

Недопустимые ошибки
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта. Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов
Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Отличия пайки от сварки
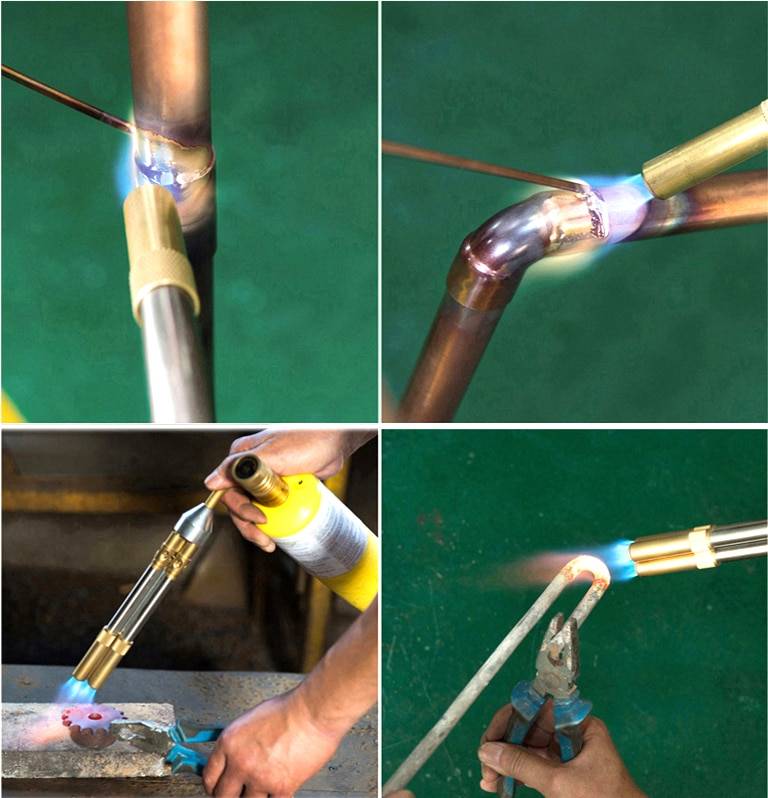
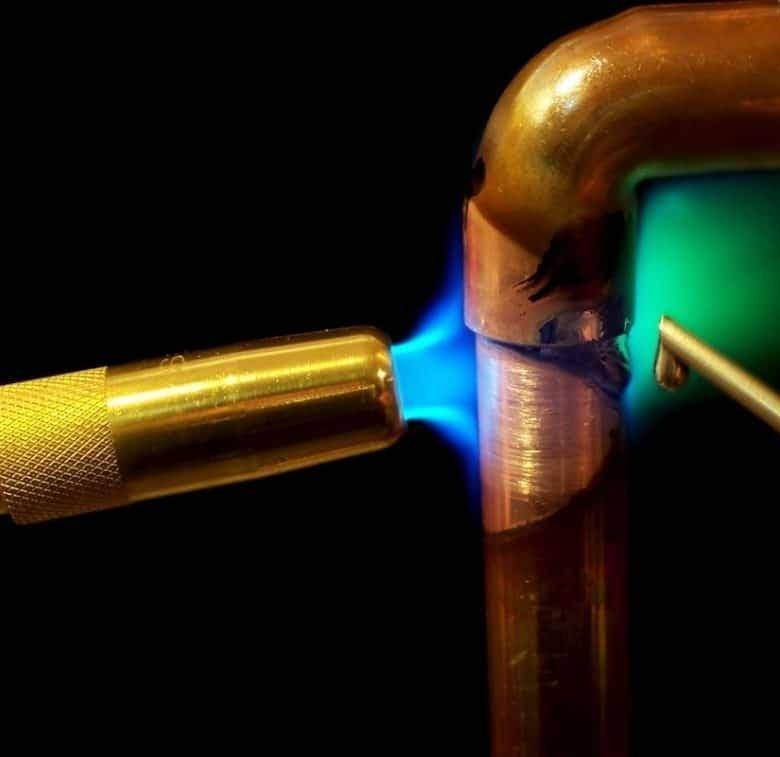
Пайка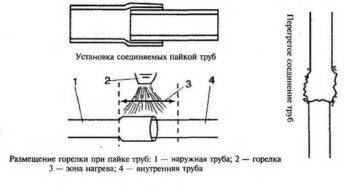 Пайка медных труб горелкой.
