

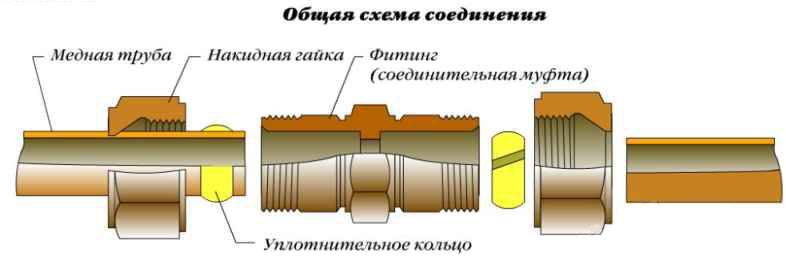
Соединение медных труб с цанговыми и пресс-фитингами
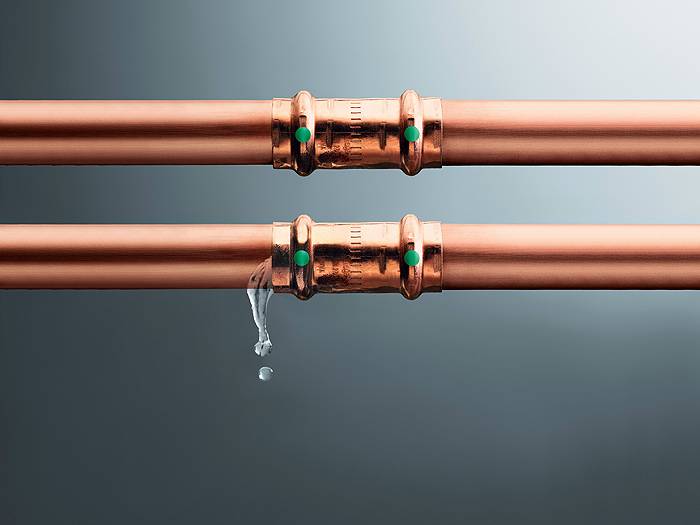
Рис. 41. Соединение медных труб пресс-фитингом
Еще один вид неразъемного соединения медных труб делается на обжимных пресс-муфтах (рис. 41), по аналогии с пресс-фитингами полимерных труб и фитингами для пайки медных труб с заложенным в них припоем. Это как бы гибрид двух конструкций: пресс-фитинга и фитинга для капиллярной пайки. Внешне пресс-фитинг для медных труб очень сильно напоминает фитинг для капиллярной пайки (рис. 39), а технологическая разница заложена во внутреннем содержании фитинга. Припой, заложенный в капиллярный поясок фитинга, здесь заменили на уплотнительные кольца из эластичных полимеров, похожих на резину. Технология соединения медных труб на пресс-фитингах сводится к простым операциям: отрезать и очистить трубы от грата, откалибровать их, вставить в пресс-фитинг и сжать соединение пресс-клещами (рис. 42).
Рис. 42. Закрепление фитинга пресс-клещами
Помимо неразъемных существуют и разъемные соединения медных труб на обжимных (цанговых) фитингах. Есть два основных типа цанговых соединений: первый для соединений твердых и полутвердых и второй для соединения мягких и полутвердых труб.
Если повнимательней взглянуть на первый тип фитингов, то увидим, что они почти полностью повторяют обжимные фитинги для металлопластиковых труб, с единственной разницей, что в фитингах для меди нет штока, на который насаживается металлопластиковая труба. В остальном первый тип фитингов для медных труб, практически полностью повторяет конструкцию фитингов для металлопластика: такие же накидные гайки, такое же уплотнительное О-образное кольцо, тот же метод затяжки (рис. 43).
Рис. 43. Соединение медных труб компрессионными фитингами первого типа
Подготовительные операции состоят в подборе фитинга походящей размерности. Далее, как обычно, следует аккуратно отрезать трубу, удалить грат, с помощью оправки-калибра проверить срез на предмет отсутствия овальности и, при необходимости, восстановить исходную геометрию трубы. Затем труба вводится в фитинг до упора. Как правило, зажимная гайка сначала заворачивается рукой. После того, как труба зажата компрессионным кольцом до такой степени, что рукой невозможно повернуть ее относительно фитинга, гайка доворачивается ключом на 1/3 или 2/3 оборота с тем, чтобы слегка деформировать трубу и обеспечить требуемое усилие зажима. Теоретически такое соединение труб можно разбирать и собирать вновь, практически — его лучше не трогать. Если соединение не течет, то и оставьте его в покое, если оно подтекает, то нужно слегка довернуть гайки.
Обжимные фитинги первого типа придуманы для твердых медных труб (рис. 43), однако ими можно соединять и мягкие трубы, и твердые с отожженными концами. Для того, чтобы при затяжке гаек трубы не деформировались, внутрь их помещают обрезок трубы — опорную втулку. После добавления этого элемента фитинг практически полностью повторяет конструкцию обжимного фитинга для металлопластиковых труб.
Компрессионные соединения второго типа основаны на раструбном сплочении труб через уплотнительные конусы. В этих фитингах затягиванием гайки конус прижимается к внутренней поверхности развальцованного края трубы, а верх трубы зажимается уплотнительным кольцом. В конструкции узла использованы свойства мягкой меди: под давлением «притираться» к той поверхности, к которой ее прижимают. Соединение не ново, с ним знакомы достаточное количество мужчин, разбирающихся в тормозной системе своего автомобиля или с системой питания дизельных двигателей. В трубной разводке сантехнических систем соединение слегка видоизменено, но сам принцип сплачивания остается прежним, на его основе вам могут встретиться и другие виды фитингов.
Рис. 44. Соединение мягких медных труб компрессионными фитингами второго типа
Технология сборки узла (рис. 44) такая же простая, как и все описанные выше сборки. После резки труб, устранения заусенцев (грата) и неровностей на трубу надевается зажимная гайка и оправкой развальцовывается конец трубы. Далее в раскрытую часть вставляется прижимной конус, после чего монтажный узел собирается. Предварительная затяжка, как и в случае со всеми компрессионными фитингами, производится рукой, а затем дотягивается ключом, как правило, на один оборот.
Для медных труб больших диаметров применяется фланцевое соединение. В принципиальную конструкцию заложены сварка фланца с раструбом трубы или высокотемпературная пайка, значительно реже, компрессионное соединение.
Нюансы работы с медными трубами
Для выполнения монтажа внутренних трубопроводов в доме можно выбрать трубу из пластика, металлопластика либо нержавеющей стали. Но только аналог из меди способен прослужить без проблем и капремонта больше полувека.
Правильно смонтированные медные трубопроводные системы на практике исправно работают на протяжении всего срока эксплуатации, что отведен коттеджу или многоквартирному дому.
