

Особенности отделки
Поскольку ванная имеет специфический микроклимат с повышенной влажностью, отделочные материалы нужно выбирать особенно тщательно. Лучший вариант — старая добрая керамическая плитка, стоит только подобрать красивый дизайн.
Также можно оформить декоративные вставки из мозаики или искусственного камня. Более экономичными способами станут покраска водоотталкивающими составами и ПВХ-панели.
Попробуй скорректировать пространство своей маленькой ванной комнаты с помощью геометрических линий. Горизонтальные полосы на стенах способны их визуально расширять, а вертикальные – поднимать потолок. Плитка, уложенная на полу по диагонали, так же зрительно увеличит пространство и придаст интерьеру некую динамичность.
Оформи одну из стен помещения более темным цветом, например — в области душевой, ванны или раковины. Такой прием тоже визуально придаст объем малогабаритной комнате.
Необходимое оборудование для соедимнения
Выполнение каждого из методов соединения требует наличия определенного инструмента:
- Паяльника;
- Фасонные детали с электроспиралями.
Выбирая паяльник для сварки следует помнить, что они подразделяются в зависимости от формы рабочего органа на:
Приборы первого типа обычно используются для сварки труб встык в труднодоступных местах. Независимо от того какой из паяльников будет выбран необходимо учитывать и его мощность. Этот параметр подбирается следующим образом. Диаметр трубы в мм умножают на 10. Если предполагается соединение элементов диаметром в 50 мм, то следует приобретать паяльник мощностью в 500 Вт.
Современное оборудование для сварки ПНД труб сложно представить без электронной начинки. Имеется она и в паяльниках. Большинство моделей оснащены электронной регулировкой, позволяющей точно устанавливать температуру нагрева.
Для сварки ПНД труб также потребуются насадки к паяльнику. Они выпускаются с двумя видами покрытия:
Причем последнее отличается наиболее высокими прочностными характеристиками. Выбирая инструмент для выполнения сварки ПНД труб своими руками нужно помнить, что качественный шов можно получить только при использовании качественного оборудования.
Разъемное соединение и фитинги для него
Монтаж труб с использованием муфт не всегда отличается высокой надежностью, но все же используется довольно часто.
Такой способ имеет свои преимущества:
- Во-первых, для его выполнения не требуются специальные инструменты, может потребоваться только гаечный ключ и то при работе с тубами большого диаметра.
- Во-вторых, разъемное соединение может быть выполнено в местах, где сварка невозможна, например, под водой.
- В-третьих, этот способ рассчитан на быструю сборку трубопровода.
Для такого соединения могут использоваться латунные или фитинги ПНД сварные компрессионного типа в комплекте с заглушками и гибкими уплотнителями. Процесс подготовки аналогичен выполняемому при сварке.
Следующий шаг – то подготовка фитинга. Для этого отворачивается накидная гайка на несколько оборотов и в уплотнитель с усилием вставляется труба. Далее надевается цанга с эластичным кольцом и затягивается гайка.
Существует два способа выполнения разъемного соединения:
- Раструбное, с использованием резиновых уплотнителей;
- Фланцевое при помощи монтажных элементов.
Специалисты рекомендуют использовать второй способ, как более надежный и практически не уступающий сварке.
Монтаж труб с соединительными муфтами
Этот метод весьма надежный, а кроме того, он выполняется просто и не требует больших финансовых затрат. Сварные муфты ПНД выполняются из полиэтилена, поэтому имеют невысокую стоимость, но в то же время устойчивы к механическим воздействиям и перепадам температур.
Различные схемы соединения и виды фитингов
Еще одним плюсом использования таких соединительных элементов является их универсальность. Они могут применяться для сборки различных трубопроводов. Кроме того, для монтажа ПНД и металлических труб выпускаются специальные переходные муфты.
Каких ошибок следует избегать
Чтобы выполнить монтаж ПНД труб самостоятельно нужно иметь элементарные познания в сантехнике. Это поможет избежать ошибок при сборке. Одним из самых важных моментов является линейное расширение трубопровода. Без его выполнения в трубах возникает высокое напряжение, приводящее к уменьшению длительности эксплуатации системы.