Пайка медных труб горелкой.
Пайка бывает двух видов:
- Высокотемпературная.
В таком варианте работ используется припой, плавящийся при температуре свыше 550 градусов Цельсия. Как правило, высокотемпературный пропай осуществляется горелками, заправленными ацетиленом и бутаном либо пропаном и кислородом. - Низкотемпературная.
Такой метод подразумевает использование легкоплавких припоев с температурой плавления ниже 550 градусов Цельсия. В большинстве случаев, низкотемпературные работы производится при помощи электрических паяльников. Такой метод идеально подходит для сварки или спайки небольших деталей.
В процессе паяльных работ обязательно используется припой и флюс.
В качестве первого могут использоваться такие популярные сплавы, как:
- олово и свинец;
- медь и фосфор;
- медь и цинк;
- серебро.
В качестве флюсов при низко и высокотемпературных паяльных работах применяются:
- канифоль;
- хлориды металлов;
- флюсы на основе буры;
- смеси щелочных металлов;
- порошкообразные соединения.
Рекомендации по выбору горелки
В продаже можно встретить просто огромное количество самых различных вариантов исполнения газовых горелок. Производителей также довольно много, больше всего внимания уделяется продукции брендов Rems и Rothenberger. Диапазон цен довольно широкий, все зависит от особенностей конкретной модели.
Некоторые модели горелок предназначены не только для пайки, но и резки металла и разморозки, а также обработки поверхностей высокой температурой. Выбор устройства проводят по нижеприведенным критериям:
Какой именно материал требует обработки. Каждый металл обладает определенной температурой плавления. Некоторые сплавы, к примеру, медь или алюминий следует нагревать до меньшей температуры. Обработать другие сплавы намного сложнее. Некоторые устройства горелок могут нагревать поверхность до высоких температур, могут применяться на протяжении длительного периода.
Следует помнить о том, что газовая горелка, предназначенная для расплавки металла и последующей пайки, плохо себя проявит при резке. Именно поэтому выбор проводится по предназначению.
В качестве топлива применяются самые различные виды газа. Примером назовем пропан или ацетилен. Стоит учитывать, что некоторые модели могут использоваться с другими газами. Рекомендуется применять инструмент, работающий от одного типа топлива. Большое распространение получила пропановая горелка, применяемая в промышленности.
Различают два типа конструкции: инжекторная и безинжекторная. Этот элемент конструкции предназначен для смешивания топлива с кислородом.
Мощность устройства может варьироваться в достаточно большом диапазоне. Следует учитывать, что с увеличением показателя мощности повышается и эффективность применения устройства. Мощные газовые горелки применяются для работы с толстостенными трубами, которые сложны в обработке.
Следует определиться с тем, как часто будут проводится работы
Если пайка будет проводится часто, то лучше всего уделить внимание модели от известного производителя с высокой надежностью.
Возможные неисправности и способы ремонта своими руками
С любой неисправностью газового котла должен бороться специалист. Однако, возможность воспользоваться услугами мастера есть не всегда, да и поломки бывают пустяковыми. Рассмотрим проблемы, которые решаются самостоятельно.
Пахнет газом в доме
Обычно запах газа появляется при его утечке из резьбового соединения подающего шланга. Если в помещении, где установлен котёл, появился запах, нужно открыть окно и выключить котёл. Далее действовать по инструкции:
- Приготовить необходимые вещи: мыльный раствор, ФУМ-ленту, рожковый или разводной ключ.
- Нанести раствор на все резьбовые соединения. Если начнут надуваться пузырьки — место утечки обнаружено.
- Перекрыть газовый вентиль.
- Ключом развернуть соединение. Намотать на наружную резьбу ФУМ-ленту и собрать все назад.