Трубам из меди не страшны длительные тепловые нагрузки, хлор и ультрафиолет. При промерзании они не трескаются, а при изменении температуры внутренней среды (воды, стоков, газа) не меняют своей геометрии.
В отличие от пластиковых аналогов, медные трубопроводы не провисают. Это пластик подвержен расширению при высоких температурах, с медью подобного не происходит по определению.
У трубных медных изделий есть два недостатка – высокая цена и мягкость металла. Однако дороговизна материала окупается долгим сроком эксплуатации.
А чтобы стенки труб не оказались повреждены изнутри эрозией, в системе обязательно должны устанавливаться фильтры. Если в воде не будет загрязнений в виде твердых частиц, то и проблем с разрушением трубопроводов не возникнет.
Требования к обработке и сварке труб
При работе с медными трубами необходимо соблюдать следующие правила:
- Монтируя пайкой водопровод ХВС или ГВС, следует исключить использование свинцового припоя – свинец слишком токсичен.
- Скорость потока воды должна быть не выше 2 м/с, иначе мельчайшие частицы песка или иного твердого вещества постепенно начнут разрушать стенки трубы.
- При использовании флюсов после завершения монтажа трубопроводная система в обязательном порядке подлежит промывке – флюс является агрессивным веществом и будет способствовать коррозии трубных стенок из меди.
- При пайке нельзя допускать перегрева места соединения – это может привести не только к формированию негерметичного стыка, но и потере прочности медного изделия.
- Переходы труб с меди на другие металлы (сталь и алюминий) рекомендуется выполнять посредством латунных либо бронзовых фитингов-переходников – в противном случае стальные и алюминиевые трубы быстро начнут коррозировать.
- Грат (наплывы металла) и заусенцы в местах резки подлежат обязательному удалению – их наличие приводит к образованию в водяном потоке турбулентных завихрений, что способствует эрозии и уменьшению эксплуатационного срока трубопровода из меди.
- При подготовке медных труб к соединению категорически запрещается применять абразивы – их оставшиеся после монтажа внутри частицы приведут к повреждению металла и образованию свища.
Если в системе водопровода либо отопления в доме помимо медных есть также трубы или элементы из иных металлов, то водяной поток должен идти от них к меди, а не наоборот. Ток воды от меди к стали, цинку либо алюминию приведет быстрой электрохимической коррозии участков трубопровода из последних.
Благодаря пластичности и прочности металла медные трубы без проблем подвергаются резке и сгибанию. Поворот трубопровода можно выполнить как путем использования трубогиба, так и с помощью фитингов. А для устройства разветвлений и соединений с различными приборами существует множество деталей из термостойких пластмасс, латуни, нержавейки и бронзы.
О взаимодействии меди с другими металлами
В большинстве частных домов бытовые водопроводы собраны из стальных и алюминиевых труб. В отопительных системах также присутствуют радиаторы из стали или алюминия. Неправильная врезка в подобную разводку труб из меди чревата немалыми проблемами.
Самый оптимальный вариант монтажа – это применение труб и приборов исключительно из меди и ее сплавов. Сейчас без проблем можно найти биметаллические алюминиево-медные радиаторы, а также соответствующие фитинги и запорную арматуру. Совмещать разные металлы стоит только в крайних случаях.
Если совмещение неизбежно, то медь должна быть замыкающей в цепочке элементов трубопровода. Избавить ее от способности проводить электроток невозможно.
А при наличии даже слабого тока этот металл создает со сталью, алюминием и цинком гальванические пары, что неизбежно ведет к преждевременной их коррозии. При монтаже водопровода между ними обязательно нужно вставлять переходники из бронзы.
Еще она потенциальная проблема – кислород в воде. Чем больше его содержание, тем быстрее коррозируют трубы. Это касается трубопроводов как из одного металла, так и сделанных из разных.
Нередко владельцы коттеджей допускают серьезную ошибку, часто меняя теплоноситель в отопительной системе. Это только приводит к добавлению совершенно ненужных порций кислорода. Лучше всего воду не менять полностью, а доливать ее, когда возникает необходимость.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.
Как соединить медные трубы со стальными?
Традиционно изделия из меди монтируются со стальными деталями посредством обжимных (компрессионных) фитингов. Технология работы:
Фитинг разбирается, затем в него вставляется труба, на которую предварительно надето обжимное кольцо и зажимная гайка.
Ручным способом гайка затягивается до самого упора
Важно следить за тем, чтобы не было никаких перекосов. Исходя из диаметров медной трубы или инструкции, указанной в паспортных документах или специальных таблицах, гайка затягивается на некоторое число оборотов посредством ключа
Обычно число оборотов составляет от ½ до ¼. Важно соблюдать рекомендованное число оборотов. В ином случае труба может деформироваться.







