Методы разрушающего контроля
Среди множества методов испытаний на прочность, наиболее достоверными считаются методы разрушащего контроля. Большинство испытаний методами разрушающего контроля проводится до того момента, когда испытательный образец становится непригодным для дальнейшей эксплуатации. Такой подход позволяет с большой точностью определить предельные нагрузки, допустимые при эксплуатации испытуемой продукцией.
Методы разрушающего контроля бывают следующих видов:
Механические испытания — превалирующий вид испытаний разрушающим контролем. Применяется для испытаний прочности как отдельных деталей, так и конструкций из различных материалов. Различается несколько видов механических испытаний: статический метод и динамический метод.
Стендовые испытания — применяются в основном в машиностроении для испытания двигателей и электрических узлов на специально оборудованных стендах. Основная отрасль — авиация, автомобилестроение, тяжелое машиностроение.
Климатические испытания — применяются с целью подтверждения жизнеспособности изделия для эксплуатации в условиях, отличных от нормальных и приближенных к экстремальным. Под экстремальными условиями подразумевается воздействие внешних факторов: климат и сопутствующие ему особенности; индивидуальные параметры места эксплуатации испытуемой продукции. Проведение климатических испытаний проводится в специальной камере, воссоздающей все необходимые условия.
Термические испытания — проверка свойств материала при пониженных и повышенных температурах. В зависимости от материала образца используют различные методы изменения его температуры: пропускание тока, электронный, кондукторный, индукционный, радиационный, конвективный.
Радиационные испытания — испытания на радиационное воздействие. Испытаниям подлежат материалы и изделия, эксплуатируемые на Атомных Электростанциях. Результатами данных испытаний характеризуется стойкость образца к источникам ионизирующего излучения.
Электромагнитные испытания — испытания на электромагнитную совместимость. Испытания характеризуют взаимодействие различных электроприборов при одновременном их использовании. Так же определяется помехоустойчивость оборудования при воздействии на него электромагнитного поля. Испытания применяются для подтверждения соответствия Техническому регламенту Таможенного Союза 020/2011 «Электромагнитная совместимость технических средств».
Электрические испытания — испытания электроприборов и их составляющих, в частности кабелей и изолированных жил. В рамках данного метода проводятся мероприятия: определение объемного электрического сопротивления; испытания жилы на пробой электричеством; сопротивление низкому напряжению. Все методы проверяются как на полностью собранных блоках, так и на отдельных образцах продукции. Область применения испытаний используется для потверждения прдукции соответствия Техническому регламенту Таможенного Союза 004/2011 «О безопасности низковольтного оборудования».
Химичские испытания — применяются для широчайшего спектра продукции, начиная от строительных материалов, таких как металл, бетон, и заканчивая продукцией, в состав которой входят органические вещества. Поскольку перечень продукции и количество подвидов химических испытаний очень разнообразно, об этом можно прочитать в отдельной статье.
Испытания на устойчивость — в рамках данного метода проводятся испытания на ударную устойчивость различных технических изделий, в частности машин и приборов. При проверке испытуемый объект многократно подвергают большому внешнему воздействию короткосрочного характера. Результатом испытаний является предельная нагрузка, при которой происходит деформация испытываемого образца.
Специальные испытания
Контроль режима сварки включает в себя:
- контроль технологических образцов;
- контроль основных параметров приборами.
Контроль технологических образцов при точечной (рельефной) и шовной сварке состоит из следующих этапов: внешнего осмотра, разрушения образцов, металлографических исследований, рентгеновского просвечивания, механических испытаний и контроля швов на герметичность. Контроль внешним осмотром осуществляется невооруженным глазом, через лупу и с помощью мерительных инструментов. Внешним осмотром выявляются наружные дефекты сварных соединений, глубина вмятины от электродов и шаг точек шва.
Размеры отпечатков от электродов (роликов) не являются критерием оценки качества сварного соединения и правильности установленного режима. Однако изменение размеров отпечатков при неизменной настройке машины свидетельствует о нарушении условий сварки и возможном изменении качества соединений. Отпечатки точек должны иметь круглую форму (в отдельных случаях допускается некоторая овальность), отпечатки шва – равномерную чешуйчатость.
Глубина вмятины от электродов измеряется индикатором часового типа с ценой деления 0,01 мм. Допустимые ее размеры определяются толщиной деталей и материалом.