- Повторно нанести раствор и возобновить подачу газа.
- Если утечка устранена, и запах газа пропал, удалить остатки раствора.
Внимание! Когда место утечки обнаружить не удалось, перекрыть газ, вызвать специалиста
Не работает вентилятор
Если в процессе работы котла пропал или уменьшился звук, издаваемый турбиной — свидетельствует о неисправности вентилятора продува. Для ремонта потребуется: отвёртка, новый подшипник, тряпочка, густая смазка.
- Необходимо выключить котёл и перекрыть газ.
- Снять турбину.
- Тряпочкой очистить с лопастей турбины пыль и нагар.
- Осмотреть электрическую катушку вентилятора на предмет почернения. Если все в порядке перейти дальше или заменить вентилятор.
- Разобрать корпус вентилятора. Внутри на валу турбины установлен подшипник, его необходимо заменить. В некоторых вентиляторах установлена втулка вместо подшипника. В этом случае её нужно смазать.
Турбина также может не работать из-за пониженного напряжения сети или неисправности управляющей платы. Первое устраняется с помощью стабилизатора, а вот второе только вызовом специалиста.
Забит дымоход напольного котла
Проблемы с дымоходом возникают только у котлов напольного типа. Это связано с его размером и вертикальным положением. Навесные аппараты не нуждаются в чистке дымохода.
Дымоход, состоящий из металлических частей, очищают с помощью металлической щётки. Его нужно разобрать и механически удалить скопившуюся сажу. Цельный дымоход чистят специальными пылесосами или химическими средствами. Но для этого необходимо вызвать профессионала.
Фото 2. Три способа обустройства дымохода для напольного газового котла. Первый вариант чистить сложнее всего.
Высокие температуры
Перегрев котла связан с загрязнением теплообменника. Для очистки аппарата потребуется: специальный раствор соляной кислоты, разводной ключ, ФУМ-лента, металлическая щётка. Далее действовать по инструкции:
- Выключить котёл, перекрыть газ и воду.
- Снять теплообменник, используя разводной ключ.
- Очистить его с помощью щётки.
- Через трубу залить в теплообменник раствор кислоты. Если появилась пена — значит внутри много накипи.
- Вылить раствор и повторить процедуру.
- Промыть.
- Установить обратно, предварительно обмотав все резьбовые соединения ФУМ-лентой.
Неисправность датчика
Проблемы обычно возникают с электродом горения. Если пламя горелки тухнет через несколько секунд, а котёл выдаёт ошибку, то проблема именно в датчике горения. Выключаем котёл, перекрываем газ.









Для ремонта электрода потребуется наждачная бумага, с помощью которой зачищаются щупы датчика, не снимая его. Если поломка осталась — датчик меняется.
Самостоятельное выключение
Существуют две проблемы, которые приводят к самопроизвольному выключению котла. Сломался датчик горения или забит дымоход. Ремонт обеих неисправностей описан выше в статье.
Параметры для изготовления
Перед сборкой горелки следует заранее определиться с требуемыми параметрами, основными из которых являются:
- Тип пламени – факельный либо вихревой. Конструкция беспламенных горелок слишком сложна для изготовления в домашних условиях. Факельное пламя воздействует на маленькую площадь и применяется для точеной сварки. При помощи вихревого можно быстро прогреть большие площади поверхности.
- Устройство для корректирования пламени. Регулятор позволяет уменьшать ил повышать поток в зависимости от материала и способа обработки. Для управления можно использовать водопроводный вентиль.
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.
Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Процесс пайки с точки зрения теории
Пайка многих труб, в том числе и медных, производится с соблюдением принципа соединения двух частей внахлест. В результате удается добиться достаточной прочности конструкции вне зависимости от используемого припоя, когда даже его мягкие виды, отличающиеся недостаточной стойкостью, гарантируют надежность соединения.
Для получения приемлемой прочности стыков посредством пайки необходимо, чтобы изделия в месте контакта заходили друг на друга минимум на 5 мм. На самом же деле создается гораздо больший нахлест, что обеспечивает ощутимый запас прочности.