Соединить изделия из меди со стальными деталями довольно просто. Если вам что-то осталось непонятным, настоятельно рекомендуем просмотреть обучающее видео, где детально рассказывается, как смонтировать детали из меди со стальными трубами.
Сборка медного трубопровода методом пайки
Наибольшей герметичности можно достичь, если соединять трубы методом пайки. При выполнении работы необходимо четко соблюдать рекомендуемые правила безопасности.
Инструменты
Для сборки трубопровода методом пайки потребуется следующий набор материалов и инструментов:
- медные трубы, количество и диаметр которых определяется по схеме;
- труборез (в отсутствии устройства можно воспользоваться обычной ножовкой по металлу);
- трубогиб;
- металлическая щетка для подготовки трубы для пайки;
- наждачная бумага (используется в дополнение к щетке);
- труборасширитель – специальное устройство для увеличения диаметра одной из соединяемых труб;
- газовая горелка;
- фаскосниматель (устройство для удаления заусенцев после обрезки труб);
- флюс-состав, который позволяет произвести дополнительную чистку труб и способствует более равномерному распределению припоя;

Разновидности флюса для пайки
припой – металлический сплав, которым заполняется пространство между трубами в процессе пайки.

Разновидности припоя для разных видов пайки
Флюс и припой подбираются в зависимости от вида пайки (низкотемпературной или высокотемпературной), причем флюс и припой должны максимально соответствовать друг другу.
Процесс пайки
Как соединять медные трубы методом пайки? Для получения прочного соединения рекомендуется придерживаться следующей схемы:
- нарезаются трубы. Длина каждого участка трубопровода должна соответствовать схеме, в которой указана медная разводка труб по жилому помещению;

Резка труб труборезом
- с концов труб снимается фаска. Затем участки для пайки зачищаются до достижения максимально ровной поверхности и очищаются от окислов и иных загрязнений при помощи металлической щетки;

Подготовка поверхности трубы к пайке
- для достижения максимальной герметичности паевого соединения конец одной трубы необходимо расширить на 2 мм – 3 мм;

Увеличение диаметра трубы
- место будущей пайки обрабатывается флюсом. Поскольку химический состав может негативно повлиять на кожу рук, то работа производится в защитных перчатках. Флюс в виде пасты удобнее всего наносить при помощи небольшой кисточки;

Нанесение флюса на участок трубы
- разогревается до нужной рабочей температуры горелка;
- флюс немного расплавляется;
- соединяются трубы;
- излишнее количество флюса удаляется при помощи сухой мягкой тряпки;
- производится пайка. На разогретый участок плавно наносится припой, который при нагреве расплавляется и заполняет все свободное пространство;