Таблица технологической паузы
Если предполагается скрытая прокладка, то прежде, чем приступать к цементированию, необходимо увернуть трубы в изоляционный материл. Точно также поступают и при прокладке водопроводной системы, что позволяет избежать образования конденсата на поверхности. Выполняя сварку ПНД труб, нужно соблюдать определенные правила. Одним из них является умеренное затягивание переходников, чтобы избежать нарушения целостности системы.
Учитывая все перечисленные выше нюансы можно выполнить монтаж ПНД труб своими руками, не прибегая к услугам специалистов.
Качественное соединение гарантирует герметичность и долговечность трубопровода
Здравствуйте. Сегодня расскажу о том, как выполняется сварка труб ПНД при построении бытовых и промышленных трубопроводов. Тема представляет немалый интерес, так как трубы из полиэтилена низкого давления становятся все более востребованными по причине доступной стоимости, высокой прочности и продолжительного эксплуатационного ресурса.
Монтаж своими руками
Монтаж следует начинать с составления схемы, где учесть расположение участка по отношению к водозабору, определить число и место нахождения точек раздачи воды. По имеющемуся эскизу считают количество расходного и арматурного материала.
Число точек потребления воды зависит от расположения на участке бани, душевой, грядок, бассейна. Рациональное решение — устроить от 5 до 10 выводов трубы, а уже к ним подсоединить резиновые шланги, чтобы был удобный доступ воды к каждой зоне.
Монтаж летнего разборного водопровода на даче
Для монтажа водопровода на дачном участке потребуется стандартный набор инструментов и материала:
- Трубы ПНД в количестве, зависящем от схемы разводки. Для основного водопровода берут трубы большего диаметра, а для разводки на точки подачи — меньшего.
- Различные фитинговые соединения.
- Режущий инструмент: конусовидный торцовый нож, ножовка для металла.
- Соединительные элементы, чтобы стыковать ПНД трубы с кранами, установками для полива, душем.
- Лотки водопроводные пластиковые, решетки накрывающие.
Работы выполняют по такой технологии:
- Подсоединяют дачный водопровод к источнику. Будь это общая труба или колонка, используют для этого специальный переходник. Соединение делают под уклоном.
- Выполняют разводку по территории участка, путем прокладки труб диаметром 20 или 25 мм к точкам забора воды.
- Соединяют отрезки труб при помощи цанговых фитингов, предварительно проверив правильность сборки. Фитинг перед этим разбирают, вынимают прокладку, зажим. Снова плотно вставляют прокладку на место, а за ней помещают зажим со специальными фиксирующими выступами. Навинчивают зажимную гайку, но только слегка.
- Подготавливают к установке торцы полиэтиленовых труб. Сначала обрезают торец ножом, затем вставляют его в фитинг и закручивают зажимную гайку.
- Подсоединяют трубы к кранам, системе полива и т.д.
Внимание: все соединению труб выполняются вручную, если использовать зажимной инструмент, можно перетянуть гайку и деформировать детали фитинга или конец трубы. Если сезонный водопровод проложить по поверхности, то он станет помехой и для техники, и для людей
Лучше сделать траншею с применением специальных лотков из пластика, а затем накрыть ее решетками, входящими в комплект
Если сезонный водопровод проложить по поверхности, то он станет помехой и для техники, и для людей. Лучше сделать траншею с применением специальных лотков из пластика, а затем накрыть ее решетками, входящими в комплект.










Вполне возможно трубы ПНД заменить на резиновый шланг, армированный волокнами из капрона. Этот материал также прочный и достаточно долговечный.
Монтаж водопровода в дачном доме
Монтаж водопровода в доме выполняется по несколько другой технологии:
Отмеряют нужный отрезок трубы, отмечают ее край маркером.
На месте отметки по окружности наклеивают малярный скотч таким образом, чтобы точно совместились его края.
Обрезают трубу максимально ровно перпендикулярно оси трубы, ориентируясь на край скотча. Снимают вспомогательный материал.
На обрезанном торце делают ровный скос шириной 2-3 мм при помощи фаскореза или обычного напильника, просто сточив им край под 20 градусов.