Добиться требуемого перекрытия конструкций при сборке трубопровода удастся за счет проведения таких операций с цилиндрическими изделиями, как расширение и отбортовка, а также с помощью применения специальных фитингов.
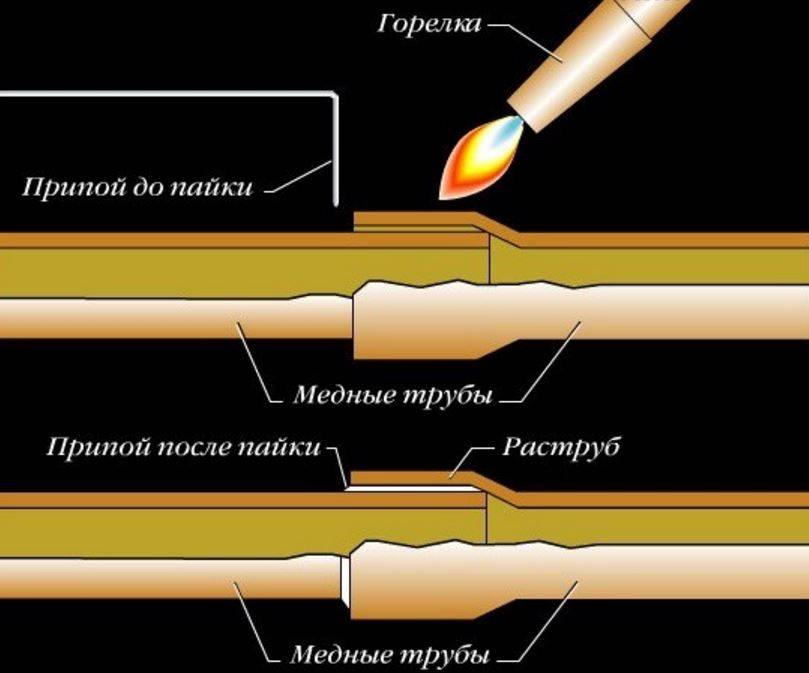
При установке соединительных элементов образуется зазор около 0,2 мм, обеспечивающий возникновение капиллярных сил, наличие которых обязательно для осуществления качественного процесса пайки. Это приводит к эффекту, когда нагретый припой затекает в зазор, гарантируя требуемый уровень герметизации в месте контакта. Благодаря воздействию капиллярных сил появляется возможность подавать припой снизу.
Преимущества медных труб
Несмотря на дороговизну трубы из меди не перестают быть популярными. Благодаря своим техническим характеристикам медные трубы по-прежнему стоят на первом месте среди аналогов.
Основные преимущества медных изделий:
- Они обладают бактерицидными свойствами и сделаны из экологически чистого материала;
- Не боятся солнечных лучей и устойчивы к воздействию многих химических соединений;
- Им не страшны высокое давление в системе и высокие температуры теплоносителя;
- Медь — материал пластичный, что сказывается на лёгкости монтажа;
- Срок службы труб из меди практически не ограничен.
Притом, что плюсов у медных труб много, не следует забывать об одном большом минусе — их стоимости.
Поэтому прежде, чем приступать к самостоятельной работе с медью, в частности, к пайке, не мешает узнать особенности процесса и познакомиться с необходимыми инструментами и подручными средствами.
Материалы и оборудование для пайки медных труб
Существует два способа состыковки труб из меди: высокотемпературная сварка и низкотемпературная пайка с применением фитингов. Для самостоятельного проведения работ необходимо обзавестись следующими инструментами и материалами:
- трубами нужного диаметра;
- фитингами;
- припоем и флюсом для пайки медных труб;
- трубогибом;
- труборезом;
- фаскоснимателем;
- горелкой для пайки изделий из меди;
- строительным феном;
- развальцовщиком или эспандером.
Такой набор инструментов для монтажа медных труб с материалами, обеспечит возможность самостоятельно провести работы по пайке трубопровода из меди.
Монтаж начинают с подготовки труб.
