

Особенности монтажа трубопроводов из меди
Перед тем как приступать к монтажу медного трубопровода, необходимо выполнить замеры и соответствующие нарезки. Здесь стоит проследить за тем, чтобы срез был ровным. Достичь такого результата можно с помощью специального трубного резака. Соединение труб в магистрале производится с помощью пайки или прессования.
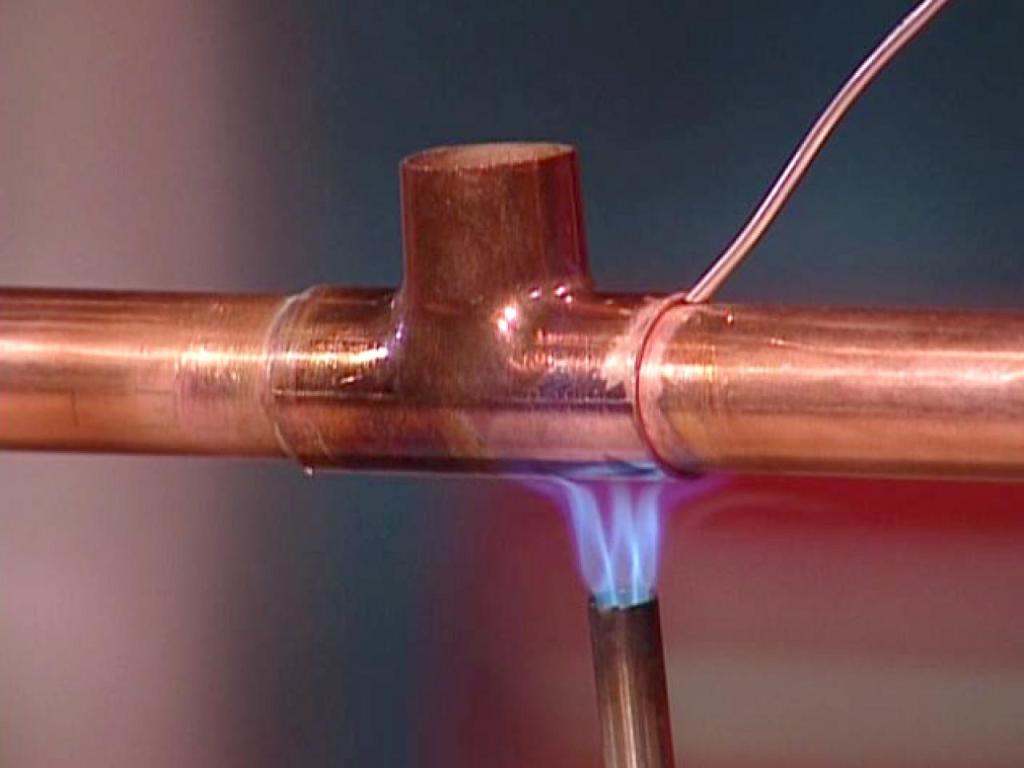
Самым распространенным вариантом является капиллярная пайка. С ее помощью можно достичь высокой надежности и герметичности соединений. Зачастую такой метод используется для стыкования труб из меди прямоугольного сечения. В процессе капиллярной пайки используют раструбы и фитинги. Этот вариант идеально подходит для сооружения трубопровода, который будет использоваться под высокими температурами.
Что касается прессования, то они выполняется с помощью различных фитингов. В особенности это касается самофиксирующих и компрессионных изделий. Помимо этого, при сооружении трубопровода используются сжимающие хомуты и специальные фланцы. Соединение путем прессования используется в тех местах, где на трубопровод будет действовать открытый огонь.
Соединение гибких труб без сварки
Зачастую, чтобы провести монтаж трубопровода без применения сварочной аппаратуры используются специальные соединительные элементы — фитинги. Фитинги для гибких трубопроводов должны обладать большим охватом для выполнения надёжного и герметичного стыка.

Компрессионные фитинги позволяют получить герметичное соединение без проведения сварочных работ или нарезания резьбы
Как правило, фитинги применяются в гибких трубопроводах, которые обладают небольшими или средними показателями сечения (от 20 до 315 мм). Для деталей с диаметром выше 315 мм фитинговое сочленение не является целесообразным. Это связано с тем, что надёжность такого соединения довольно низкая.
Для стыковки полиэтиленовых изделий низкого давления (ПНД) в основном используют специальные компрессионные фитинги. Стыковка отдельных элементов в трубопроводной конструкции при помощи компрессионных изделий позволяет провести быстрый монтаж, который также отличается бюджетностью и простотой.
Однако компрессионные изделия используются чаще всего для соединения труб небольшого диаметра. Трубы средних диаметров соединяются с помощью муфт. Муфта является, пожалуй, наиболее распространённым вариантом фитинга.
Где можно использовать медные трубы?
В системе водоснабжения однозначно нельзя из-за ионов меди, которые могут попасть в питьевую воду. Даже если внутренняя поверхность трубы состоит из олова, это не гарантирует безопасность при попадении, например, песка в систему водоснабжения и повреждении защитного слоя.
Медные трубы для отопления прокладывают открыто или скрыто. При скрытой прокладке (в частности, под полом) медь может пересекаться с системой электроснабжения и могут образоваться вихревые токи (токи Фуко), которые в месте стечения трубы будут со временем образовывать коррозию.

Отопление теплыми полами из медных труб
Медные трубы для отопления можно применять в котельной, и в системах отопления при монтаже радиаторной сети открытым способом (по стенам внутри вашего дома). Для этих целей предпочтительнее будет жесткая труба, т.к. она ровная и внешний облик системы гораздо привлекательнее. Использовать мягкую трубу также возможно, но внешний вид системы будет гораздо хуже. Пайка подойдет и мягкая, и жесткая, но после жесткой труба выглядит безобразно.
Мягкая труба идеально подойдет , если имеется дизельный котел (жидкотопливный) и топливная емкость расположена на улице. Для подачи от емкость к котлу как раз подойдет мягкая медная труба без спаек под землей в защитном трубопроводе.
Читайте так же:
Монтаж отопления из медных труб и фитингов
С монтажом медных изделий связан ряд трудностей, но все они так или иначе связаны с отсутствием опыта у мастера. Как правило, после некоторой тренировки можно научиться качественной пайке медных труб, которая позволит качественно соединять их друг с другом и подключать к фитингам для последующей сборки в цельную систему.