Накручивают накидную гайку с зажимным и стопорным кольцами, надевают на край фаски уплотнительное кольцо. Освобождают край трубы, немного сдвинув в сторону ранее установленные детали, смазывают его сантехнической смазкой.
Вставляют свободный край в фитинг до упора. Притягивают ближе гайку накидную с кольцом и наворачивают ее на резьбовую часть фитинга. То же самое проделывают и с противоположной стороны фитинга
Важно, чтобы труба уперлась не в прокладку, а в бурт, тогда соединение получится герметичным.
Испытывают трубопровод, запустив в систему воду. Если есть протечки, подтягивают соединения.
Если все соединения выполнены правильно, то никаких неожиданностей в виде подтеков не
будет. Если трубы ПНД стыкуются с металлом, то лучше перестраховаться, подмотав фумленту.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
– Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
– ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
Паяльные аппараты
Инструкция по пайке полиэтиленовых труб подразумевает использование специального сварочного устройства. По своей конструкции паяльный аппарат напоминает электрический утюг. В основе устройства — массивный стальной нагревательный элемент, где на поверхности находятся металлические съемные насадки различных диаметров.
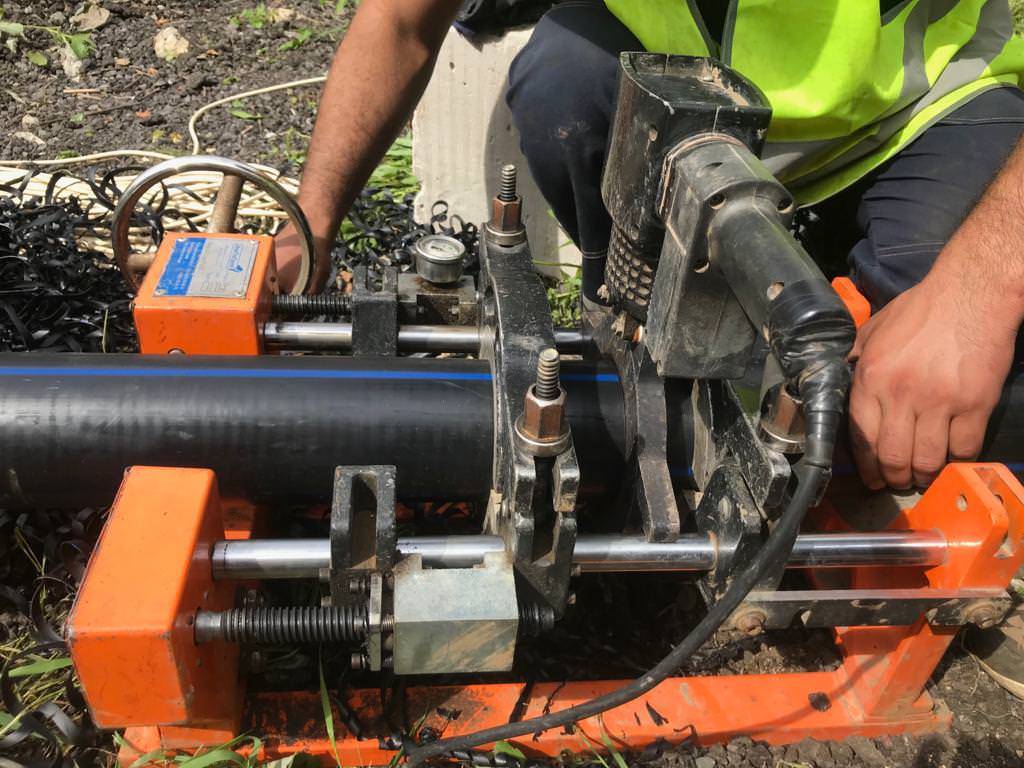
Выполнение стыковочной сварки отличается особой сложностью. Как правило, в составе специального сварочного оборудования находится не только нагревательная часть, но и система центрирования свариваемых элементов. Чаще всего оборудование для прямой сварки, как и непосредственно техника спайки, нечасто используется в домашних условиях. Приоритетом применения в этом случае является промышленная сфера.