Заполнение припоем в процессе пайки
- на 3 – 5 минут (до полного остывания) соединение оставляется в неподвижном состоянии;
- следующий участок трубопровода присоединяется аналогичным образом.
Пайка труб производится при высокой температуре. Кроме этого нередко в ходе выполнения работы выделяются вредные вещества. Поэтому сборку трубопровода методом пайки необходимо производить в хорошо проветриваемом помещении и вдали от легковоспламеняющихся веществ или предметов.
Возможные способы монтажа медных труб подробно рассмотрены на видео.
После предварительной сборки производится прокладка медных труб согласно ранее разработанной схеме. Для крепления трубопровода можно использовать хомут, кронштейн или иные приспособления. Кроме этого прокладывать трубы можно в стенах.
Сферы применения медных труб
Монтаж медных труб в отопительных системах возможен благодаря их высокой стойкости в условиях работы с высокотемпературными жидкостями. Особенно это свойство актуально при однотрубной схеме отопления, в которой для обеспечения температуры теплоносителя в последнем радиаторе около 70ºС необходимо, чтобы в первом она была равна примерно 120ºС

Соединение труб обжимными фитингами не дает абсолютную гарантию надежности и требует постоянного контроля в процессе эксплуатации.
Максимальная температура, которую выдерживают полимеры, используемые в системах отопления, не превышает 95ºС, а по медным трубам могут транспортироваться среды температурой до 300ºС. Важным свойством трубопровода из этого металла является его способность выдерживать давление 200-400 атм, при этом паяное соединение медных труб, выполненное своими руками, остается герметичным.
В то же время металлопластиковые изделия могут выдерживать, в среднем, давление в 6 атм при возможном рабочем давлении в системе 6 — 8 атм. Трубы отопления из мягкой меди легко переносят 3-4 цикла замораживания-размораживания.
Благодаря своим антибактериальным свойствам медь способна противостоять инфильтрации загрязнений в городских водоснабжающих сетях. Сантехническая медь обладает стойкостью к воздействию хлора. Более того, хлор, являясь сильным окислителем, способствует образованию на меди защитной оксидной пленки, которая продлевает срок службы трубопровода. Однако следует помнить, что скрытая прокладка медных труб своими руками может осуществляться только при наличии на трубах полимерной оболочки, которая предохраняет медь от блуждающих токов.
Медные трубы универсальны: помимо систем водоснабжения и отопления, их применяют для передачи газов, хладагентов в холодильных системах, используют в системах кондиционирования.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.









Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Главные виды соединений фитингов для медных труб
Трубопроводы из меди владеют преимуществом перед аналогами из стали и полипропилена. Отсутствие коррозийных действий, широкие температурные границы эксплуатации и выдерживание, благодаря пластичности меди, резких перепадов давлений уверили потребителей в корректности их выбора. Для сотворения разветвлений в трубопроводах нужны соединительные элементы с таковыми же чертами внедрения.

Для монтажа медных труб употребляются последующие виды фитингов:
- Обжимные. По другому их именуют «компрессионные».
- Фитинги под капиллярную пайку.
- Пресс – фитинги.
Выбор соединительного элемента определяется видом транспортируемого вещества по трубопроводам и техническими параметрами эксплуатации медных магистралей.
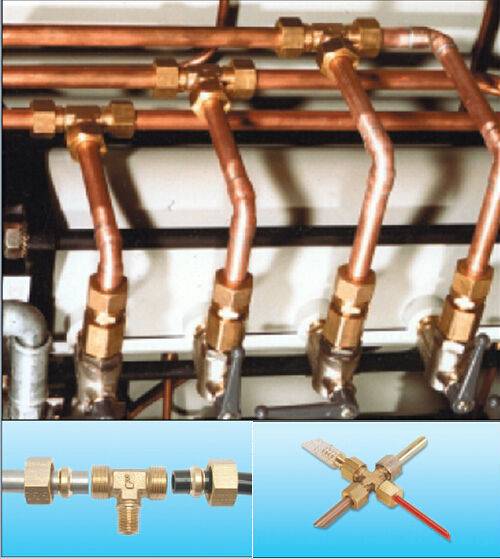
Фитинги для медных труб обжимные
Данный тип соединения – механический. Вспомогательное оборудование либо температурная пайка не применяется. Это дает возможность произвести резвый установка лишь при помощи разводных ключей.
Компрессионными фитингами соединяются медные трубы при невозможности внедрения пайки либо пресс – инструментов в виду малого рабочего места либо при наличии ограничения по нормам противопожарной сохранности.
Для соединения медных труб употребляются обжимные соединительные элементы лишь из цветных металлов. На практике почаще выбирают латунные изделия.
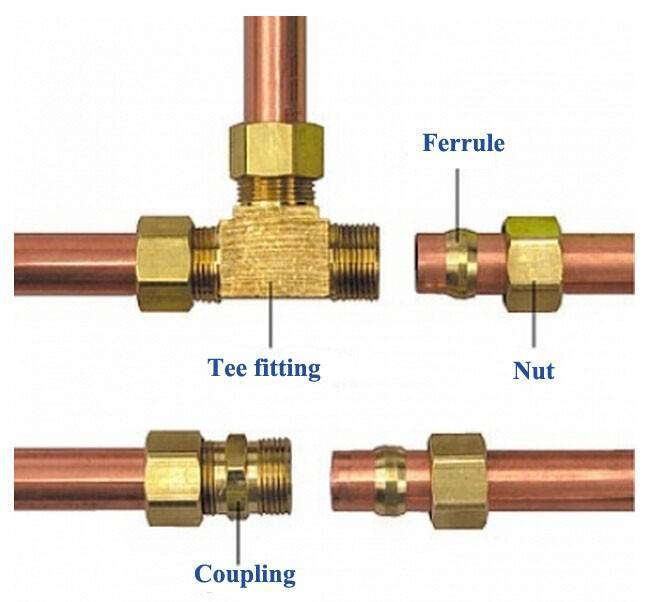
Конструктивно соединение обжимного фитинга с трубой включает:
- Корпус с нанесенной на краях внешной метрической резьбой.
- Гайка с внутренней метрической резьбой.
- Полимерное уплотнительное кольцо.
Край трубы вставляется до упора в соединительный элемент и делается затяжка гайки разводным ключом. По мере навинчивания гайки, плотность прилегания кольца к трубе возрастает и создается крепкое соединение.