Технология пайки медных труб включает в себя следующие этапы:
- Первым делом при помощи трубореза отрезается подходящий кусок трубы, имеющий необходимые размеры. Фаску на внутренней части трубы желательно срезать – это снизит гидравлическое сопротивление в трубопроводе.
- Когда фаска снята, наружная часть патрубка и внутренняя поверхность фитинга зачищается. Для зачистки медных деталей отлично подходит синтетическая губка с жесткими волокнами. В губке не должно быть металлических элементов.
- Зачищенные места покрываются флюсом для пайки. Флюс необходим для надежного контакта соединяемых поверхностей.
- Фитинг надевается на подготовленный к работе край трубы, после чего можно заниматься непосредственно пайкой элементов.
- В первую очередь нужно начать прогревание стыка фитинга с патрубком при помощи газовой горелки. В таком состоянии все элементы удерживаются до расплавления флюса.
- При достижении необходимой температуры нужно взять прут мягкого припоя и приложить его к месту, где должен быть сварной шов.
- Если все предыдущие операции были выполнены верно, а температура горелки подобрана правильно, то припой начнет плавиться и потечет в стык, полностью заполняя все необходимое пространство.
- Остается лишь дождаться, пока припой остынет. Для охлаждения можно использовать воду, но особой необходимости в этом нет – шов хорошо остывает даже при комнатной температуре. Когда медные трубы для отопления и фитинги спаяны, можно подключать их к отопительной системе и запускать ее.

В описанной технологии нет ничего сложного – все действия просты, понятны и доступны даже начинающему мастеру. Конечно, перед чистовой пайкой придется поупражняться, чтобы монтаж отопления из медных труб не был сопряжен с неожиданными трудностями – например, правильно определить время нагрева деталей перед пайкой без практики очень сложно.
Заключение
Медные трубы – это дорогостоящий, но очень качественный материал, который отлично подходит для обустройства отопления. Длительный срок службы и способность противостоять большинству агрессивных воздействий делают медные изделия выгодным долгосрочным приобретением. Если же грамотно подойти к вопросу монтажа отопления из меди и выполнить все операции правильно, то в результате получится надежнейшая система отопления из медных труб, которая по долговечности может сравниться со всем зданием.
Стандартизация длины медной трубы
ГОСТом 617-2006 стандартизируются значения длины медных труб. Изделия могут выпускаться в бухтах либо отрезках. Во втором случае допускается изготовление труб немерной, а также мерной (или кратной мерной) длины. Так, длина холоднодеформированных изделий может находиться в пределах 15-60 (*10-1 м), прессованных – 10-60 (*10-1 м).
Бухты с трубами могут быть как свободной, так и упорядоченной намотки
Для труб длины, кратной мерной, необходимо припускать полсантиметра на каждый рез, а отклонения общей длины устанавливаются как для изделий мерной длины.
Трубы в бухтах поставляются длиной не меньше 10 метров при наружном диаметре до 1,8 см. Согласовав с потребителем, тянутые изделия можно изготовить в бухтах таких типов:
- БТ – бухта свободной намотки.
- БУ – бухта упорядоченной послойной намотки.
- БС – бухта спиральной плоской намотки.
Для изделий мерной длины предельные отклонения должны соответствовать значениям в таблице.
Таблица 10
| Диаметр, *10-1 мм | Отклонение длины, *10-1 мм | |
| <2000 | ≥2000 | |
| 30-500 | +60 | +100 |
| 500-1500 | +100 | +150 |
| >1500 | +180 | +240 |
Аналогичные параметры, если имеет место повышенная точность изготовления, даны в таблице.
Таблица 11
| Диаметр, *10-1 мм | Отклонение длины, *10 мм | |
| 1000-4000 | >4000 | |
| 30-250 | +0,5 | Значения согласовываются с потребителем |
| 250-1000 | +0,7 | |
| >1000 | +1,0 |
Выбор материалов
Популярность, которую завоевали полипропиленовые трубы, связана с рядом их положительных качеств:
- Цена на них значительно ниже, чем на металлические аналоги.
- Высокая долговечность, благодаря тому, что пластик не ржавеет, к тому же на нем практически не откладывается осадок.
- Не нуждаются в покраске.
Однако, следует учитывать, что для систем отопления подходят не все виды полипропиленовых труб. Дело в том, что они обязательно должны иметь армировочный слой, который предотвращает значительное температурное расширение трубопровода.

Армированная полипропиленовая труба
Причем желательно, чтобы армировочный слой был алюминиевым, так как стекловолоконная армировка приводит к насыщению теплоносителя кислородом. Это в свою очередь вызывает ржавление металлических поверхностей котлов и других элементов теплоснабжения. Трубы, которые имеют алюминиевое армирование и подходят для систем теплоснабжения, обозначаются маркировкойPN25.
Что касается диаметра, то оптимальный параметр –25 мм.
При этом также необходимо приобрести фитинги, к которым относятся:
- Муфты;
- Угловые переходники;
- Шаровые краны.
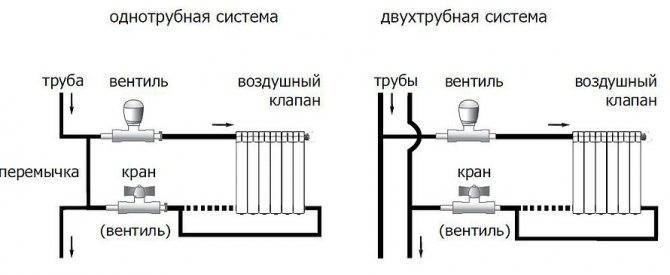
Схема однотрубного и двухтрубного подключения радиаторов
Медные трубы для водопровода – лучшее решение вопроса водоснабжения
Трубы из меди обладают рядом особенностей, обусловленных свойствами металла изготовления и бесшовной технологией их производства. Медные трубы для водопровода лишены существенных недостатков и наиболее предпочтительны для водоснабжения.








Медный трубопровод на фитингах, собранный методом пайки твердым припоем, выдерживает максимальные нагрузки более 500 атм и температуру до 600 °С. Многие материалы при понижении температуры становятся ломкими. Медь является исключением – прочность и пластичность этого металла с падением температуры возрастают.
Это свойство обеспечивает допустимость многократного замораживания и размораживания труб из меди (в зависимости от твердости изделий до 3 раз). Даже если происходит авария, то только в одном месте, в отличие от стальных трубопроводов, у которых порыв распространяется по всей трубе.
Поэтому ликвидация последствий заморозки медных изделий не представляет большого труда, а стальную систему необходимо заменять полностью.
Медные трубы просты в механической обработке и очень технологичны на любом участке прокладки: при прохождении отверстий, огибании углов и иных препятствий, монтаже аппаратуры, монтировании отвода на уже готовом трубопроводе.
Для всех работ необходим нехитрый механизированный и ручной инструмент.
Во время испытаний всегда происходил разрыв в теле трубы, и никогда не нарушалась герметичность мест соединения, в том числе обслуживаемых. Капиллярная пайка позволяет производить быстрый и простой монтаж.
Ее преимущества особенно очевидны при сопоставлении со сваркой, требующей повышенной аккуратности и тщательности в работе с пластиковыми трубами, либо громоздкого оборудования в случае систем из стали.
Кроме соединений высокой долговечности и надежности (прессование, пайка, сварка), есть и не требующие специальных навыков и инструментов – с помощью фитингов для быстрого монтажа при авариях, а также в безнапорных системах (самофиксирующиеся, компрессионные и так далее).
Это обеспечивает оперативность и гибкость в работе монтажника. Нарезать резьбы на трубах из меди запрещено, но комбинированные фитинги позволяют произвести простой переход на резьбу посредством прессования или пайки.
Медный трубопровод допустимо замоноличивать в стены и пол, если использовать изделия в изоляции, гофро-трубе, оболочке, где предусмотрено тепловое расширение, обусловленное колебаниями температуры подаваемой воды, либо смонтировать в коробе.
Обслуживаемые соединения запрещается замоноличивать без обеспечения доступа к ним. При открытой прокладке медные трубы очень эстетичны, допускают окраску, но требуют такого расположения, которое предотвращает риск случайного повреждения.