Подготовительные работы
Прежде всего, следует с помощью трубореза нарезать трубы на отрезки необходимой длины и подготовить соединения для каждого узла.
Даже самый недорогой ручной труборез обеспечит качественный ровный срез, перпендикулярный оси. Использование ножовки по металлу в данном случае не рекомендуется, без навыков срез обязательно будет требовать дополнительной сложной обработки.








После разрезания труб, край срезов требуется обязательно обработать фаскоснимателем, во избежание неприятностей в виде возможных неровностей. После обработки срезов приступают к монтажу, в данном случае выборе способа пайки.
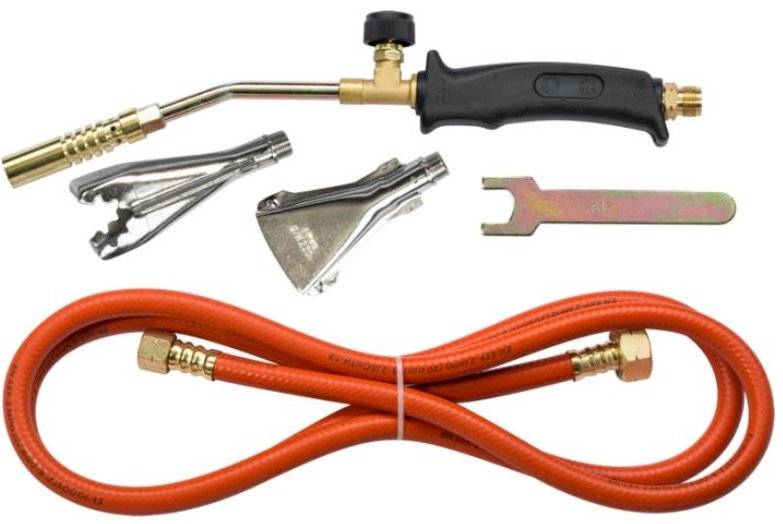
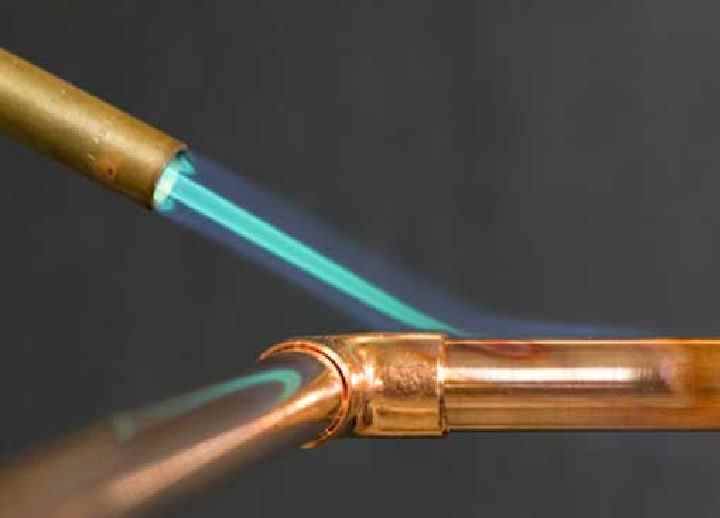
Ручные горелки для пайки медных труб.
