

Монтаж медного трубопровода

На начальном этапе нужна продуманная схема трассы, с тщательно выверенными соединениями и углами. Не забывайте: схема обязана иметь соединение с трубами главного стояка через дополнительные выводы для будущей сантехники, приборы учета, шаровые краны.
Выбор размеров и типов медных труб: неотожженные и отожженные, с резьбой 3/4 либо 3/8, со стенками разной толщины. От этих показателей будет зависеть масса медной трубы, а соответственно, и вес всей конструкции трубопровода в общем, но смысл монтажа в целом не поменяется.
Выбор техники крепления: обжимные фитинги или пайка. Выбор будет только за вами, но коротко скажем: надежность крепления фитингов не отличается хорошими показателями. Это крепление все время требует контроля, а фитинги – периодической подтяжки, при этом, если паять медные трубы – это значит обеспечить им непременную герметичность и долговременную.
Основное различие – это технология пайки при помощи мягкого припоя: она требует специального оборудования и определенных навыков.
Техника пайки мягким припоем

чем паять
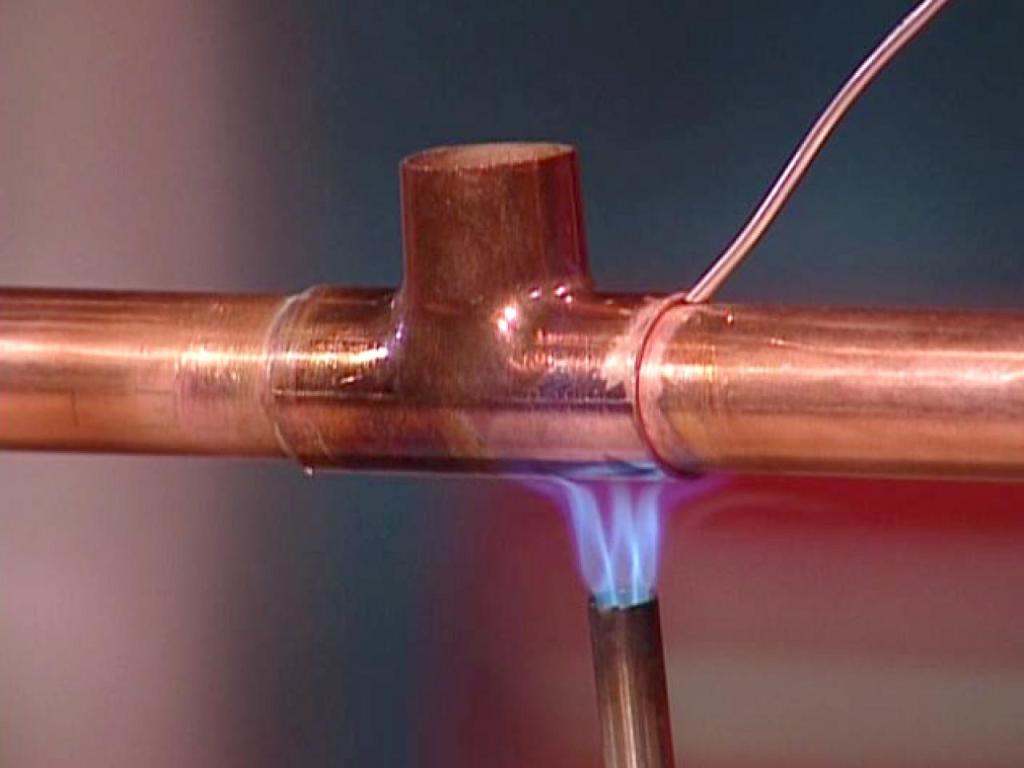