Основные характеристики изделий из меди
Основные эксплуатационные характеристики медных труб регламентированы ГОСТом. Согласно нормативному документу изделия из меди могут изготавливаться из сплавов. Одним из самых применяемых сплавов является латунь. Благодаря добавке других элементов можно получать материал с различными свойствами. Но главные характеристики изделий из меди таковы:
- Высокая коррозийная стойкость;
- Гибкость;
- Устойчивость к ультрафиолету;
- Высокая стойкость к перепадам температуры;
- Высокая теплопроводность;
- Прочность;
- Экологичность;
- Стойкость к вибрации;
- Длительный срок службы.
Изделия из меди подлежат 100% переработке. Единственным их недостатком можно назвать сравнительно высокую стоимость.

Медные изделия
Для того чтобы медные изделия прослужили долгие годы, необходимо учитывать их назначение, а также:
- Размеры;
- Диаметры;
- Толщину стенок;
- Давление в системе;
- Наличие изоляции.
В соответствии с типоразмерами труба может быть:
- Тонкостенная;
- Толстостенная.
Тонкостенная труба применяется в тех сферах, где нужна легкая и в тоже время прочная система коммуникации (в судостроении, автомобилестроении, авиации). Толстостенная труба имеет повышенную прочность, потому используется при транспортировке жидких и газообразных веществ. Толстостенная труба изготавливается такими способами:
- Сварным;
- Бесшовным.
Медные трубы для теплого пола
Также по нормативам сортамент медных изделий может быть разного сечения:
- Круглого;
- Прямоугольного;
- Квадратного.
Труба круглого сечения предназначена для системы водопровода и отопления, а профильная прямоугольного сечения — в основном для сферы машиностроения. Профильная труба имеет следующие положительные характеристики:
- Не деформируется;
- Имеет высокую прочность;
- Выдерживает большие нагрузки;
- Имеет относительно легкий вес.
Профильная труба имеет отличную сопротивляемость нагрузкам, поэтому практически незаменима в строительстве, а также в автомобильной промышленности. Для того чтобы убедиться, что изделие отвечает всем стандартам качества, необходимо сопоставить его реальный вес с весом согласно ГОСТ.
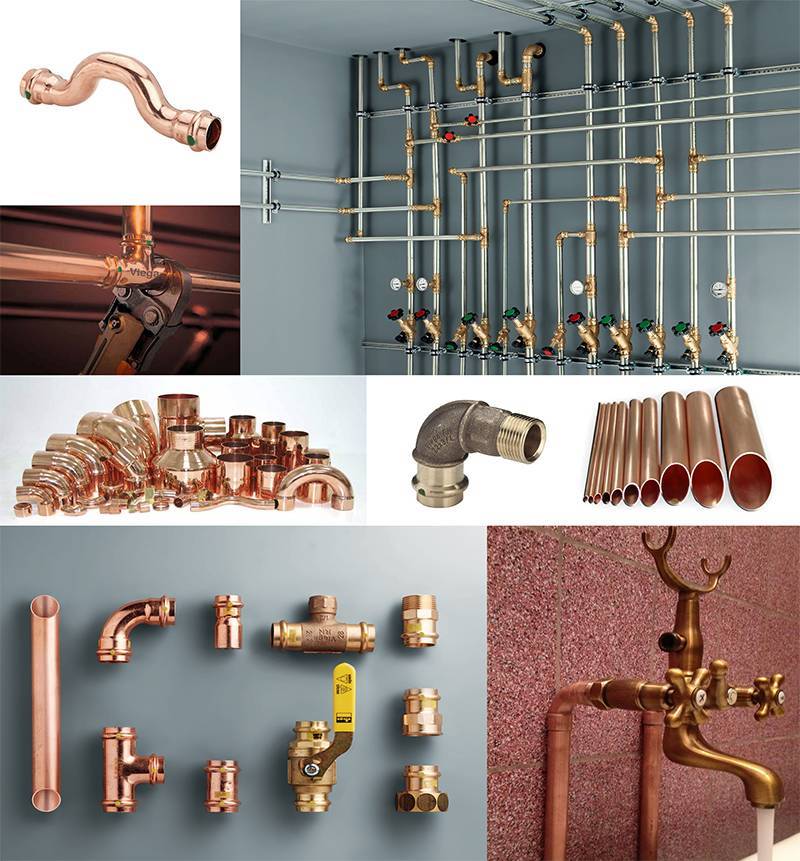
Фитинги для соединения медных трубопроводов
Медные фитинги — фасонные элементы, посредством которых отдельные участки трубопровода стыкуются между собой. Фитинги для медных труб выпускаются в следующих конфигурациях:
- параллельные муфты;
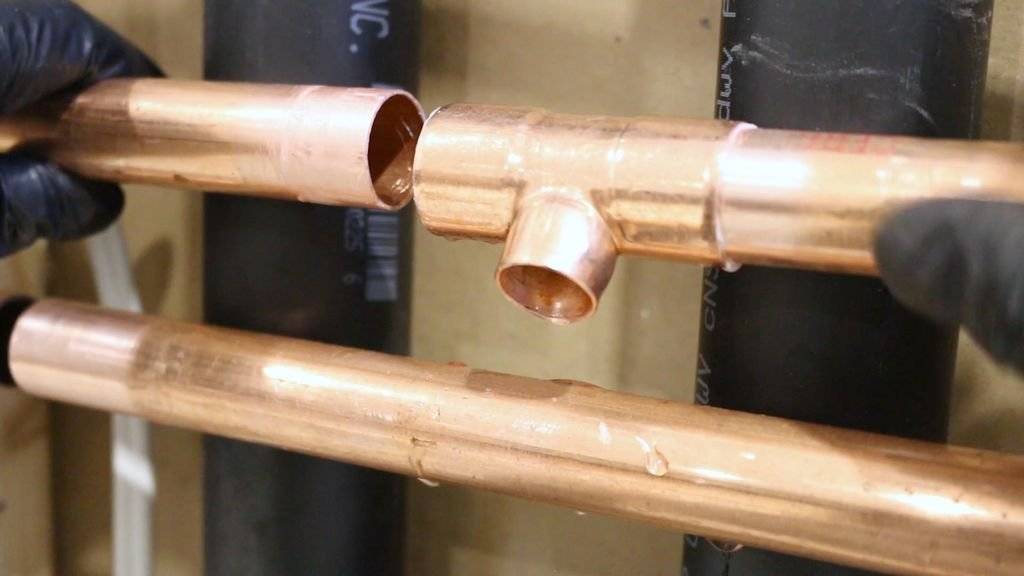
- тройники;
- угольники (на 45 и 90 градусов);
- крестовины.
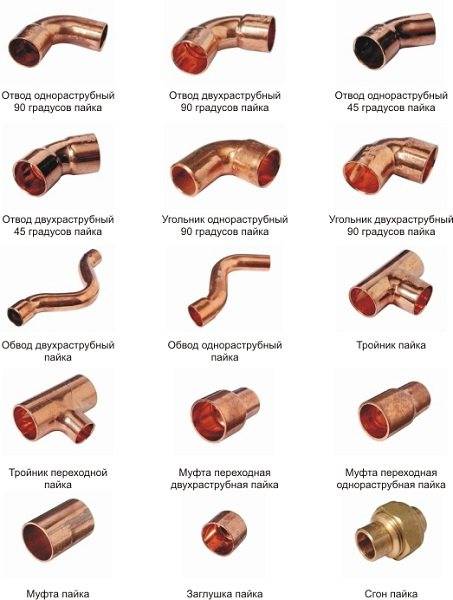
Вышеуказанные медные фитинги могут быть одноразмерными — для соединения труб одинакового диаметра, либо переходными — для соединения разных по размеру участков трубопровода.
Фитинги под пайку
Соединительные изделия, предназначенные для стыковки методом пайки, называются капиллярными. Их внутренние стенки покрыты тонким слоем оловяного припоя — расплавленный припой заполняет зазор между стенками соединяющихся изделий и после отвердевания прочно сцепляет их между собой.
Среды качественных изделий под пайку отметим фитинги Sanha. Данная компания производит медные фитинги всех распространенных типоразмеров согласно немецким стандартам качества из сплава марки CW024A. Соединения способы выдерживать давление в диапазоне 16-40 Бар и рабочую температуру в 110 градусов.
Технология соединения медных трубопроводов методом пайки достаточно проста в исполнении:
- Стыкующиеся поверхности трубы и фитинги очищаются от загрязнений, обезжириваются и обрабатываются мелкозернистой наждачной бумагой.
- На стенки трубы наносится слой низкотемпературного флюса толщиной до 1 мм.
- Соединяющиеся элементы стыкуются между собой, после чего место стыка прогревается термофеном или газовой горелкой до температуры 400 0 на протяжении 10-15 секунд .
- Выжидается время охлаждения стыка, после чего остатки флюса очищаются ветошью.
Выполнять пайку необходимо в проветриваемом помещении, так как при плавлении припоя и флюса выделяются вредные для организма газы.
Цанговые соединения
Цанговые, они же компрессионные фитинги для медных труб, выполняют обслуживаемое, подлежащее демонтажу соединение. Все классифицируются на две группы:
- «А» — для изделий из твердой и полутвердой меди;
- «Б» — для труб из мягкой меди.
Отличаются они тем, что фитинги класса «Б» имеют внутреннюю втулку — штуцер, на которую насаживаются соединяемые участки трубопровода. Штуцер выступает в качестве опорного элемента, предотвращающего деформацию медных стенок при обжиме.
Технология монтажа соединения:
- На трубу одевается накидная гайка и разрезное кольцо.
- Кольцо размещается на расстоянии 1 см от среза.
- Труба насаживается на штуцер фитинга.
- Накидная гайка закручивается вручную до упора, после чего дотягивается с помощью разводного либо рожкового ключа.
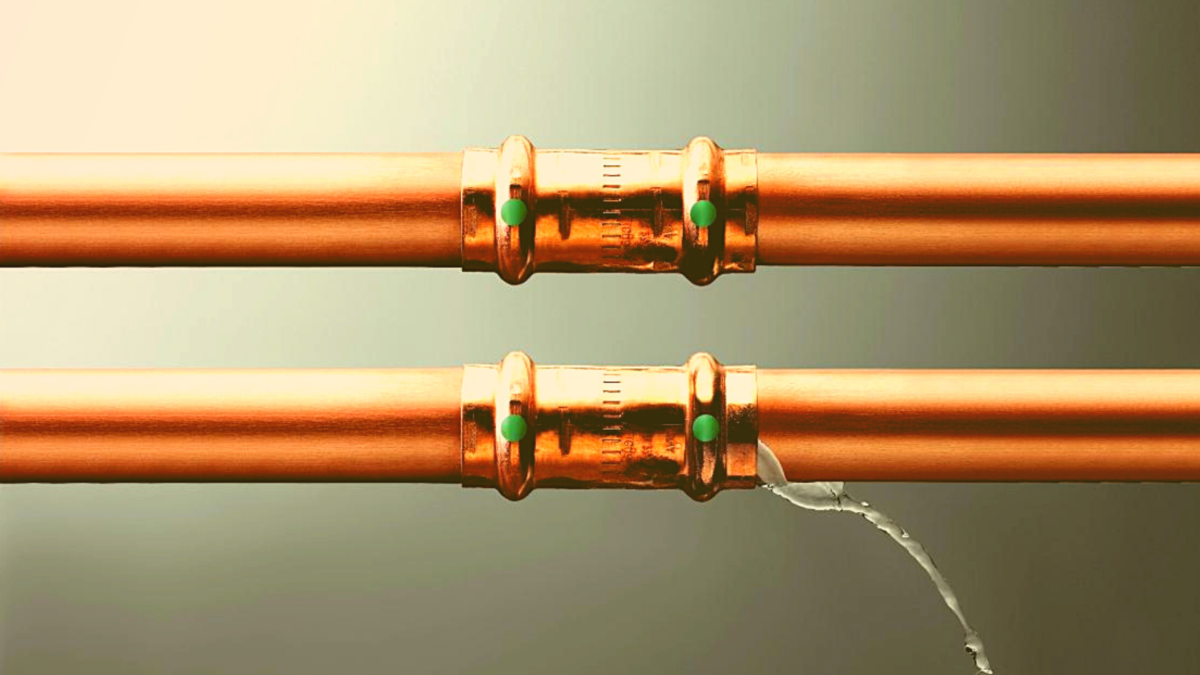
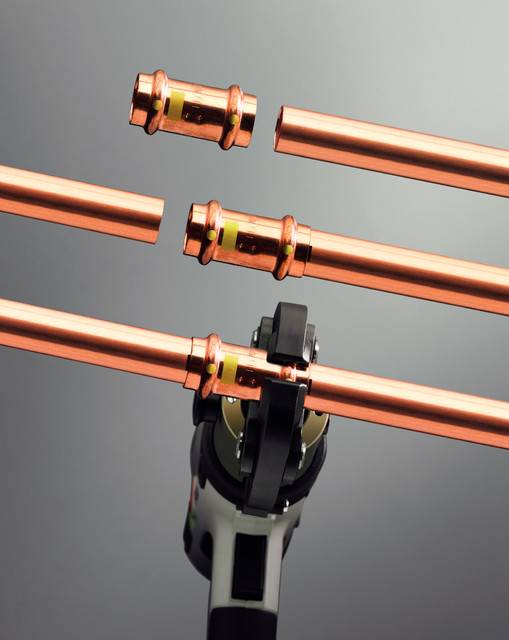
Прессовое соединение
Для медных труб состоят из корпуса, штуцера и обжимной гильзы. Их монтаж занимаем минимум времени — стыкующиеся участки трубопровода вставляются в посадочное гнездо на фитинге, после чего гильза обжимается с помощью пресс-клещей. Данный инструмент можно взять в аренду в сантехническом магазине либо купить, цены начинаются от 3 тыс. рублей.