Самыми компактными аппаратами, позволяющими работать в кухне или санузле, будут ручные горелки, оснащенные одноразовым баллоном с газовой смесью (пропаном, бутаном или ацетиленом). Вентиль, располагающийся на ручке-держателе, предназначен для регулировки длины факела. С их помощью можно произвести нагрев труб для последующей пайки мягкими или твердыми припоями. Такое оборудование обладает рядом достоинств. Они мобильны и многофункциональны: позволяют регулировать мощность пламени и скорость нагрева металла сменой сопел (в одном наборе можно купить сопла 5 разных размеров). Безопасность данного аппарата обеспечивает обратный клапан, который может блокировать подачу газа в любом направлении. Ручные горелки полностью автономны и не требуют источника питания. Соблюдение технологического процесса пайки обеспечит шов отличного качества. Часто на сопло такой горелки установлен отражатель пламени, главная задача которого – предотвращение потерь тепла, обеспечение равномерного прогрева трубы и защита окружающих предметов от случайного контакта с открытым огнем. Наличие отражателя делает возможным проведение пайки в наиболее труднодоступных местах
Из отечественных горелок наибольшим спросом пользуется продукция «Донмета», предлагающего достаточно широкий спектр ручного оборудования, работающего на различных газовых смесях и по доступной цене. Например, горелка ГЗУ работает на пропанокислородной смеси, выпускается несколько комплектов с разнообразными размерами насадок. А различные модели предназначены для пайки твердыми и мягкими припоями, экономно расходуя газ. Среди импортных горелок, работающих на бутане, пропане или изобутане, в дешевом ценовом сегменте можно отметить китайскую горелку KOVICA KS-1005 KIT под одноразовый цанговый баллон. Цена таких горелок – до 1000 рублей.
Известные бренды будут стоить дороже, например, горелка РОФЛЭЙМ ПЬЕЗО для низкотемпературной пайки обойдется в 3000 рублей, а пропановая горелка от Virax с пьезоподжигом – уже почти в 4000 тысячи рублей. Европейская марка Castolin предлагает горелки, работающие как на бутановых смесях, так и на МАРР газе. Стандартная модель стоит от 1500 рублей, а более модернизированная – с регулятором давления и кнопкой фиксации пламени, со сменными соплами – от 2200 рублей.
Мощная MAPP горелка СУПЕР ФАЙЕР 3 (Ротенбергер), оснащенная пьезоподжигом и предохранительным клапаном, с различной комплектацией обойдется в 7-9 тысяч рублей. С помощью инструмента производят пайку трубных материалов, диаметр которых достигает 35 мм. Для этого используют мягкий припой для пайки медных труб. Твердый припой применяют для пайки труб до 28 мм.
Горелки итальянской фирмы Kemper, работающие на одноразовых баллонах, предлагают в наборах со сменными жалами и насадкой за 1500 рублей. Примерно в одной ценовой нише с ними пребывают американские горелки Bernzomatic. Чуть дороже стоят наборы паяльные газовые от тайваньского производителя, например, DAYREX-22 – удобная горелка с рабочей температурой от 400 до 1300 градусов, в дополнение к которой прилагаются несколько насадок, припой и губка.
Популярен также инструмент немецкой марки REMS. Выпускаются модели для высокотемпературной пайки, работающие на разных газовых смесях с самоподжигом и турбоподдувом. Пропановая турбо-горелка Rems Blitz обеспечивает качественную мягкую пайку труб до диаметра 35 мм, давая точечное пламя с температурой 1950ºC. Горелка Rems Macho работает на ацетилене, подходит как для мягкой, так и для жесткой пайки труб до диаметра 64 мм, температура пламени – 2500ºC. Инструмент отличается качеством и экономичностью, но и цена у него «кусается» – от 10 до 13 тысяч рублей.
Там, где нет возможности применять газовые горелки, для пайки медных труб используют электрические строительные фены, которые подают горячий воздух с температурой, достаточной для плавки припоя.
Пайка мягким припоем с помощью пламени
Пайку мягким припоем с использованием пламени целесообразно применять в случаях, когда необходимо соединить относительно толстые или крупные детали. Разогреть пламенем их можно быстрее и равномернее, чем паяльником.
Для пайки мягким припоем пригодны почти все металлы и их сплавы. Нельзя паять легкие металлы, например алюминий. Существуют припои, предназначенные для конкретных материалов или для соединения различных металлов. Прежде чем приобретать припой, поинтересуйтесь у продавца, какой лучше подойдет для выбранного вами материала и способа соединения.
Основным условием надежного соединения пайкой является чистота контактных поверхностей. Антикоррозионную смазку или посторонние наслоения, оставшиеся на поверхностях, выжигают пламенем. Однако из-за относительно низкой температуры при пайке мягким припоем (180-400°С) это достигается не всегда. Поэтому встык можно паять только декоративные соединения, так как они не испытывают больших нагрузок. При наличии механических нагрузок следует соединять внахлест.