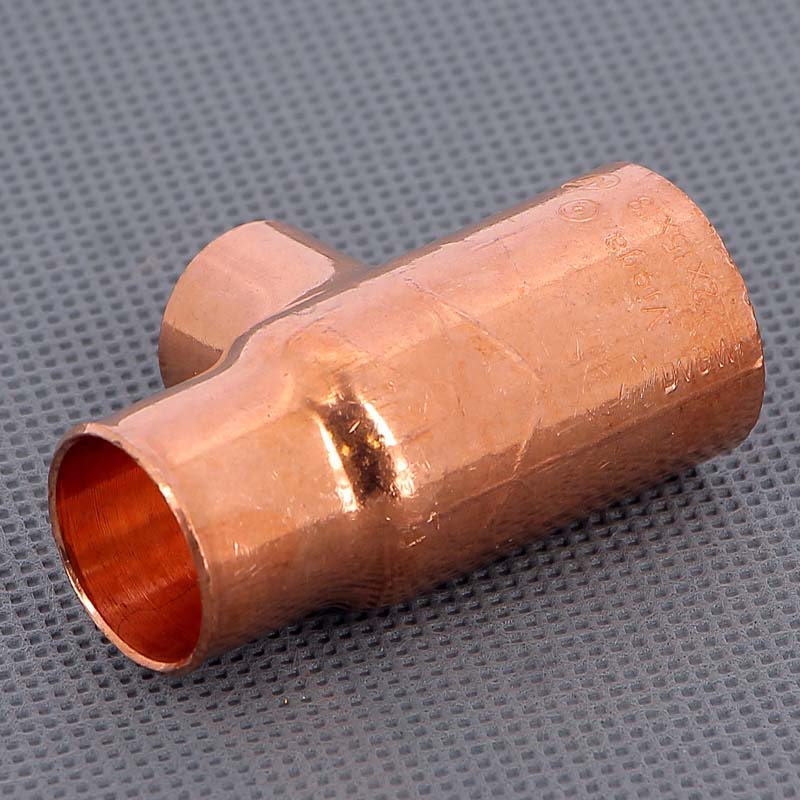
Фитинги для пайки медных труб
Способ капиллярной пайки труб и медных соединительных частей считается самым надежным, потому что в соединении отсутствует полимерный уплотнитель. Свинец либо олово в качестве припоя накрепко соединяют медные поверхности фитинга и трубы.
Пайка предпочтительна при транспортировке по трубам из меди брутальных и небезопасных для человека газообразных либо водянистых веществ. Схожий вид соединения может выдерживать значимые перепады внутреннего давления в трубопроводах.
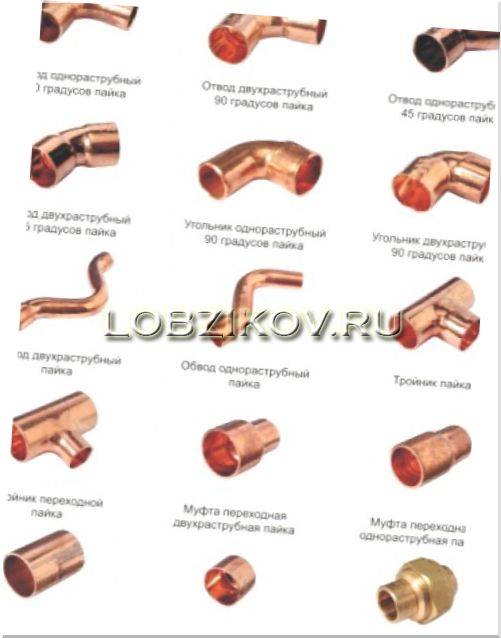
Отводы, переходники, петли и углы для пайки медных труб могут быть как однораструбными, так и двухраструбными.
Для воплощения капиллярной пайки нужны последующие оборудование и материалы:
- Газовая горелка.
- Маленькая наждачная бумага.
- Флюс.
- Припой.
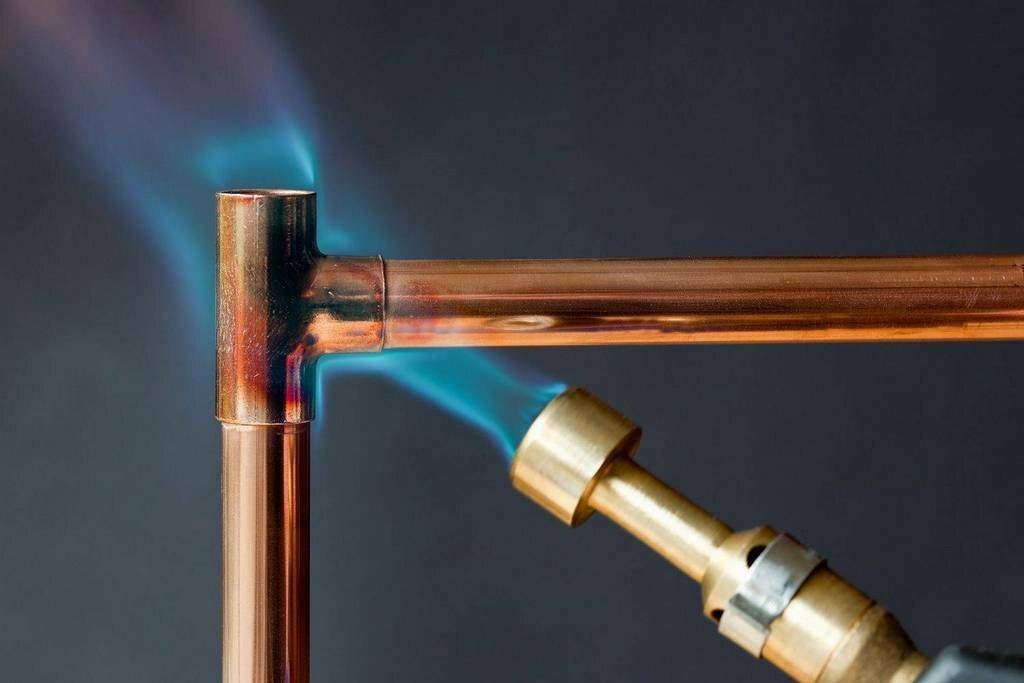
Последовательность соединения при помощи высокотемпературной пайки:
- Поверхности меди, которые подлежат соединению, зачищаются шкуркой
- Очищенные участки меди обрабатываются флюсом.
- Конец трубки вставляется в фитинг.
- Весь выдавленный из соединения флюс удаляется.