На поверхности точек и швов не должно быть выплесков металла. Поверхности точек и швов черных металлов обычно имеют цвет побежалости, что не является дефектом. Потемнение поверхности точек и швов легких сплавов говорит о необходимости зачистки электродов (роликов) или ухудшении качества подготовки поверхности.
Для определения качества сварки образцы и пробы подвергаются разрушению в тисках или других приспособлениях. Если соединение состоит более чем из двух деталей, то разрушение производится для каждой пары соединяемых листов. Разрушение сварных соединений должно происходить по основному металлу в зоне термического влияния или литому металлу (при скручивании точек). При скручивании сварных точек по излому определяются диаметр литого ядра, а также наличие внутренних дефектов: выплесков, трещин, раковин и пр.
Металлографические исследования макроструктуры сварных соединений производятся для определения размеров литой зоны, глубины вмятин от электродов, а также для выявления дефектов в литой зоне и в зоне термического влияния. Исследование макроструктуры выполняется на шлифах, которые изготовляются резкой образцов перпендикулярно поверхности по центру сварной точки или вдоль и поперек шва.
Диаметр ядра точек или ширина литой зоны шва определяется на макрошлифах по линии соединения. Для герметичных швов определяется величина перекрытия литых зон.
Рентгеновское просвечивание образцов применяется для выявления внутренних дефектов сварных соединений: пор, раковин, трещин, выплесков, для определения диаметра ядра или ширины литой зоны шва.
Прочность соединений определяется по результатам механических испытаний образцов на срез (разрыв) и реже на отрыв (точечные соединения) и ударную вязкость (соединения стыковой сварки). Образцы испытываются на специальных машинах в лаборатории механических испытаний. Механические испытания образцов обычно производятся при отработке нового режима сварки и проверке стабильности работы сварочных машин.
Параметры режима сварки контролируются с помощью специальных приборов
Контроль ведется периодически, основное внимание следует уделять измерениям сварочного тока, особенно при сварке легких сплавов
Для каких объектов применимо
Метод УЗК используют на производствах нефти и газа, в отраслях крупной промышленности, в атомной энергетике и т.д. В металлургии, например, ультразвуковую дефектоскопию применяют при обработке литья и поковок. В авиастроении – для диагностики полимеров и композитов на наличие трещин, непроклеев и т.д.

В металлургии контролю подвергают листовую сталь, которую широко используют при строительстве автодорожных и железнодорожных мостов, в гражданском и промышленном строительстве зданий и сооружений, требующих повышенной прочности и надежности.
В литейном производстве метод позволяет видеть в структуре черных и цветных металлов пустоты, пористость, включения и трещины. Также возможно измерить толщину изделия, например пустотелых отливок сложной формы, без нарушения его целостности в производстве автомобильных двигателей.
В строительстве для оценки состояния бетонных конструкций важно проверить фактическую прочность на соответствие проектным требованиям. Ведется проверка факторов, влияющих на эксплуатационные свойства бетона и арматуры. Метод УЗ дает возможность работы не только в лабораторных условиях, но и на строительной площадке
Метод УЗ дает возможность работы не только в лабораторных условиях, но и на строительной площадке.
Это объясняется использованием нержавеющих, аустенитных крупнозернистых сталей в конструкциях атомных реакторов и резервуаров.
Для труб
Дефектоскопия применяется на магистральных и технологических трубопроводах. Благодаря этой процедуре небольшие дефекты и трещины на трубах, появляющиеся со временем естественным путем, не перерастают в проблемы, угрожающие безопасности и требующие вывода магистральных систем из рабочего состояния.






Применение УЗ-дефектоскопии позволяет обнаружить такие повреждения труб:
- низкий уровень герметичности (или ее отсутствие);
- потерю контроля состояния напряженности;
- деформацию и разгерметизацию сварных стыков.
Для свайных конструкций и рельсов
Диагностика сварных соединений незаменима для выявления трещин в подошве или головке рельс, для обнаружения дефектов стыка. Метод может применяться стационарно (на рельсосварочном предприятии) либо в полевых условиях. Для УЗК свай и сварочных швов используют дефектоскопы со специальными характеристиками – высокой устойчивостью к влажности, рабочей температурой до +35ºС (без образования влаги). При этом измерительные приборы нуждаются в постоянной защите от воздействий пыли.

Диагностика свай – необходимый этап в строительстве, на котором проверяют и фиксируют прочность бетонного основания и плотность заливки буронабивных свай. Во время проверки приемник с излучателем устанавливают на нижней точке сваи, фиксируют полученные сигналы, потом датчик перемещают на следующую точку.
