрегатом. Справа и слева располагаются захваты, состоящие каждый из двух полуколец. Между захватами устанавливают вкладыши для оптимального распределения давления и центровки, их внутренний диаметр соответствует диаметру свариваемых труб.

Механический сварочный агрегат применяют, чаще всего, для сварки пластиковых труб большого диаметра
Для выравнивания торцов труб служит электроторцеватель – вращающийся диск с двухсторонними ножами, который для безопасности снабжен блокирующим механизмом. Главный элемент – нагревательный, представляет собой металлический диск с антипригарным покрытием, внутри него располагаются ТЭНы. Как правило, он оснащен терморегуляторами и датчиками контроля температуры.
Ручной сварочный аппарат (утюг)
Понятно, что рядовому обывателю едва ли придется прокладывать протяженные магистрали, так что необходимость в громоздком агрегате вряд ли возникнет.
Самый распространенный, хорошо зарекомендовавший себя вариант для монтажа труб – утюг для сварки полипропиленовых труб. По принципу устройства и работы он очень напоминает этот привычный бытовой прибор, отличается, разве что, дизайном.
Состоит он из нагревательной плиты, терморегулятора и эргономичной ручки. В нагревательной плите есть два отверстия (иногда больше), в которые крепятся парные сварные (сварочные) элементы разного диаметра. Их основная особенность – тефлоновое покрытие, которое не позволяет пластику прилипать к нагретой поверхности.
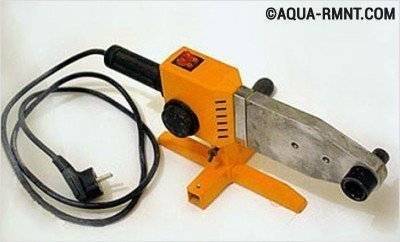
Ручной сварочный аппарат для полипропиленовых труб типа «утюг» наиболее удобен для небольших объемов работ

Сварочные насадки покрыты тефлоновым или другим противопригарным покрытием
Принцип работы и разновидности аппаратов
В основе рабочего процесса сварочного аппарата для полиэтиленовых труб лежит нагревание двух концов до большой температуры и соединение разогретых участков в единую конструкцию. Способы соединения бывают трёх видов:
- Стыковой – выполняется при нагревании двух концов пвх или полиэтиленовых труб и соединении их. Впоследствии получается ровная цельная конструкция. Такой способ самый экономичный, но и менее надёжный, так как тут не нужно использовать никаких дополнительных соединителей, которые увеличивают крепость и герметичность сварки.
- Муфтовый – соединение пластиковых труб производится при помощи соединительной муфты, в которую помещаются два конца. Один из наиболее популярных способов соединения. Его популярность обоснована быстротой монтажа и высоким качеством стыков.
- Раструбный – наиболее простой и очень качественный, так как и муфтовый. Больше применяется в пвх и пнд чем в пп трубах встречается реже.
Сварочный аппарат разогревает два элемента до температуры 260 градусов Цельсия, чем доводит их до частичного расплавления. При таких условиях участки пнд трубы соединяются и не уступают крепостью цельной.

Устройство сварочника для труб
Сварочные аппараты для пластиковых и полиэтиленовых труб разделяют на два вида:
- Механические аппараты – применяются для полиэтиленовых труб большого диаметра, соединяют их без ручной работы человека, достаточно только установить два элемента в держателях. Зачастую используются на больших производствах или при обустройстве очень крупных систем коммуникации.
- Ручные сварочные приспособления – имеют небольшие габариты, работать с ними может один человек, без дополнительной помощи. Такие сварки могут соединять пп и пнд трубы до 125 мм в диаметре. Применяются как любителями, так и профессионалами в строительных работах.
Оборудование для сварки труб
СТЫКОВАЯ СВАРКА
Стыковую сварку полимерной трубы можно осуществить несколькими способами.