Помимо паяльника, для работы также будут необходимы:
- рулетка;
- труборез;
- шейвер (для армированных труб);
- угольник;
- состав для обезжиривания;
- маркер.
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!








ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Фланцевые соединения и переход на металл
В водопроводе могут быть установлены элементы системы, имеющие не резьбовое, а фланцевое соединение. Обычно это краны или другая запорная или регулирующая арматура. Для соединения с такими элементами есть специальные фитинг для ПНД. С одной стороны находится стандартны компрессионный вариант, с другой — фланцевый. Установка стандартная — при помощи обжимной гайки с одной стороны, прокладок и болтов- со стороны фланца.

Фитинг для фланцевого соединения ПНД
При устройстве водопровода из полиэтиленовых труб также могут возникнуть вопросы насчет соединения полиэтилена и металла. Для этих случаев используются фитинги, с одной стороны которых имеется резьба. Она может быть наружной или внутренней — зависит от типа устанавливаемого устройства или перехода. Такие фитинги есть прямые, есть в виде угла на 90°.

Фитинги для перехода с ПНД на металл
Установка стандартная — резьба (с подмоткой аккуратно) с одной стороны и обжимная гайка с другой.
Способы и технологии изгиба труб ПНД
Полиэтилен низкого давления при нормальной температуре – достаточно пластичный материал. Для транспортировки трубы сматывают в бухты различных диаметров, поэтому перед использованием их приходится сначала распрямлять. Полиэтилен становится пластичным при повышении температуры до 80-135°С, поэтому нуждается в разогреве.
Существует немало способов, с помощью которых можно выровнять или согнуть полиэтиленовую трубу:
- с применением формовочной машины;
- с помощью строительного фена;
- с использованием газовой горелки;
- с помощью горячей воды.
У каждого из этих методов свои достоинства и недостатки, и мы опишем их все ниже.
С применением формовочной машины
Это чисто промышленное оборудование. Обычно его применяют для гибки большого количества заготовок не очень больших размеров – например, отводов. Трубу режут на заготовки, размещают в оправе из ДВП, ДСП и других подручных материалов с гладкой поверхностью, вставляют в силиконовую оболочку, разогревают до температуры 80-90°С, затем сгибают и дают остыть.
Реально использовать такую машину для разгибания загнутой трубы невозможно, приобретать ее для дома также не имеет смысла.
С помощью строительного электрофена
Для того, чтобы выправить волнистую трубу, следует разложить ее на ровной поверхности, разогреть феном и растянуть. Затем дать остыть в растянутом ровном состоянии. Эту работу лучше выполнять вдвоем.
Для сгибания трубы лучше изготовить оправку из брусков и плиты ДСП, ДВП. Трубу прогревают феном по возможности равномерно, вращая, со всех сторон, на протяжении всего сгибаемого участка. Затем аккуратно сгибают, следя за тем, чтобы не порвать; укладывают в оправку, дают остыть.
Недогрев заготовки приведет к ее повреждению при деформации.
Использование газовой горелки
Это самый рискованный способ нагрева. Заготовку очень легко расплавить прожечь, даже зажечь. Кроме того, при сильном одностороннем нагреве может вспениться и закоптиться поверхность трубки. При нагреве таким способом легче всего получить ожоги.
Без определенного опыта не стоит применять газовую горелку. В любом случае следует попрактиковаться на обрезках.
Технология гибки и разгибания аналогична технологии при нагреве феном.
Метод обработки горячей жидкостью
Этот метод иногда используют на производстве. Бухты погружают в ванны с горячей водой, прогревают, достают, раскатывают на ровной поверхности и растягивают. Дают остыть.
В домашних условиях таким способом пользуются для гибки трубопроводов диаметром менее 50 мм не слишком большой длины. В трубу при помощи лейки (желательно стальной) вливают несколько литров горячей воды – 80-90°С.
Длинный трубопровод в домашних условиях разогнуть таким способом проблематично – взять одномоментно большое количество чуть остывшего кипятка попросту негде.