Такое соединение является необслуживаемым, в отличие от цангового стыка вы не сможете выполнить его демонтаж, не нарушив целостность фитинга. В случае протечек необходимо выполнять замену соединительного элемента. Отметим, что пресс-фитинги являются наиболее надежными и долговечными, срок их службы доходит до 30 лет.
Не смотря ни на что, медные трубы были и остаются одними из наиболее востребованных материалов для строительства трубопроводов различного назначения, наряду с металлическими, пластиковыми и изделиями других типов. Согласно ГОСТ медная труба может использоваться во многих отраслях хозяйства, что обусловлено особенностями главным образом самой меди, а также технологией бесшовного получения труб.
В данной статье будет дана общая характеристика медных труб, озвучены их свойства и некоторые особенности монтажа.
Особенности разных методов соединения
Монтаж узлов на медных трубопроводах выполняется следующими способами:
- сварной – с нагревом до температуры, близкой к температуре плавления,
- капиллярный – пайка при невысокой температуре,
- резьбовый – скручивание на резьбу,
- обжимной – с применением компрессионных фитингов,
- опрессовочный – с помощью пресс-фитингов и пресс-клещей.
Каждый из методов имеет нюансы проведения монтажных работ и особенности получаемых узлов. Сварка и пайка позволяют образовать надежные неразъемные узлы, но для их выполнения необходимо сварочное оборудование, а его применение не всегда возможно. Остальные способы можно применять для монтажа медных трубопроводов в помещениях, где проведены отделочные работы, в непосредственной близости от других коммуникаций, в том числе рядом с газовыми трубами.