Для прочих деталей
Дефектоскопии подвергают материал во время технических освидетельствований и обследований, металл проверяют на входе и выходе. Метод применяют для проверки промышленной безопасности сосудов под давлением, корпусов насосов, арматуры, теплообменников, печей и т.д.
Виды и методы
Действующие стандарты лаконично определяют НК, как контроль, который не разрушает. В соответствии с ГОСТ 56542-2015 и в зависимости от лежащих в его основе физических процессов, он подразделяется на несколько видов:
- Магнитный, применяющийся в дефектоскопии ферромагнитных материалов для фиксации магнитных полей и свойств контролируемого объекта
- Визуально-измерительный (оптический) – наиболее востребован для контроля и обнаружения мельчайших повреждений в прозрачных изделиях и материалах
- Электрический – фиксирует электрополя и характеристики, образующиеся в контролируемом объекте под влиянием внешнего воздействия
- Вихретоковый (электромагнитный) – применяется в дефектоскопии электропроводящих материалов, посредством исследования неоднородностей поверхностного вихревого поля объекта
- Тепловой – подразумевает мониторинг тепловых полей, контрастов и потоков любых материалов для выявления неисправностей и дефектов
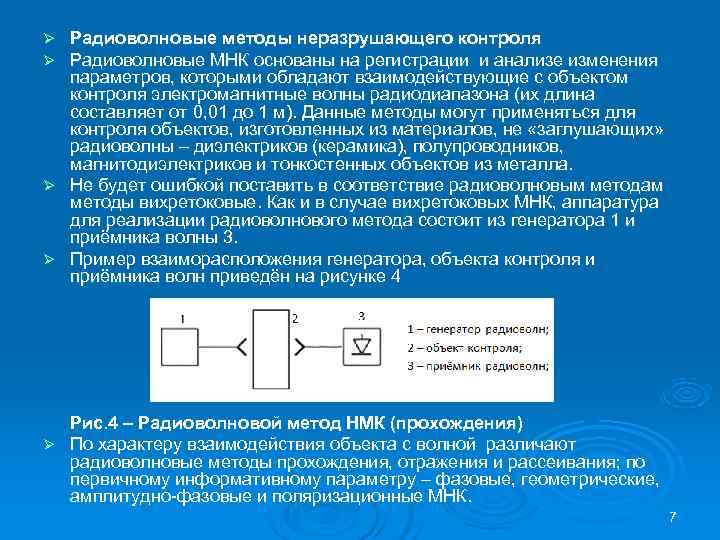
- Радиоволновой – применяется в контроле диэлектриков (керамика, стекловолокно), полупроводниковых и тонкостенных материалов
- Ультразвуковой (акустический) – применим ко всем материалам, беспрепятственно проводящим звуковые волны в целях решения проблем контроля и диагностики
- Радиационный (радиографический) – построен на взаимодействии ионизирующего излучения с контролируемым объектом из любых материалов и любых габаритов
- Капиллярный (проникающими веществами) – применяется для обнаружения течей и микроповреждений посредством наполнения индикаторным веществом внутренних полостей, контролируемого объекта
- Вибрационный — необходим для поиска дефектов в машинах и механизмах. Диагностирует неисправности путем оценки колебаний в основных узлах
Каждый вид НК реализуется с помощью методов неразрушающего контроля (МНК), которые классифицируются:
- По способу взаимодействия различных веществ и полей с объектом контроля (магнитный, капиллярный)
- По показателям первичной информации (намагниченность, газовый)
- По форме получения первичной информации (индукционный, люминесцентный)
Принцип дефектоскопии
Диагностика сварных соединений включает разные методы исследований, основанных на физических свойствах металлов, структурных превращениях на границе фазового перехода. На исследуемые участки воздействуют радиоволнами, ультразвуком, магнитным электростатическим полем, красителями. Разнородные структуры по-разному воспринимают воздействие. Принципы выявления дефектов подбирают под металл. К примеру, немагнитящиеся легированные стали, цветные металлы нельзя проверить в магнитном поле. Эхолокация неэффективна для крупнозернистых структур.
Дефектоскопией сварных соединений называют комплекс методов контроля качества визуально или с использованием специальной аппаратуры для выявления дефекта. Принцип дефектоскопов, методика диагностики утверждаются стандартами. По результатам дефектоскопии определяется прочность (эксплуатационная надежность) сварных швов после завершения работы.