Другие способы
Чтобы распрямить длинный участок трубы, летом стоит воспользоваться народным методом: размотать ее из бухты, разложить и слегка растянуть (без фанатизма) ее на солнцепеке, прогреть 5-10 и более часов – полиэтилен станет более пластичным. Затем растянуть (или с помощью помощника, или закрепить концы с помощью струбцин или каким-нибудь другим способом, дать полежать еще несколько часов. В негорячем полиэтилене процесс снятия внутренних напряжений происходит медленно, и эта работа может занять весь день.
Для нагрева бухты можно воспользоваться парилкой в бане.
Существует еще способ гибки небольших заготовок при помощи горячих соли или песка. На протвине в духовке разогревают сыпучие материалы, через стальную лейку (раструб) засыпают в трубу, ждут, пока заготовка размягчится, и гнут при помощи оправки аналогично предыдущим способам.









Какой способ лучше
Самый легкий способ – нагрев бухты на солнце и растягивание ее. Но это применимо не всегда. Для небольших заготовок неплох способ с нагревом водой – можно достаточно точно определить температуру (кастрюля с кипятком с открытой крышкой через пять минут будет иметь температуру примерно 85°С. Можно и термометром замерить). Вполне приемлем способ нагрева песком или солью – если замерить температуру и заранее попрактиковаться.
Если в хозяйстве имеется строительный фен – то для выпрямления длинных участков полиэтиленовых труб придется воспользоваться именно им.
Применение горячих ванн и формовочной машины дома невозможно. Использовать газовую горелку небезопасно и сложно – велика вероятность повредить трубу.
Оптимальный и универсальный способ гибки или выпрямления трубы из полиэтилена низкого давления – при помощи строительного фена. Именно его мы и рассмотрим.
Соединение при помощи фитингов
Простой и доступный способ монтажа труб. При проведении работ используются обжимные фитинги с заданными характеристиками. Производители предлагают множество монтажных компонентов. Мастер может собрать типовые узлы, а также реализовать нестандартные решения для подключения дополнительного оборудования.

Соединение труб посредством фитингов происходит следующим образом:
- отрезание трубы заданного размера, очистка ее торца;
- разборка фитинга, удаление синей гайки;
- надевание деталей соединителя на трубу, начиная с гайки;
- проталкивание конца трубы в центр фитинга;
- фиксирование гайки после контакта трубы и упора.
Для закрепления ответного элемента операция повторяется в той же последовательности.
По окончании работ обязательна проверка качества соединений. Недопустимо наличие перекосов, больших зазоров и прочих дефектов, способствующих разгерметизации контура.
Виды разъемных фитингов для ПНД-трубопроводов
При проведении монтажных операций используется широкий спектр элементов:
- муфты, соединяющие ровные участки магистрали;
- отводы, создающие угловые соединения;
- тройники и крестовины, формирующие дополнительные ответвления.
Производители предлагают различные переходники. Одни позволяют соединять пластиковые и металлические компоненты, другие — упрощают работу с полиэтиленовыми трубами разных диаметров.
Типы соединения полиэтилена
Самый несложный и малозатратный способ для соединения полимерных материалов — это так называемая контактная сварка полиэтилена. Таким образом формируются надежные соединения, которые сохраняются при последующей эксплуатации.
Чтобы выполнить , соединенные края полимеров нагревают «горячим воздухом» или «горячим клином» до плавления. Сжатие и образование шва осуществляют роликовые элементы, специально предназначенные для зажима. Шов, получаемый в итоге, будет одинарным или двойным, он обладает хорошей прочностью.
Метод под названием «горячий воздух» представляет собой нагретый поток воздуха, при помощи которого полимер размягчатся и плавится. Для этой же цели применяется нагревающая деталь из металла — «горячий клин». Контакт элементов и полимера осуществляется и с наружной стороны, и с внутренней, при этом происходит образование хороших прочных швов.
Помимо контактного способа соединения, может применяться еще сварка экструзионная. При выборе такого способа расплавленный полимер подается под давлением, поверхности, соединенные друг с другом, меняют состояние с плотного на тягучее, а сдавливание помогает скрепить их между собой.