Сварное соединение медных труб
Сварка трубной продукции из меди производится только встык.
Работы выполняются в следующем порядке:
- Под соединяемые элементы прокладывают асбестоцементные листы, чтобы снизить потери тепла и ускорить нагревание трубы и фитинга.
- Торцы фитинга и трубы нагревают газовой горелкой, работающей на высокой мощности.
- Стыкуют оплавленные срезы и плотно прижимают их друг к другу, избегая перекосов.
- Остывший шов проковывают, чтобы снизить зернистость образовавшегося грата.
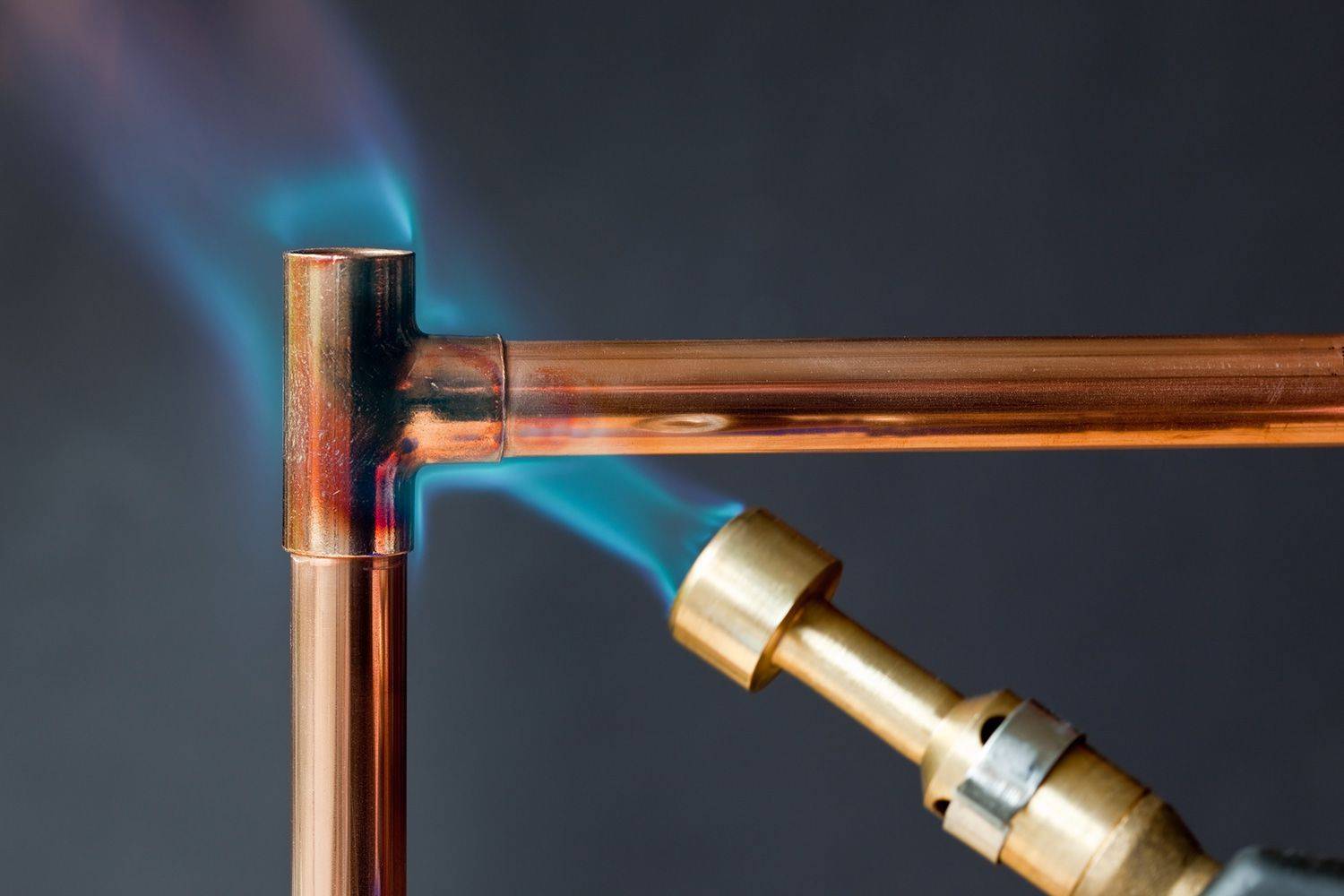
Капиллярное соединение или пайка
Более популярным, чем сварка, методом монтажа медных узлов является пайка. Во-первых, этот метод не требует сильного нагревания соединяемых деталей и последующей проковки шва. Во-вторых, нет ограничений по времени работ, так как нагревать нужно не трубы и фитинги, а припой – тонкую проволоку из технической меди.
Выполняется соединение в несколько шагов:
- Вставляют трубу в раструб фитинга.
- Нагревают место соединения, нанося припой на трубу вдоль края надетого на нее раструба.
- Расплавленный припой поднимается по зазору между медными элементами, равномерно заполняя его.
- Дают образованному узлу остыть.
- После остывания очищают наружную часть соединения от остатков припоя при помощи чистящего средства. Внутренности трубопровода с этой же целью промывают водой сразу или по окончании монтажа всех узлов.
Использование резьбовых фитингов
Самым простым является соединение на резьбу, выполняемое, если нужно образовать разъемный узел. Чаще всего для этого способа применяются стальные и латунные фитинги, которые могут иметь внутреннюю или внешнюю резьбу.
Выполняется монтаж следующим образом:
- Наматывают на внешнюю резьбу фитинга или трубы ФУМ-ленту.
- Вкручивают элемент с внешней резьбой внутрь элемента, имеющего внутреннюю, вручную.
- Завинчивают фитинг до упора при помощи гаечного ключа.
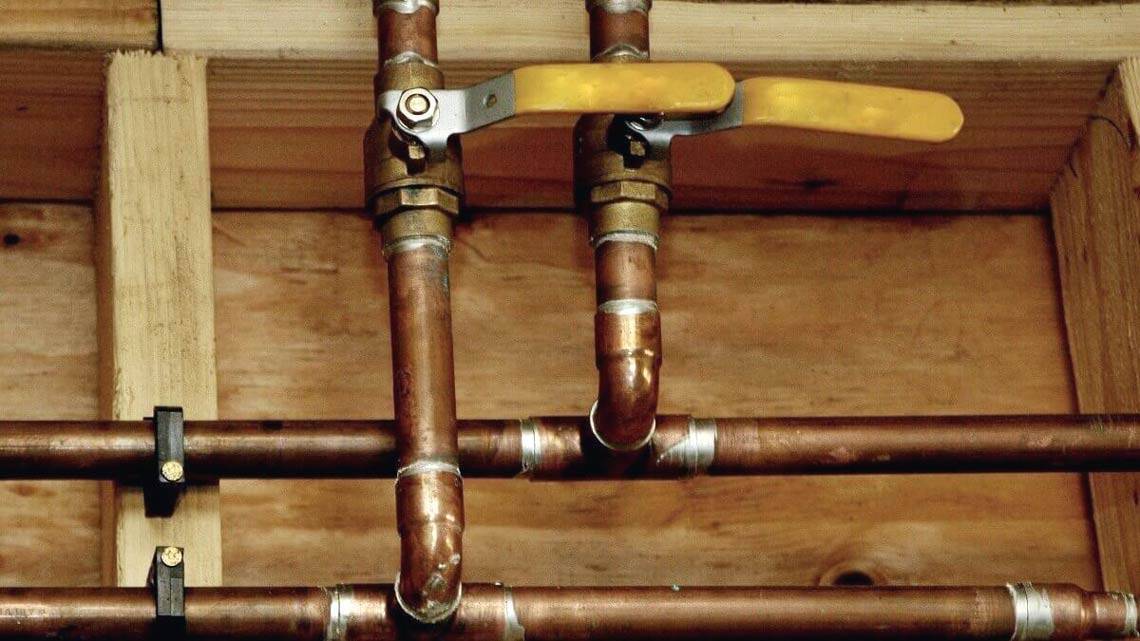
Обжимные фитинги
Компрессионная арматура состоит из корпуса с внешней резьбой на штуцерах, обжимной гайки и одного или двух обжимных колец. Суть метода соединения заключается в том, что торцевую часть трубы зажимают между штуцером фитинга и обжимной гайкой. Удобен этот способ тем, что проводится без нагрева, без специальных инструментов – достаточно разводного ключа, этим же ключом при необходимости можно демонтировать узел. При этом надежность компрессионного узла гораздо выше, чем у резьбового. Обжимные фитинги производят из различных материалов, но для соединения медных труб применяются только те, у которых обжимные кольца изготовлены из меди.
Соединение выполняется в следующем порядке:
- Снимают с фитинга и надевают на трубу обжимную гайку, сдвигают ее в сторону от края.
- Поочередно выполняют эти же действия с обжимными кольцами.
- Вставляют в трубу штуцер фитинга.
- Поочередно сдвигают к корпусу фитинга кольца и навинчивают гайку.