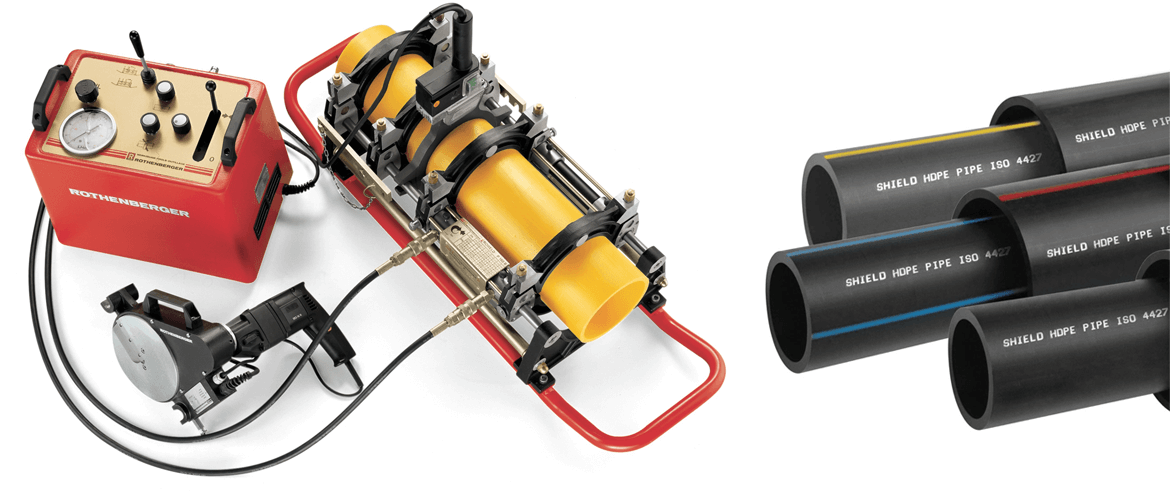
Наиболее экономичный способ – это сварка с применением ручных сварочных зеркал. Этот способ не обеспечивает точного совмещения свариваемых труб, и поэтому не рекомендован для монтажа напорных трубопроводов.
Сварочные установки с механическим приводом являются оптимальным решением при небольших и средних объемах работ. Как правило, они предназначены для труб диаметром до 160 мм.








Для сварки труб больших диаметров лучше всего подходят аппараты с гидравлическим приводом. Они обеспечивают наибольшую точность совмещения труб и стабильно высокое качество сварных швов.
Многие стыковые сварочные аппараты имеют дополнительные возможности. Функция протоколирования позволяет сохранять информацию обо всех произведенных работах Наличие протокола часто является обязательным согласно проектной документации. Различные программы автоматизации сварки позволяют быстро выбирать оптимальные параметры, наиболее соответствующие типу и размерам свариваемой трубы. Для обеспечения стабильно высокого качества сварки служит функция корректировки по метеоусловиям, которая автоматически уменьшает или увеличивает время нагрева в зависимости от окружающей температуры. Также все современные аппараты имеют электронную защиту от перегрева и скачков напряжения.
МУФТОВАЯ СВАРКА
Электромуфтовая сварка – это соединение труб при помощи электросварных фитингов. Фитинги имеют в своей конструкции нагревательный элемент в виде металлической спирали. При подаче тока спираль нагревается, расплавляя внутренний слой пластика.
Для электромуфтовой сварки трубу следует предварительно подготовить – обезжирить и снять оксидный слой с того участка, который окажется внутри муфты, затем установить и отцентрировать муфту. После этого к контактам муфты можно подключать кабели сварочного аппарата.
Сварочный аппарат для электромуфтовой сварки подает электрический ток с заданными характеристиками, соответствующими типу свариваемых элементов. Параметры трубы и фитингов могут быть введены вручную или при помощи сканера штрих-кодов.

Электромуфтовая сварка особенно эффективна в ограниченных пространствах, так как к месту соединения достаточно подвести два гибких кабеля. Сами сварочные аппараты также имеют небольшие габариты и вес.