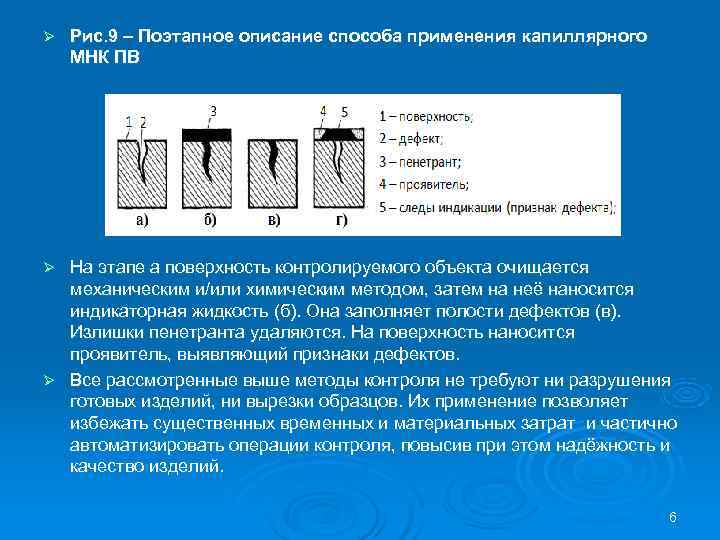
Капиллярный
Относится к методам неразрушающего контроля и основан на капиллярном проникновении индикаторной жидкости в капилляры поверхностного слоя материала контрольного объекта с целью ее выявления.
Цель:
- обнаружение поверхностных и сквозных дефектов;
- определение протяженности трещин, расположения дефектов, ориентации по поверхности образца.
Капиллярный способ позволяет контролировать изделия любой формы и размера из металлов и их сплавов, пластмасс, керамики, стекла. Различают:
- основные способы контроля, основанные на использовании капиллярных явлений;
- комбинированные, включающие сочетание нескольких методов неразрушающего контроля, различных по их физической сущности, один из которых – капиллярный.
Используемое оборудование:
- дефектоскоп капиллярный;
- прибор контроля;
- вспомогательные средства;
- дефектоскопический ультрафиолетовый облучатель;
- дефектоскопические материалы.
Перед проведением исследования проводится предварительная очистка поверхностей и полостей контрольного образца.
Проверка швов на герметичность
Метод применяется для сварных изделий, предназначенных для хранения и транспортировки жидкостей и газов. Способы проверки:
- аммиаком;
- керосином;
- пневматические и гидравлические испытания;
- вакуумирование.
Явление капиллярности (поднятие жидкости при определенных условиях по капиллярным трубкам) лежит в основе испытания керосином. Под капиллярными трубками в сварных швах подразумеваются поры и трещины. Наличие дефектов определяется по желтым пятнам, проявляющимся на меловом или каолиновом покрытии сварного шва.
https://youtube.com/watch?v=7mXdbEoPx3o
Пневматические испытания
Этим способом проверяются трубопроводы и емкости, работающие под давлением.
Для герметизации малогабаритных сосудов используют заглушки. В сосуд под давлением, на 10-20% превышающим рабочее, подается инертный газ или азот. Сосуд погружается в емкость с водой. Дефектные места обнаруживаются по выходящим пузырькам воздуха.
Крупногабаритные сосуды герметизируют и наполняют газом повышенного давления. На сварные швы наносят мыльный раствор. Появление на поверхности шва пузырьков указывает на наличие дефектов.
Гидравлические исследования
Применяется для проверки на прочность и плотность сварных швов в водопроводах, газопроводах, котлах и сварных изделиях, работающих под давлением.
Перед испытанием контрольную емкость герметизируют заглушкой и заполняют с помощью насоса водой под избыточным контрольным давлением, превышающим рабочие цифры в полтора-два раза. В течение периода, заданного техническими условиями, делается выдержка, затем давление снижается до рабочего. Околошовная зона (15-20 мм от шва) простукивается специальным молотком.
Участки с обнаруженной течью помечаются и завариваются после слива воды. Проводится повторный контроль.
Вакуумирование используется при невозможности пневматического или гидравлического контроля. Суть метода – создание вакуума и обнаружение проникания воздуха через дефекты. Для контроля применяется вакуумная камера. Проверяемый участок образца смазывается мыльным раствором. В неплотностях сварного соединения образуются мыльные пузырьки.