- Пространство контакта греется газовой горелкой.
- К зазору меж фитингом и медной трубой подносится припой.
- Припой заполняет все внутреннее место меж поверхностями соединительного элемента и трубки.
Данный вид соединения выбирается при монтаже систем кондиционирования. Штат «Потока холода» включает профессионалов, которые могут мастерски выполнить соединение медных изделий с внедрением капиллярной пайки.
Пресс-фитинги под медную трубу
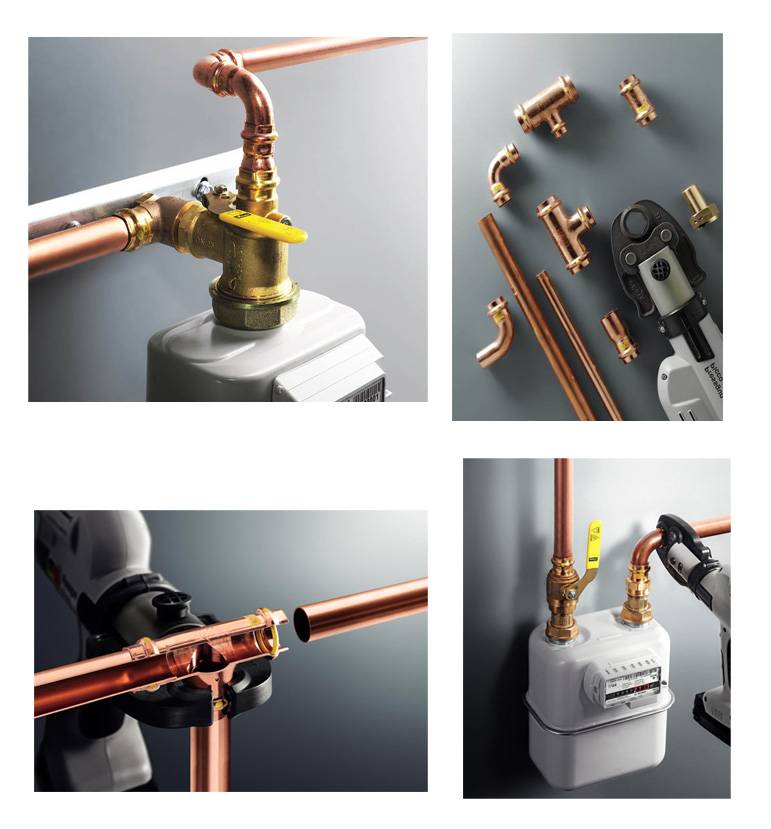
Этот вид соединения употребляет такое свойство меди как пластичность. Для фиксации трубы в пресс – фитинге требуется лишь особое электронное оборудование.
В систему соединительного элемента включены уплотнительные кольца из полимера. Следует держать в голове, что для сотворения трубопроводов для транспортировки газа цвет полимерного материла пресс – фитинга будет желтоватый, а для воды – темный.
Опосля установки края медной трубки в фитинг, делается прессование этого соединения пресс – инвентарем. По окончании процесса на поверхности соединительной части остаются 6 либо восемь граней.
Способ сварки труб из меди