Максимальный диаметр свариваемых труб зависит от того, какое напряжение и сила тока требуется. При помощи профессиональных электромуфтовых аппаратов можно сваривать трубы диаметром до 1200 мм и более. Электронные защитные системы таких аппаратов не допустят перегрузки и отключат аппарат в случае короткого замыкания.
Большинство аппаратов для муфтовой сварки имеют функцию протоколирования, также они могут оснащаться модулем GPS для определения координат каждого места сварки.
СВАРКА ВРАСТРУБ
Аппарат для сварки враструб представляет собой нагревательный элемент на подставке с двумя насадками нужных диаметров – гильзой для нагрева внешней поверхности трубы и дорном для нагрева внутренних стенок раструба. Соединение нагретых труб производится вручную.
Для сварки враструб обычно используются готовые фитинги, также в качестве соединительных муфт можно применять отрезки трубы большего диаметра, при условии, что она плотно прилегает к свариваемым трубам.
Преимуществами сварки враструб являются легкость и компактность оборудования и простота рабочего процесса.
Этот способ используется только для труб небольшого диаметра. Из-за недостаточной точности совмещения труб такой способ не рекомендован для трубопроводов с большим рабочим давлением.
Метод сварки встык
Данный метод позволяет соединять полиэтиленовые трубы сварным швом при помощи специального оборудования для сварки в стык. Сварной шов (или «стык») равен по прочности на разрыв самой полиэтиленовой трубе. Сваркой нагретым инструментом соединяют ПЭ трубы диаметрами от 50 мм до 1600 мм включительно. Стандартные технологические режимы сварки рассчитаны на работы при температуре воздуха от -10оС до +30оС. Если температура воздуха на улице выходит на рамки стандартных температурных интервалов, то сварку полиэтиленовых труб необходимо проводить в укрытие, для соблюдения технологических параметров. Сварку напорных ПНД труб встык разделяют на два основных этапа: подготовительные работы и непосредственно сама сварка. Подготовительный этап включает в себя:
- проверку работоспособности и подготовку к работе сварочного оборудования,
- подготовку места для размещения сварочного оборудования,
- выбор необходимых параметров для сварки,
- закрепление ПЭ труб и центровка в зажимах сварочного аппарата,
- механическую обработку торцов свариваемых поверхностей у труб или деталей.
При подготовке оборудования подбираются вкладыши и зажимы, соответствующие диаметру свариваемой трубы. Рабочие поверхности нагревателя и инструмента для обработки ПЭ труб должны быть очищены от грязи и пыли. Работоспособность оборудования проверяется при визуальном осмотре узлов и комплектующих сварочного аппарата, а также при контрольном включении. У сварочной машины проверяют плавность хода подвижного зажима центратора и работу торцевателя. Размещение сварочного оборудования производят на заранее подготовленной и расчищенной площадке или трассе трубопровода после складирования на ней ПЭ труб. Если необходимо, то место сварки защищают при помощи тентов, чтобы оградиться от атмосферных осадков, песка и пыли. В сырую погоду рекомендуется устанавливать сварочное оборудование на деревянные щиты. А свободный конец полиэтиленовой трубы рекомендуется закрывать инвентарными заглушками для предотвращения сквозняка внутри трубы во время сварки.
Сборку свариваемых напорных ПНД труб и деталей, включающую установку, центровку и закрепление свариваемых концов, производят в зажимах центратора сварочной машины. Зажимы сварочного аппарата для ПЭ труб стягивают так, чтобы предотвратить проскальзывание труб и устранить, в пределах возможного, овальность на торцах. При сварке ПЭ труб большого диаметра встык, так как они обладают достаточно большим собственным весом, под свободные концы подставляют опоры, чтобы выровнять трубу и не дать возможности смещения свариваемого конца трубы. Последовательность проведения процесса сварки:
- вначале замеряют усилие необходимое для перемещения подвижного зажима с закрепленной трубой,
- устанавливают между торцами труб нагреватель, разогретый до необходимой температуры,
- проводят процесс оплавления, прижимая торцы ПЭ труб к нагревателю, создавая необходимое давление,
- торцы сдавливают некоторое время (по технологии сварки для данной полиэтиленовой трубы) до появления первичного грата высотой от 0,5 до 2,0 мм,
- после появления первичного грата снижают давление и выдерживают его в течении времени, необходимого для прогрева торцов труб,
- после окончания процесса прогрева отводят подвижный зажим центратора на 5-6 см назад и удаляют нагреватель из зоны сварки,
- после удаления нагревателя сводят концы полиэтиленовых труб до соприкосновения, создавая давление необходимое для осадки,
- давление осадки выдерживают в течении времени, необходимого для остывания стыка, а после проводят визуальный контроль полученного сварного шва по размерам и конфигурации наружного грата,
- после маркируют полученный сварной шов.