Это интересно: Недорогой сварочный инверторный аппарат Ресанта САИ 250: разбираемся по пунктам
Метод неразрушающего контроля проникающими веществами
Первичный информативный параметр: газовый, жидкостной.
Взаимодействие с контролируемым объектом физических полей: молекулярный.
Классификация неразрушающего контроля проникающими веществами по способу получения первоначальной информации: пузырьковый, хроматический (цветной), фильтрующихся частиц, люминесцентный, ахроматический (яркостной), манометрический, люминесцентно-цветной, масс-спектрометрический, галогенный, радиоактивный, химический, акустический, устойчивых остаточных деформаций, высокочастотного разряда, катарометрический.
Обнаружение дефектов ведется с использованием веществ, которые заполняют поры, полости дефектов, после чего их можно визуально (воочию либо при помощи специальных приборов) рассмотреть и судить о степени поражения.
Зависимо от используемого вещества и вида выявленных дефектов (сквозные, поверхностные) название метода контроля может меняться с «проникающими веществами» на «течеискание», «капиллярный» и т.п.





Магнитопорошковая
Относится к электромагнитным методам контроля. Принцип магнитопорошковой дефектологии строится на обнаружении магнитных полей рассеяния, образованных неоднородностями структуры или дефектами в исследуемом намагниченном образце.
Для магнитопорошковой дефектоскопии применяют универсальные магнитные дефектоскопы с намагничиванием в постоянном или переменном магнитном поле.
Технология
Методика магнитопорошковой дефектологии сварного соединения включает последовательные действия:
- Подготовка поверхности (очистка от окалины, загрязнений, следов шлака).
- Намагничивание изделия.
- Нанесение на поверхность намагниченного шва сухого ферромагнитного порошка или суспензии с мыльным раствором, маслом, керосином.
- Осмотр поверхности спая. Обнаружение мест с отложениями магнитного порошка.
- Размагничивание контрольного образца.
Применение
При соблюдении технологии магнитопорошковая дефектоскопия обладает чувствительностью к выявлению мелких и тонких трещин. Использование способа позволяет обнаружить дефекты как поверхностные, так и подповерхностные, с высотой (глубиной) дефекта от 0.05 мм и раскрытием от 0.01 мм.
Изъяны, имеющие округлую форму, выявляются хуже. Внутренние дефекты крупного размера , залегающие на глубине до 6 мм от верхней плоскости сварного шва, также выявляются. Их обнаружение требует применения магнитного порошка более крупной фракции.
Способ применяется для дефектоскопии продольных соединений труб, выполненных стыковым электроконтактным способом, и обнаружения трещин и стянутых (узких) непроваров в швах трубопроводов, сваренных электродуговым способом встык.
Насколько важен контроль качества
Конструкции трубопроводов подвергаются серьезным нагрузкам как внутри, так и снаружи
Поэтому контролю качества сварных швов уделяется особое внимание
Процесс сварки связан с высокими температурами, при которых металл трубы плавится. Именно в это время меняется их структура. Если не соблюдать технику процесса сварки, после остывания внутри шва образуются дефекты. Металл шва становится неровным.
Типы дефектов:
- Внешний. Они хорошо видны на поверхности шва. В эту категорию также входят те дефекты, которые обнаруживаются внутри металла на глубину не более 2 мм.
- Внутренние они глубокие. Они располагаются глубже 2 мм.
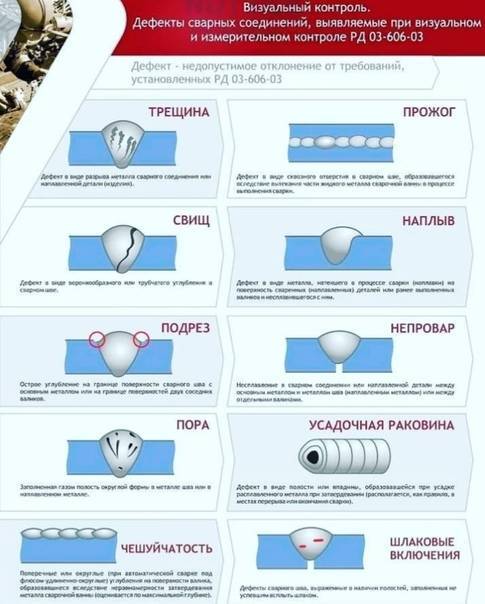
Дефекты стыков трубопроводов имеют разную форму и расположение. Среди них дефекты со стандартными и специфическими названиями:
- Трещины. Дефект в несколько раз длиннее своей ширины. Это самый опасный момент при сварке, который часто приводит к ее поломке. Трещины делятся на две категории. Их можно размещать как внутри шва, так и снаружи. Трещины не редкость. Они самые опасные.