- Затягивают обжимную гайку ключом.
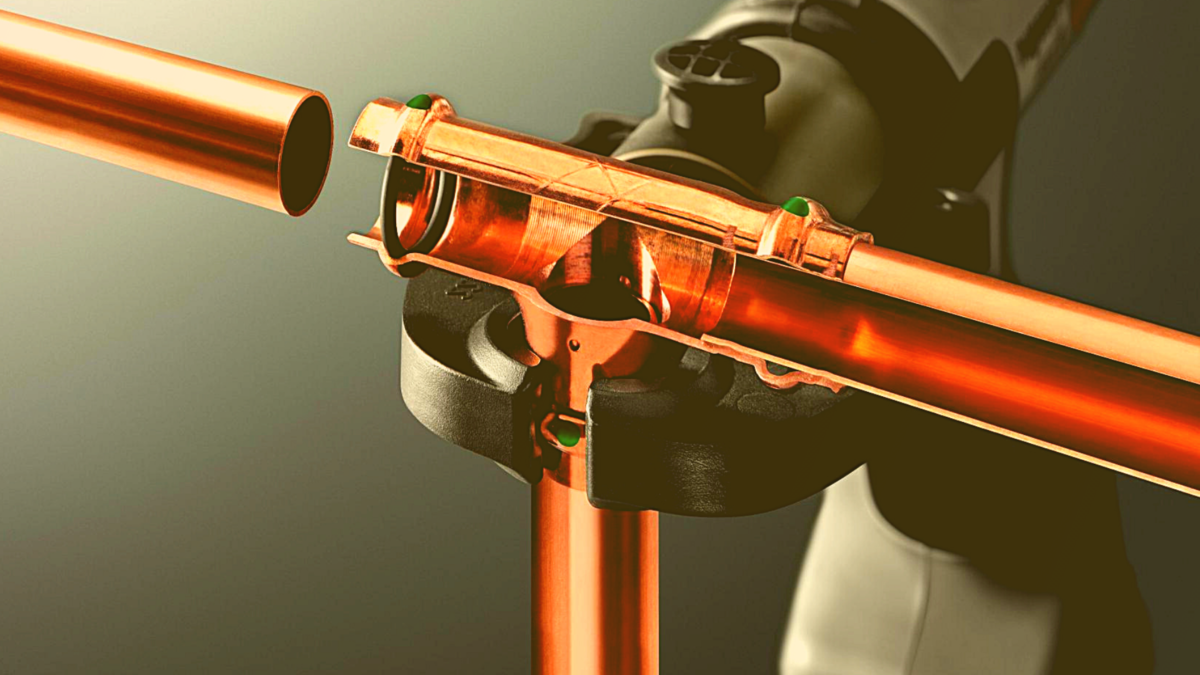
Особенности применения пресс-фитингов
Опрессовка напоминает обжимной метод соединения, но для выполнения опрессовочного узла необходим пресс-фитинг и пресс-клещи.
Фитинг для опрессовки состоит из корпуса с гладким или ребристым штуцером, фиксирующего кольца и пресс-кольца.
Порядок монтажа узла:
- Надевают на трубу пресс-кольцо и фиксирующее кольцо, сдвигают их в сторону от среза.
- Устанавливают штуцер в трубу.
- Сдвигают поочередно кольца к корпусу фитинга.
- Затягивают пресс-кольцо пресс-клещами.
Получаемое соединение является неразборным и по надежности не уступает сварному и капиллярному.
Медные трубы и разновидности материалов их покраски
Во время проведения ремонтных работ необходимо обязательно проверить состояние труб и оценить качество их поверхности. Хотя изготовленный из медных элементов трубопровод не подвержен ржавлению, хочется, чтобы он был окрашен в единой цветовой гамме помещения. Более того, краска будет служить защитой от внешних повреждений.
Для покраски медных труб отопления используется алкидная эмаль.
Чтобы покрасить медные трубы, можно воспользоваться различными видами эмали. Эти краски отличаются друг от друга характеристиками и входящими в их состав ингредиентами.
В число таких красок входит:
- Эмаль алкидная — имеет устойчивую структуру к воздействиям различного характера. Более того, может выдерживать большую температуру нагрева (свыше 100 градусов). Однако существует и отрицательный момент — сильный неприятный запах. Он может сохраняться до момента полного высыхания краски.
- Краска на водно-дисперсионной основе — обладает коротким временем высыхания и не выделяет неприятный запах. Но имеет короткий срок службы.
- Акриловая краска — основными ее компонентами являются органические растворители. Она обладает глянцевым блеском и при длительном использовании не теряет свой цвет. Но для ее нанесения требуется дополнительная подготовка поверхности.
Как рассчитать вес меди
Медь имеет сплавы, которые отличаются по своему составу, а также по физическим и химическим свойствам. С теоретической стороны вес медных изделий зависит от того, какие их диаметры и толщина стенок. Согласно ГОСТ существует специальная таблица для определения веса метала. Такая таблица хороша своей простотой использования. Но для такого способа определения веса необходимо знать много исходных данных.
Таблица используется только в тех случаях, когда габариты изделия соответствуют стандартам.
Для того чтобы рассчитать вес необходимого изделия, нужно знать его удельный вес. Удельный вес изделий можно рассчитать такими способами:
- С помощью формулы;
- С помощью специального онлайн калькулятора.
Формула удельного веса медных изделий такова:
γ=Р/V,
где Р — вес однородного металла
и V- объем сплава.