В домашних условиях при монтаже трубопровода применяется так называемая «мягкая» пайка: участки пайки разогреваются до 240-310С, что дает возможность мягкому припою (как правило, олову) расплавиться, но такие температуры небезопасны и для меди, потому это действие обязано быть недолговременным и направленным.
Зачистка перед процессом пайки – это не просто эстетическая манипуляция, а непременное условие, которое даст возможность удалить продукты окисления на металле и наиболее эффективно сделать пайку меди.
При мягкой пайке появляется капиллярный эффект, когда раскаленный припой, мягкий для пайки, равномерно растекается по всей плоскости соединения вне зависимости от того, в каком положении установленная деталь – вертикальном или горизонтальном.
Оптимальный зазор между стенками фитинга и трубы строго регламентирован – 0,10-0,15 миллиметров: расстояние больше, потребует большего количества припоя либо не создаст капиллярного эффекта, меньшая – образует препятствие для нормального растекания олова.
Материалы и инструменты для пайки
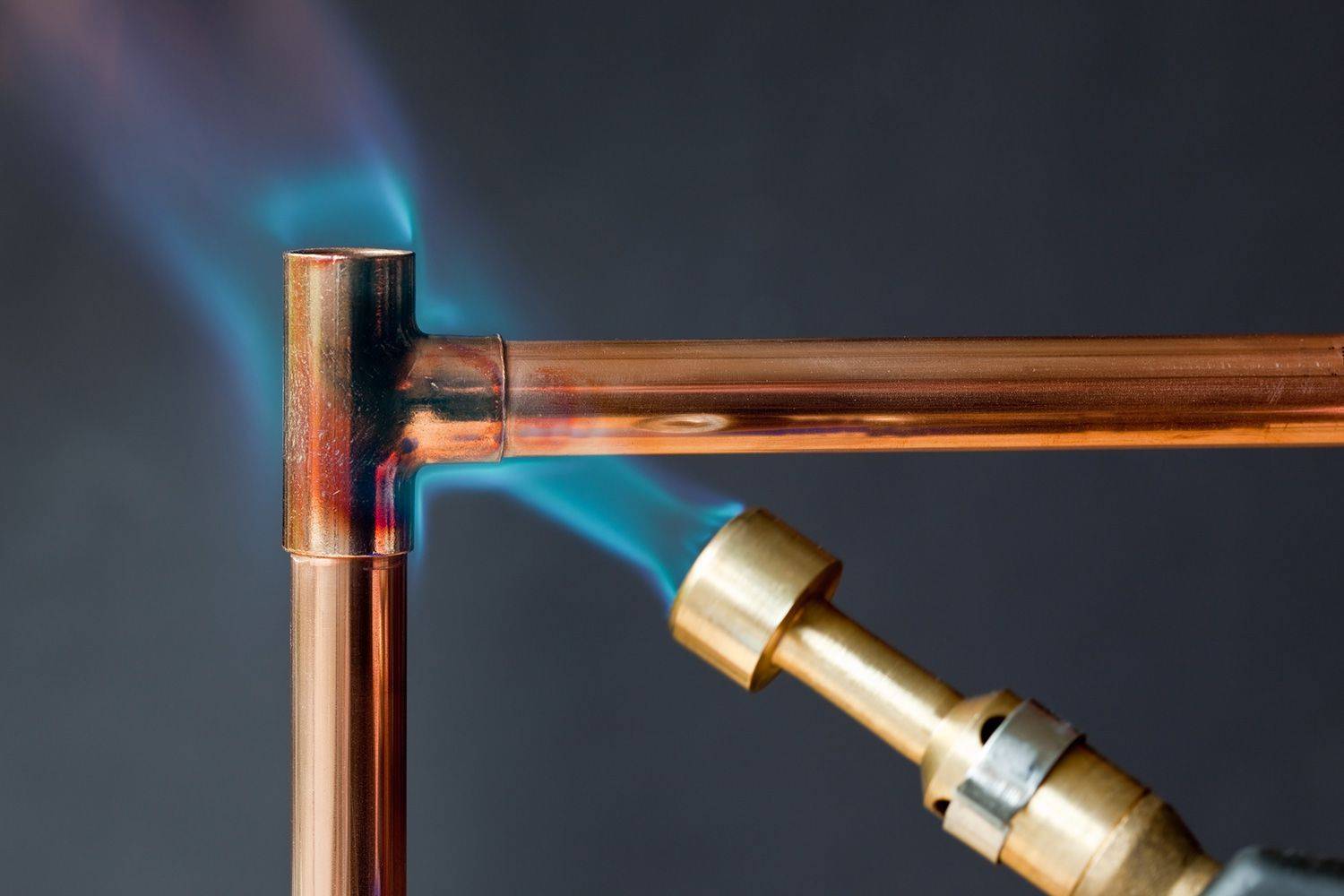
Газовая горелка – это основной инструмент для пайки. Есть множество видов горелок, выбор лучше всего остановить на горелке с пьезоподжигом и возможностью регулировать пламя. Также понадобятся:
- Флюс для пайки – это паста, которой обрабатывают поверхность фитинга и трубных изделий, чтобы она разъела оксидные пленки на поверхности соединяемых частей, защитила медное основание от окисления при нагревании и обеспечила влажность поверхностей во время растворения припоя.
- Припой для пайки – как правило, это олово в форме катушек или прутков проволоки.
- Труборез и труборасширитель – устройство для увеличения диаметра труб при установленных деталях одна в одну.
- Фаскосниматель – инструмент для удаления фаски, избавления от вероятных заусенцев.
- Фитинги – соединительные части разных конфигураций.
- Стальная щетка и ершик для чистки внешней и внутренней сторон труб и фитингов.
Инструмент для пайки труб из меди не отличается исключительностью и дороговизной. Но требует определенных усилий, чтобы получить навыки по использованию: лучше всего потренироваться на кусках труб, чтобы понять тонкости метода и технологии.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
МЕХАНИЧЕСКИЙ
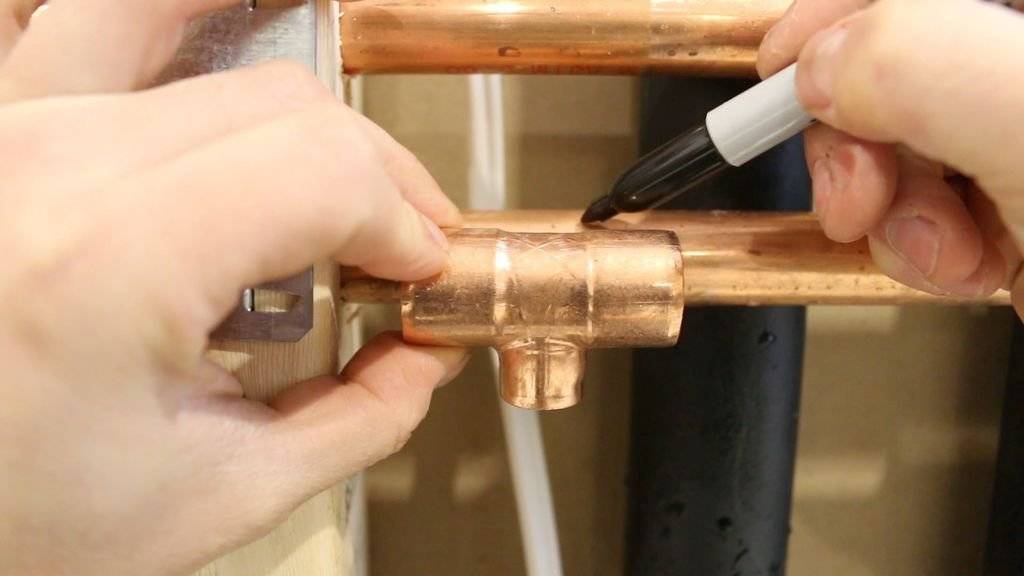
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
ОБЖИМНОЙ
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.
ДЛЯ МЕДНЫХ
Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Виды и особенности медных труб
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.








Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.
И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.

Эти трубы дешевле, но необходимость установки фитингов при монтаже поворотов, обходов сводит на нет данное преимущество. Их прочность требуется в промышленных трубопроводах, которые эксплуатируют при повышенной механической и температурной нагрузке.
Способы соединения медных труб
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.
Пошаговый процесс монтажа пайкой:
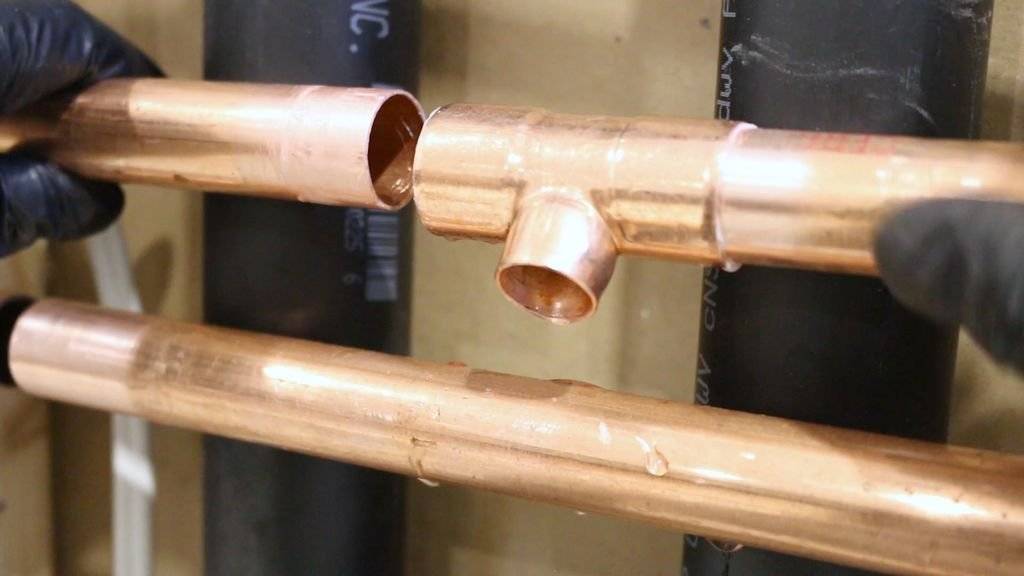
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
- Концом прутка припоя касаются нижней кромки раструба.
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.
Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы
Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами
Этим фактором гарантируется чистота соединения в процессе эксплуатации – отсутствие окислов, коррозии и т.п.
Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.










Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.
Общие сведения
Оптимальным решением во время монтажа водопровода в городах является применение труб из данного материала. Медные изделия не подвержены образованию коррозии, имеют долгий срок службы.
Справка! Изделия монтируют разными методами: путем пайки, сварки, либо используя фитинги для медных труб под обжим.
Положительные и отрицательные характеристики изделий. Монтаж трубопроводов при помощи обжимных фитингов провести быстро и просто. Данный метод не требует применения высоких температур либо специального оборудования.
Способ укладки позволяет вести работы в труднодоступных местах, для этого нужны инструменты в виде:
1.гаечных ключей.
2.калибратора.
3.резака.
Время, требующееся для проведения работ, невелико, зато трубопровод получается с высоким уровнем герметичности, может служить долго.
К недостаткам элемента для соединения конструкции относят необходимость периодически устраивать проверку, если надо подтягивать фитинг.
Важно! Так как фитинги требуют постоянной проверки, их нельзя монтировать под бетонную стяжку. Детали рассчитаны для систем с малым давлением, так как крепление менее надежное, нежели у труб, соединенных пайкой
Детали рассчитаны для систем с малым давлением, так как крепление менее надежное, нежели у труб, соединенных пайкой.
Если применять во время соединения обжимные устройства, то конструкцию можно применять много раз.
Внимание! Места стыков поддаются разборке и сборке много раз, при этом прочность соединения будет постепенно снижаться
Достоинства и недостатки медных труб для отопления
Для изготовления медных труб используется только высококачественная медь. В некоторых случаях применяются сплавы данного материала с цинком. Чаще всего сверху изделия покрываются полиэтиленовым слоем или декорируются при помощи ПВХ. Это существенным образом улучшает их внешний вид, снижая потери тепловой энергии.