Аппарат для стыковой сварки пластиковых труб
Одним из способов сварки полиэтиленовых труб является стыковая сварка.
Этот способ заключается в нагреве и постепенной расплавке соединяемых торцов с помощью нагревателя сварочного агрегата. Следующим этапом будет состыковка труб с оказанием давления.
Выполнение стыковой сварки труб требует определенной квалификации, знаний и умения для получения качественного результата этого вида сварки.
Однако, именно при проведении стыковой сварки нет необходимости в привлечении тяжелой техники, наибольшее количество сварщиков – 2 человека, маленький расход на энергозатраты. Таким образом, при стыковой сварке труб уменьшаются не только расходы на труд человека, но еще и сокращается время прокладки труб.
При приготовлении к проведению стыковой сварки необходимо подготовить полиэтиленовые трубы и фитинги с одинаковыми качествами, такими как, размеры, марка и т.д.
Кроме того, при подготовке к сварке трубы выравниваются, очищаются от грязи для достижения полного контакта элементов.
Далее, с использованием сварочного аппарата происходит расплавление торцов труб.
Следующим этапом при применении сварочного аппарата тепло должно растечься внутри каждой трубы для начала процессы плавки полиэтилена. Для сохранения физических и химических качеств выбирается специальный температурный режим и время плавки по таблице сварки.
Через некоторое время необходимо убрать очень аккуратно сварочный аппарат в целях недопущения повреждения труб и проседания частиц грязи.
После того, как будет убран сварочный аппарат трубы стыкуются между собой с дальнейшим формированием молекулярной связи
Обращаем внимание, что давление должно быть точно таким же, как и при плавке полиэтилена
И завершающим этапом при стыковой сварке труб служит охлаждение сварного шва. Полиэтилен на стыке усаживается и получает максимально допустимую прочность. В итоге получается качественный и ровный шов.








При допущении монтажных ошибок шов будет лишен этих качеств.
Еще одним из видов полиэтиленовых труб являются пластиковые трубы из полиэтилена низкого давления (трубы ПНД).
Данный вид труб в настоящее время заменяет металлические трубы в таких видах строительных работ, как канализация, водоснабжение, проведение электро- и газоснабжения и т.д.
Трубы ПНД обладают долговечностью, теплоизоляцией и легкостью материала, что позволяет экономить на транспортных расходах.
Также в случае прокладки труб ПНД в целях организации водопровода в жилых помещениях в зимнее время года эти трубы не треснут, как металлические.
Существует несколько вариантов соединения труб ПНД. Однако наиболее доступным и качественным является сварка.
Оборудование для стыковой сварки полиэтиленовых труб
Стыковая сварка осуществляется с помощью профессионального сварочного агрегата для сварки ПНД труб. Все виды сварочной техники для ПНД труб объединяет небольшая масса и низкое энергопотребление. Данное оборудование дает возможность осуществлять сварку даже с минимальными образцами в автоматическом порядке.
Таким образом, строительный рынок рекомендует профессиональное оборудование для сварки полиэтиленовых труб, имеющее механический, гидравлический приводы и работающие с помощью программного управления.