Медные трубы для отопления и водоснабжения
Медные трубы: советы монтажнику
Продолжая публикацию работы крупного специалиста в области проектирования и монтажа медных труб Брайана Карри (Великобритания), следует отметить, что собственно монтажные работы по меди не отличаются сложностью и не требуют каких-либо специальных навыков. В большинстве развитых стран медные трубы в сантехнических изделиях используются давно и повсеместно: в США в отдельных штатах доля медных трубопроводов в системах водоснабжения и отопления жилых и общественных зданий превышает 90 %; в Великобритании медная труба является основным материалом, а в целом по Европе доля медных трубопроводов в сантехнических установках составляет 70 %. В этих странах существует объективное стремление к совершенству: специалисты-монтажники устраивают соревнования, кто быстрее, точнее и красивее осуществит монтаж. В Европе и США профессия монтажника санитарно-технических систем является высокооплачиваемой и почетной. Книга Брайана Карри “Медные трубы: советы монтажнику” рассчитана не только на начинающего, но и на опытного специалиста. Она содержит, среди прочего, нюансы монтажа, которые, возможно, и излишни при массовом строительстве, но необходимы тем, кто ставит перед собой задачу создать совершенную систему и гордится результатами своего труда.
Журнал “Сантехника” совместно с Европейским институтом меди продолжают серию публикаций по методике монтажа медных трубопроводных систем.
Медные трубопроводы прошли испытания временем практически во всех возможных сферах применения в водоснабжении и отоплении. Универсальность медных труб привела к тому, что появилось большое число разнообразных крепежных систем для различных задач. В качестве общего принципа следует понимать, что какой бы вид крепежа не применялся, он должен выполнять одну главную функцию: обеспечивать надежное крепление в течение всего расчетного срока системы, т. е. от 50 до 80 лет. Различные производители предлагают разнообразные крепежные конструкции, лишь некоторые из которых изображены на рис. 1. Принципиально крепеж можно разделить на зажимы и опоры, а опоры, в свою очередь, на скользящие и неподвижные.
Рисунок 1. (подробнее)
Распространенные виды зажимов и опор
Выбор подходящего крепежа зависит от ряда факторов, связанных с назначением конкретной системы, с местоположением участка и другими факторами. Например, в случае если требуется изоляция трубы от источника тепла или от замерзания, то простой пластиковый фиксирующий зажим не обеспечит достаточного расстояния между оболочкой трубы и прилегающей поверхностью. В этом случае более уместна кольцевая опора с резьбовым удлинителем (соответствующей длины) с пластиной для крепления к опорной поверхности.
С экономической точки зрения, крайне важен вопрос общего количества крепежных изделий, поскольку это напрямую влияет на стоимость всей системы. В этом смысле медные трубы, обладающие высокой механической прочностью, а оттого в некоторой степени имеющие свойство пространственной “самоподдержки”, находятся в преимущественном положении по сравнению с трубами не металлическими.
Расстояние между крепежными элементами
Рекомендуемые интервалы между точками крепления приведены в таблице, из которой видно, что при вертикальной прокладке требуется меньше крепежных элементов (расстояние между точками крепления больше). Это объясняется тем, что проложенные вертикально трубы не испытывают прогибающих усилий от собственного веса и по иным причинам. Воздействие прогибающего усилия, даже только под действием собственного веса, присуще трубам из любых материалов, проложенным горизонтально. В случае если расстояние между рекомендуемыми точками крепления не будет соблюдаться, то экономия на крепеже неизбежно приведет к провисанию труб.
При креплении вертикальных труб следует избегать того, чтобы собственный вес вертикальной трубы и находящейся в ней жидкости приходился на горизонтальный трубопровод, соединенный с ней. Иначе говоря, в нижней части вертикальные трубы должны обязательно фиксироваться неподвижными опорами.
Необходимо правильно выбрать способ крепежа при креплении труб большого диаметра и/или при креплении к малопрочным конструкционным поверхностям. Выбранный способ должен обеспечивать надежность крепления не только с учетом веса самой трубы и находящейся в ней жидкости, но и с учетом иных сил, воздействие которых если даже и неочевидно, но теоретически возможно в каждом конкретном случае.