- Поры, они же ракушки. Сферические дефекты (форма может быть разной, но всегда полые), образовавшиеся за счет газов, выделяющихся в процессе сварки металла. Они принадлежат к внутренней группе.
- Кратеры. В основном это поры, образовавшиеся на поверхности сварного шва трубы (небольшие углубления). Причина их появления – обрыв сварочной дуги. Опасность кратеров в том, что в месте их появления толщина сварного шва уменьшается. А это сказывается на прочности сустава.
- Поднутрения. Образуется на границе концов трубы и сварного шва. Это уменьшает площадь контакта двух металлов. В таких местах увеличивается внутреннее напряжение, особенно при увеличении нагрузки на трубопровод.
- Подводное плавание. Это слой металла, который наносится на поверхность шва. Получается, что верхний и нижний слои практически не связаны. Сечение подключения не такое, как того требует ГОСТ.
- Отсутствие проникновения. Внутренние дефекты. Характеризуется тем, что внутри соединения трубопровода находится металл, не имеющий требуемых характеристик. Он создавался под воздействием более низкой температуры, чем требует ГОСТ. Поэтому из-за нагрузок в таком сечении напряжения металла быстро растут, что приводит к деформациям с последующим разрушением.
- Металл шва пористый. Это все те же поры или полости, только небольшого размера и равномерно расположенные по всему объему сварного шва (в целом или по участкам).
- Посторонние частицы в металле стыка. Причина – плохая работа сварщика. Перед началом сварочных работ все соединяемые поверхности тщательно очищаются. Обычно для этого используются металлические щетки и обезжириватели. Если подготовка не сделана, в сварной шов попадет мусор, что снизит его прочность.
- Прожечь. Это когда нарушается технология сварки и дуга электрода проходит через металл стыка. По той же причине образуются узелки с другой стороны.
 Дефекты сварного соединения труб
Дефекты сварного соединения труб
Чтобы убедиться, что все эти проблемы не влияют на работу конвейера, выполняется проверка. Сегодня используются разные методы, но все они относятся к категории неразрушающих. Есть и деструктивные приемы, но они используются для лабораторных исследований. Неразрушающий во всех остальных случаях.
Они удобны тем, что:
- необязательно вырезать исследуемый объект и отнести в лабораторию;
- все процессы проводятся на сварочном участке;
- для проведения проверки требуется компактное и легкое оборудование.
Существуют строгие требования к неразрушающему контролю трубопроводов. Диагноз ставит квалифицированный специалист. При этом строго соблюдаются правила и нормы контроля.
Трубопроводы: анализ различных дефектов
Дефект сварного соединения в виде наплыва появляется при сильном затекании расплава на холодную пришовную зону. Наплывы могут иметь вид отдельных капель, а могут протянуться на значительное расстояние по сварочному шву. Причины возникновения наплывов:
- превышение сварочного тока;
- неправильный наклон;
- движение электрода при сварке;
- неучет угла наклона труб при их соединении.
Наплывы часто сопровождаются появлением неравномерного и некачественного провара металла шва, а также возникновением внешних и внутренних трещин.
Схемы образования наплывов.
Подрезы – это канавки в металле, появившиеся на границе со сварным швом. Такой дефект уменьшает реальное сечение шва и приводит к появлению избыточных напряжений, что может привести к перерастанию их в трещины с последующим разрушением сварного соединения.
Дефекты в виде прожогов проявляются как отверстия, через которые протек расплав из сварной ванны. Причиной образования такого дефекта может стать низкая скорость сварки, завышенный зазор между торцами труб при их сваривании, превышении силы сварочного тока. Недостаточный или неравномерный провар швов вызывается отсутствием надежного соединения кромок на небольших участках. Такой дефект уменьшает реальное сечение сварного шва и приводит к появлению остаточных напряжений, что может вызвать последующее растрескивание и разрушение металла.