Где купить аппарат для стыковой сварки полиэтиленовых труб
PLAST.RU – онлайн-гипермаркет пластиков и отделочных материалов с доставкой по всей России
Мы являемся официальным дилером и у нас можно купить стыковая сварка труб, а также заказать полимерные изделия, отделочные материалы и напольные покрытия по выгодным ценам. Располагаем широчайшим в интернете ассортиментом товара и обеспечиваем низкие цены. Предлагаем большой склад для самовывоза и осуществляем доставку по Москве и Московской области собственным курьерским автопарком, а в представленные ниже города доставляем транспортными компаниями:
- Архангельск
- Астрахань
- Балашиха
- Барнаул
- Белгород
- Брянск
- Великий-Новгород
- Владимир
- Волгоград
- Вологда
- Воронеж
- Дзержинск
- Екатеринбург
- Иваново
- Иркутск
- Ижевск
- Йошкар-Ола
- Казань
- Калининград
- Калуга
- Кемерово
- Киров
- Кострома
- Краснодар
- Красноярск
- Курган
- Курск
- Липецк
- Магнитогорск
- Махачкала
- Москва
- Мурманск
- Набержные Челны
- Нальчик
- Нижневартовск
- Нижнекамск
- Нижний Новгород
- Новокузнецк
- Новоросийск
- Новосибирск
- Омск
- Орёл
- Оренбург
- Пенза
- Пермь
- Петрозоводск
- Псков
- Ростов-на-Дону
- Рыбинск
- Рязань
- Самара
- Санкт-Петербург
- Саранск
- Саратов
- Севастополь
- Симферополь
- Смоленск
- Сочи
- Ставрополь
- Сургут
- Сыктывкар
- Тамбов
- Тверь
- Тольятти
- Томск
- Тула
- Тюмень
- Улан-Удэ
- Ульяновск
- Уфа
- Хабаровск
- Чебоксары
- Челябинск
- Череповец
- Чита
- Шахты
- Якутск
- Ярославль
Соединение труб при помощи контактной (стыковой) сварки
Данный метод можно считать одним из самых часто используемых для соединения полиэтиленовых труб низкого давления. Технология подразумевает закрепление в специальных зажимах изделий, подлежащих свариванию. Устанавливаются такие фиксаторы на общих направляющих. После этого осуществляется процесс торцевания с использованием определенных пил.
Далее, после того, как торцы будут обработаны, их нагревают при помощи электронагревателя. Длится такой процесс до тех пор, пока полиэтилен не приобретет достаточной вязкости, чтобы его можно было без проблем сжимать при помощи гидравлического приспособления. Соединение между собой расплавленной массы обеспечивает качественную и герметичную стыковку труб ПНД на молекулярном уровне.
Благодаря контактной сварке удается сберечь высокую гибкость труб без ущерба для прочностных характеристик. А категория применяемого оборудования определяет качество будущего соединения. Максимально качественное готовое соединение обеспечит сварочный аппарат, у которого будет больше всего возможностей, то есть он сможет лучше контролировать прогрев и правление полиэтилена.
Для правильного соединения труб ПНД следует воспользоваться такой инструкцией:
- Проверьте, чтобы все трубы были правильной формы. Для наилучшего прилегания стыков после среза, зачистите их и подравняйте.
- Правильно разместите в сварочном аппарате трубы, чтобы стыки стали четко друг напротив друга, то есть осуществите центровку деталей на одной оси.
- Подведите нагреватель, чтобы он разместился между кромок, после чего включите аппарат, нажав на соответствующую кнопку. Через некоторое время окончания труб начнут понемногу оплавляться.
- Уберите нагревательный элемент, после чего состыкуйте торцы с небольшим усилием. Удерживайте их в таком положении, пока материал окончательно не затвердеет. Этот процесс будет сопровождаться выдавливанием небольшого количества расплавленного полиэтилена в месте стыковки труб. В результате мы получим сварной шов.
Аппараты для такого метода стыковки существуют гидравлического и механического типа. Первый вариант относится к профессиональному оборудованию, что потребует от оператора некоторых навыков по работе с ним.
Более того, для оперирования таким аппаратом нужна определенная квалификация, так как все работы должны проводиться быстро, при максимальной аккуратности, четко следуя всем технологическим правилам.