Сначала, при помощи прибора для нарезки металла, отсеките части патрубка той протяженности, которая нужна. После нарезки, кромки байпаса могут иметь зазубрины, их надо убрать при помощи прибора, который снимает пастообразные минералы с металла.
Дальше, необходимо зачистить трубу внутри, применяя щеточку определенной длины. Надо обезжирить покрытие, применяя любой растворитель. Дальше, надо сделать патрубок шире прибором, чтобы присоединить пары труб воедино.
Сначала удостоверьтесь, что патрубки присоединены воедино достаточно плотно. Должен быть маленький зазор. Покрываем металл пастообразным минералом (только в области стыка патрубков).
Соединение труб при помощи пайки
Рассмотрим соединение медных трубок фитингами с последующей пайкой, которая бывает низко- и высокотемпературной. При первом методе пайка осуществляется при температуре 300 ºC. Второй метод используется при обустройстве систем с высокими нагрузками в промышленных целях.
В качестве соединителей для медных труб выступают муфты, дополнительно нужен оловянно-свинцовый припой и флюс.
Технология пайки труб будет следующей:
- В первую очередь отрезают трубу определенных размеров. Процесс этот должен производиться аккуратно, с учетом размеров имеющихся фитингов.
- Концы труб должны быть осмотрены – не должно быть каких-либо дефектов, таких как сколы, трещины или заусенцы. Если их не устранить, то будут проблемы с герметичностью соединения после выполнения всех работ.
- После того, как убедились, что торцы очищены, можно начинать соединение. В связи с тем, что соединяться будет несколько труб, и они могут быть с различными сечениями, то и фитинги должны быть подобраны соответствующим образом.
- Далее окончание трубы и внутренние стенки муфт следует обработать флюсом, который обезжирит поверхности для получения максимально качественного соединения.
- Теперь конец трубы продевают в соединитель медных трубок и нагревают. Его нужно подобрать так, чтобы сечение было больше сечения трубы на 1-1,5 см. Прогревают трубы газовой горелкой. Зазор между трубой и соединительной муфтой заполняют расплавленным припоем. В настоящее время на рынке можно найти любой тип припоя под свои нужды, так что с выбором не должно возникнуть каких-либо проблем.
- После равномерного распределения припоя по окружности, стыкуемые детали нужно оставить, пока он полностью не затвердеет.
На финишном этапе нужно проверить соединители для медных труб и всю систему, запустив в нее воду. В этот момент проверится не только система, но и выполнится очистка ее от остатков флюса, который со временем может становиться причиной коррозии металла.
Как соединить медные трубы
Несмотря на развитие технологий и популярность применения полимеров, при изготовлении трубопроводов для систем водоснабжения и отопления с успехом применяется металл. Для этих целей обычно используется сталь, латунь и медь. Последняя обладает отличными показателями стойкости к образованию коррозии, механической прочности и устойчивостью к воздействию высоких температур и давления. Поэтому, невзирая на некоторую дороговизну этого материала, его использование вполне оправдано.
Перед тем как соединить медные трубы, необходимо определиться, делать это с помощью пайки или без нее.
Техника безопасности при пайке труб из меди
Никогда не нужно игнорировать технику безопасности, когда человек интересуется, как паяют профессионалы медные изделия. Прежде всего, необходимо запомнить, что любая конструкция из меди очень сильно нагревается, когда на нее воздействует пламя горелки. Поэтому брать незащищенными руками деталь ни в коем случае нельзя. Для перемещения коротких элементов можно использовать клещи. Рекомендуется надеть рукавицы.
Необходимо не допускать попадания на кожу флюса. Если все же возникла такая ситуация, тогда агрессивный состав смывается мыльной водой.
Работы нужно выполнять в плотной одежде. Рекомендуется надеть вещи из хлопка. Одежду из синтетических тканей во время пайки использовать нельзя, потому что волокна искусственного происхождения легко плавятся.
Процесс соединения деталей нужно выполнять при хорошей вентиляции, так как во время пайки нередко флюс загорается. Поэтому в воздухе появляются опасные пары.
После завершения монтажных работ система обязательно промывается водой. Она должна быть горячей и чистой. Это позволяет избавиться от излишков расходников внутри трубопровода.






Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Достоинства и недостатки медных труб для отопления
Для изготовления медных труб используется только высококачественная медь. В некоторых случаях применяются сплавы данного материала с цинком. Чаще всего сверху изделия покрываются полиэтиленовым слоем или декорируются при помощи ПВХ. Это существенным образом улучшает их внешний вид, снижая потери тепловой энергии.

Основные преимущества медных труб:
- длительный срок эксплуатации;
- небольшая масса;
- выдерживание как низких, так и высоких температур;
- отсутствие необходимости осуществлять дополнительную внешнюю отделку;
- возможность использования после цикла заморозки и разморозки;
- гладкая внутренняя поверхность, не позволяющая накапливаться известковым отложениям;
- небольшой коэффициент температурного расширения;
- высокий уровень устойчивости к окислению и т. д.
Как и любые другие трубопроводы, медные изделия имеют ряд недостатков, на которые стоит обратить внимание перед покупкой:
- полная несовместимость с другими материалами;
- высокая стоимость;
- мягкость и пластичность, неблагоприятно сказывающиеся на системах, где есть твердые частицы в теплоносителе;
- необходимость изоляции от блуждающих токов;
- сложность монтажа;
- необходимость бережной эксплуатации.
Некоторые из перечисленных достоинств и недостатков можно воспринимать двояко.
Это касается пластичности и высокой теплопроводности. Мягкость, к примеру, позволяет легко сгибать трубы, но при этом их нужно фиксировать через очень малые расстояния.
Что касается высокой теплопроводности, то она является положительным фактором лишь при открытой схеме размещения, в таком случае прогревание происходит весьма эффективно.
Типы медных трубок
В настоящее время существует несколько разнообразных типов медных труб. Каждый из них имеет особенности эксплуатации и использования. Классифицируют изделия по 5 признакам:
- По составу материала. Иногда применяется чистая медь, но в большинстве случаев из нее делают сплавы, добавляя цинк или олово. На сегодняшний момент состав медных труб регламентируется в соответствии с ГОСТом 859 и ГОСТом 15527.
- По способу изготовления. Медные трубы бывают тянутыми холоднотканными или же тянутыми из сварной заготовки. В первом случае изделия помечаются индексом «Д», а во втором — индексом «С».
- По наличию шва. Те варианты, которые его не имеют, называются цельнотянутыми. Если швы присутствуют, то трубы изготовлены из сварной заготовки.
- По толщине стенок. Медные трубы могут быть как тонкостенными, так и толстостенными. В первом случае толщина стенок в пределах от 0,2 до 0,7 миллиметров, а во втором — от 0,8 до 1 мм. Тонкостенные трубы чаще всего не используются для систем отопления в отличие от толстостенных. При этом в жилых зданиях преимущественно применяются те изделия, в которых толщина стенок доходит даже до 1,5 миллиметров.
- По наличию или отсутствию защиты. Трубы могут быть без защиты или же с изоляцией. Во втором случае используются пластиковые материалы, такие как ПВХ и полиэтилен. Их роль заключается в предотвращении механических повреждений.
Популярные производители

Основные страны, в которых производятся медные трубы — Германия, США, Россия, Китай и Украина. Наиболее популярные бренды:
- KME;
- Majdanpek;
- Frigotec;
- Mueller;
- Hailiang;
- Wieland;
- «АРЛАН-МЕТ»;
- «Артемовский завод по обработке металлов»;
- «ТРАСТ-Контракт».
Стоимость медных труб зависит от нескольких факторов, среди которых наиболее важными считаются диаметр, место производства, тип изготовления, состав. Изделия с диаметром 6 мм можно приобрести за 117—142 рубля за 1 метр. Если величина просвета достигает 22 миллиметров, цена повышается до 409—484 рублей за 1 метр.