Трещины можно отнести к наиболее опасным видам дефектов. Они могут появиться в любой точке сварочной зоны (включая пришовную область металла) и иметь любое направление (продольное и поперечное). По своим размерам они подразделяются на микротрещины и трещины. Такой дефект вызывается как неправильными условиями кристаллизации расплава, так и превышением концентрации углерода, серы и фосфора в сварочной ванне. Трещины заметно влияют на все основные параметры сварных соединений трубопроводов.
Таблица допускаемых значений подреза при сварке.
Инородные включения ослабляют прочностные характеристики. Наиболее опасно наличие шлаковых включений, образующихся при недостаточной очистке от шлаков поверхности швов после сварки. Эти включения значительно ускоряют коррозию металла.
Газовые или воздушные поры обычно образуются внутри сварного шва. Они могут иметь единичный характер, а могут зародиться группами и даже образовать цепочки пустот. Поры могут расположиться на поверхности металла, образуя углубления (свищи). Поры значительно уменьшают прочность швов, а образование цепочек из пустот может вызвать разгерметизацию трубопровода.
Нарушения в структуре металла шва или пришовной зоны могут проявиться через увеличение концентрации оксидов, микропоры и микротрещины, крупную зернистость. Тепловой режим при формировании структуры металла играет решающую роль. Избыточный нагрев ведет к образованию крупных зерен в структуре. При пережоге металла возможно появление зерен с окисленными поверхностями. Все это ведет к хрупкости металла.
Виды контроля сварных соединений
Предварительный контроль
Предварительный контроль включает в себя проверку качества свариваемого металла и материалов для сварки. Кроме этого, контролируют подготовку сварных кромок и сборку свариваемых деталей, исправность оснастки для сварки, сварочного оборудования и приборов. Кроме этого, необходимо провести испытания стали на свариваемость, которые включают в себя механические испытания, металлографический анализ и испытания на вероятность образования холодных трещин и горячих трещин при сварке.
Текущий контроль сварки
Текущий контроль ведут непосредственно во время сварочных работ. При этом проверяют соблюдение технологии сварки (соблюдение режимов сварки, качество зачистки промежуточных сварных швов, заварку сварочных кратеров, выполнение предварительного и сопутствующего подогрева, при необходимости и другие моменты).





Окончательный контроль сварки
При окончательном контроле проверяют уже готовые сварные соединения. Готовое сварное изделие должно полностью удовлетворять требованиям, предъявляемым к нему.
Суммарная трудоёмкость всех контрольных операций может достигать до 30% от общей трудоёмкости изготовления сварной металлоконструкции. Объём контроля зависит от того, насколько высоки требования, предъявляемые к металлоконструкции, от сложности технологии сварки и от квалификации контролирующего персонала.
Методы неразрушающего контроля качества сварных соединений
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 “Контроль неразрушающий. Методы оптического вида” устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 “Контроль неразрушающий. Сварные соединения. Радиографический метод”.
Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
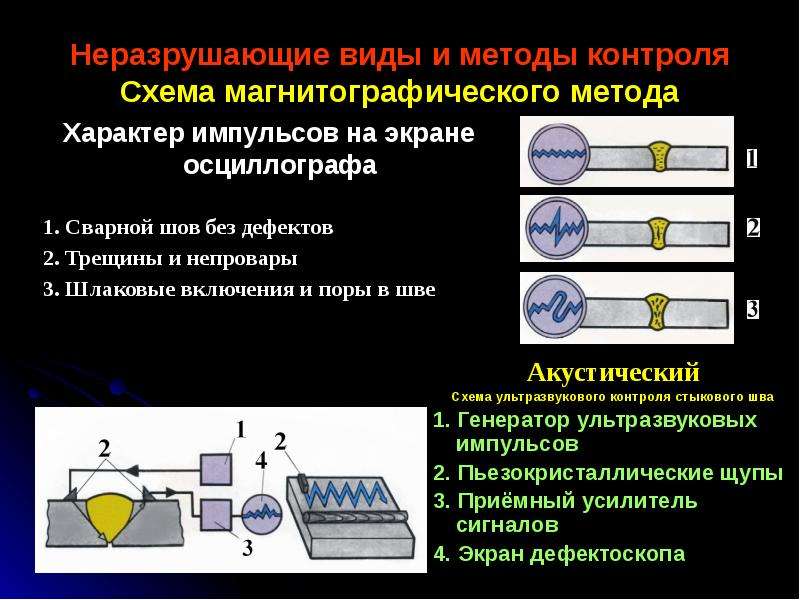
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.