Меры предосторожности
Проводя паяльные работы, обеспечьте хорошую вентиляцию помещения. Дело в том, что припой, в составе которого есть и тяжелые металлы, при разогревании и плавлении выделяет ядовитые пары. Они, как и испарения разогретого флюса, вредны для здоровья. Вести пайку следует в защитных очках и на безопасном расстоянии от возгорающихся материалов.
Такое угловое соединение встык лучше предварительно закрепить проволочными фиксаторами: это облегчит пайку непрерывного шва.
Пайка медных труб своими руками: как паять медные трубы?
Существует два вида пайки медных труб:
- низкотемпературный;
- высокотемпературный.
С применением первого способа, как правило, монтируют бытовые коммуникации. Для этого способа подходит мягкий припой, это может быть медная (с примесью фосфора) проволока сечением 2 мм, олово или свинец с присадками, мягкий припой с серебром.
Провести пайку самостоятельно, имея небольшие навыки, не составит большого труда
Мягкий припой имеет более низкую температуру плавления, чем температура плавления меди, поэтому, не забывая о мерах предосторожности, можно смело приниматься за работу
Прежде всего, следует подготовить флюс, поскольку он очищает металл от окислов и защищает место спайки от доступа кислорода. Флюсом обрабатывают конец трубы и соединительную деталь, в данном случае фитинг.
Далее труба соединяется с фитингом, а место соединения нагревают газовой горелкой или паяльником. В процессе нагрева припой плавится и в жидком состоянии проникает во все свободные полости соединения. Следует равномерно распределить припой по месту соединения и отложить трубу с фитингом до остывания.
Пайка твёрдым припоем производится в той же последовательности, но с более высокой температурой нагрева припоя.
Припои для пайки меди
Строительный рынок предлагает несколько вариантов припоя для пайки медных труб. Бытует мнение, что мягкие припои, состоящие из олова с разного рода добавками, не могут обеспечить надёжность паяных швов. Несмотря на то, что это не совсем так, можно подстраховаться и выбрать припой с дополнением серебра. Для высокотемпературной пайки предназначен твёрдый медно-фосфорный припой, который обеспечивает большую надёжность пайки. Высокотемпературную пайку используют при состыковке труб магистральных трубопроводов, где допустимы перепады давления.








Газовые горелки для пайки
Приступая к самостоятельному монтажу трубопровода, необходимо правильно выбрать инструменты и оборудование для пайки медных труб, обратив особое внимание на горелку. Горелка может быть:. Горелка может быть:
Горелка может быть:
- Пропановая (применяется, чаще всего, в больших объёмах работ).
- Со смесью МАРР (газовая смесь «Метилацетилен-Пропадиен-Пропан»).
- Ацетиленовая.
- Кислородная.
Газовые горелки могут быть оснащены съёмными одноразовыми баллонами, либо шланговым соединением со стационарным баллоном.
Для монтажа небольшого трубопровода достаточно модели со съёмной газовой ёмкостью.
Вот и всё, что нужно знать об особенностях пайки изделий из меди. Имея необходимое оборудование и материалы для пайки медных труб, можно самостоятельно смонтировать домашний трубопровод, который будет служить долгие годы.
Виды медных труб
Перед изготовлением трубопровода нужно выбрать детали. Среди покупных деталей выделяют два вида:
- Неотожженные — высокопрочные элементы с низким показателем пластичности. Они не проходят дополнительную термическую обработку после изготовления.
- Отожженные — элементы, которые проходят дополнительную термическую обработку. Они выдерживаются при температуре около 700 градусов по Цельсию. Материал обретает высокий показатель пластичности. Благодаря дополнительной термической обработке, они становятся более устойчивыми к воздействию критических температур.
Медные трубы различаются по толщине стенок и размеру бухт, в которых они продаются. По ГОСТу они должны изготавливаться из чистой меди.