Основные преимущества медных труб:
- длительный срок эксплуатации;
- небольшая масса;
- выдерживание как низких, так и высоких температур;
- отсутствие необходимости осуществлять дополнительную внешнюю отделку;
- возможность использования после цикла заморозки и разморозки;
- гладкая внутренняя поверхность, не позволяющая накапливаться известковым отложениям;
- небольшой коэффициент температурного расширения;
- высокий уровень устойчивости к окислению и т. д.
Как и любые другие трубопроводы, медные изделия имеют ряд недостатков, на которые стоит обратить внимание перед покупкой:
- полная несовместимость с другими материалами;
- высокая стоимость;
- мягкость и пластичность, неблагоприятно сказывающиеся на системах, где есть твердые частицы в теплоносителе;
- необходимость изоляции от блуждающих токов;
- сложность монтажа;
- необходимость бережной эксплуатации.
Некоторые из перечисленных достоинств и недостатков можно воспринимать двояко.

Это касается пластичности и высокой теплопроводности. Мягкость, к примеру, позволяет легко сгибать трубы, но при этом их нужно фиксировать через очень малые расстояния.
Что касается высокой теплопроводности, то она является положительным фактором лишь при открытой схеме размещения, в таком случае прогревание происходит весьма эффективно.
Типы медных трубок
В настоящее время существует несколько разнообразных типов медных труб. Каждый из них имеет особенности эксплуатации и использования. Классифицируют изделия по 5 признакам:









- По составу материала. Иногда применяется чистая медь, но в большинстве случаев из нее делают сплавы, добавляя цинк или олово. На сегодняшний момент состав медных труб регламентируется в соответствии с ГОСТом 859 и ГОСТом 15527.
- По способу изготовления. Медные трубы бывают тянутыми холоднотканными или же тянутыми из сварной заготовки. В первом случае изделия помечаются индексом «Д», а во втором — индексом «С».
- По наличию шва. Те варианты, которые его не имеют, называются цельнотянутыми. Если швы присутствуют, то трубы изготовлены из сварной заготовки.
- По толщине стенок. Медные трубы могут быть как тонкостенными, так и толстостенными. В первом случае толщина стенок в пределах от 0,2 до 0,7 миллиметров, а во втором — от 0,8 до 1 мм. Тонкостенные трубы чаще всего не используются для систем отопления в отличие от толстостенных. При этом в жилых зданиях преимущественно применяются те изделия, в которых толщина стенок доходит даже до 1,5 миллиметров.
- По наличию или отсутствию защиты. Трубы могут быть без защиты или же с изоляцией. Во втором случае используются пластиковые материалы, такие как ПВХ и полиэтилен. Их роль заключается в предотвращении механических повреждений.
Популярные производители

Основные страны, в которых производятся медные трубы — Германия, США, Россия, Китай и Украина. Наиболее популярные бренды:
- KME;
- Majdanpek;
- Frigotec;
- Mueller;
- Hailiang;
- Wieland;
- «АРЛАН-МЕТ»;
- «Артемовский завод по обработке металлов»;
- «ТРАСТ-Контракт».
Стоимость медных труб зависит от нескольких факторов, среди которых наиболее важными считаются диаметр, место производства, тип изготовления, состав. Изделия с диаметром 6 мм можно приобрести за 117—142 рубля за 1 метр. Если величина просвета достигает 22 миллиметров, цена повышается до 409—484 рублей за 1 метр.
Самофиксирующийся тип
Фитинги, способные самофиксироваться, представляют собой механизмы. Устройство состоит из внутреннего кольца, одно кольцо оснащено зубцами. Придавливая устройство при помощи ключа съемника, они цепляются за соседнее кольцо.
Метод стыка имеет надежное и прочное крепление. Фитинг можно применять много раз, потому что его легко демонтировать и снова установить.
Устройства изготавливают из меди для стыковки труб разного диаметра и материала. Метод самый удобный для использования в больших магистралях из различных труб.
Особенности монтажа на медный трубопровод фитинга под обжим.
Внимание! Данный фитинг не требует применения специального оборудования, их легко установить самостоятельно. В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В
В европейской маркировке различают обжимы двух типов, обозначая их буквами А либо В.
Фитинги А можно использовать для трубопровода, проведенного над землей, они изготовлены из меди полу твердого типа, либо при помощи нержавеющей стали.
Фитинги В можно применять в системах, проложенных над землей и под землей, их изготавливают при помощи мягкой либо полутвердой меди с толстыми стенками.
Внимание! Для надежного соединения элементов, надо придерживаться инструкции