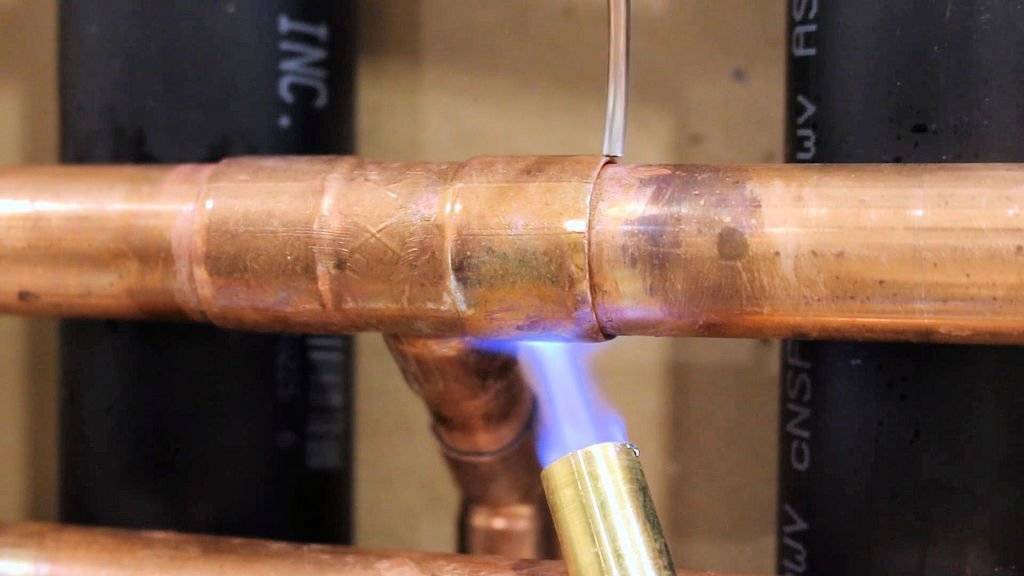

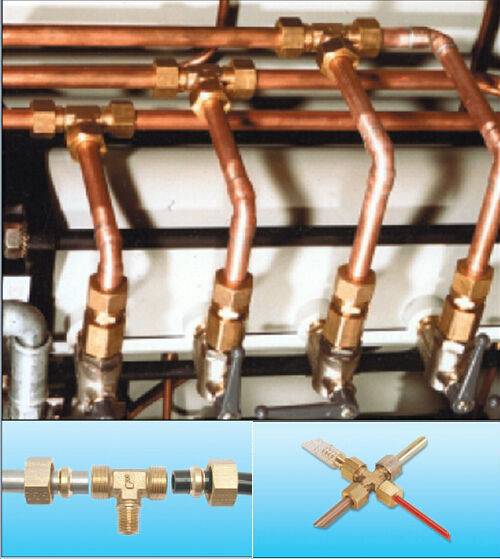

Рисунок 2. (подробнее)
Расположение неподвижных опор для правильной организации компенсации теплового линейного расширения
Нормативные требования
Как и положено, все производственные и монтажные процессы строго регламентируются государственными стандартами.
Производство
Для производства трубной арматуры используются медные сплавы, содержание меди в которых определяется российскими ГОСТами 617-2006 (взамен ГОСТа 617-90), Р 52318-2005, 859–2001, 11383-75 и европейским стандартом качества EN 1057, и, как правило, не бывает менее 99,5%. Различают следующие марки меди:
- М1. Содержание меди в соединении с серебром – 99,9%. Практически абсолютная чистота сплава обеспечивает наилучшие показатели пластичности, прочности, тепло- и электропроводности материала. Марка М1 рекомендована для отопительных контуров (max t рабочей среды — 250⁰С), а также криогенных установок.
- М2. Содержание меди и серебра – 99,7%.
- М3. — так называемая техническая медь, изготовленная в результате вторичной переплавки или огневого и электролитического рафинирования. Содержание меди и серебра – 99,5%. Металлопрокат марки М3 характеризуется хорошей прочностью и доступной стоимостью.
Снижение доли меди и увеличение доли соплавляемых элементов (никеля, олова, железа, свинца, мышьяка и пр.) в первую очередь оказывают влияние на коэффициент электропроводности, существенно его снижая. Индекс прочности при этом остаётся практически неизменным.

Нормы проверки качества определены ГОСТом 24231-80 и 6507—90.
Кроме химического состава нормативы оговаривают ряд технических условий, в соответствии с которыми производится медная трубная арматура:
- Отсутствие расслоений, трещин, ржавчины и заусенец на торцах.
- Внутренняя поверхность труб должна быть ровной и не иметь выпуклостей, препятствующих току носителя. Допустимое количество выемок и их размер строго ограничено: не более 2 на погонный метр и до 0,25 мм соответственно.
- Соответствие диаметров установленным типовым размерам.
- Сопровождение каждой партии (бухты) технической документацией и маркировкой.
Маркировка расшифровывается следующим образом:
Технология изготовления:
- Д – Холоднодеформированная прокатная.
- Г – Прессованная.
Форма поперечного сечения:
- КР (К) – Круглая.
- ПП – Прямоугольная.
- ПК – Квадратная.
- ПО – Овальная.
Точность производства:
- П – повышенная точность.
- Н – в рамках нормы.
- К – точность по толщине стенки.
- И – эталонная точность диаметра.
- Б – точность по длине.
- О – точность по кривизне.
- Р – норма по растяжению.
- Н — твёрдость по Виккерсу.
Тип пластичности:
- М/Л – мягкая.
- П/Ф – полутвёрдая.
- Т/Ч – твёрдая.
Обозначения длины:
- НД – немерный трубопровод.
- МД/КД – мерный трубопровод.
- БТ – бухта.
Обозначение формы намотки бухты:
- БУ – упорядоченная.
- БС – спиральная.
Пример расшифровки маркировки представлен ниже на фото:

Монтаж
Стандарты монтажа и эксплуатации изложены в СП 40-108-2004:
- Соединение медных коммуникаций с трубопроводами из стали и алюминия выполняется в строго определённой последовательности: перед медными участками по направлению движения носителя. Несоблюдение данного принципа приводит к эффекту электрохимической коррозии. В отношении латуниевых и пластиковых труб – особенных ограничений нет.
- Максимально допустимая скорость движения носителя в контуре – 2 м/с.
- Индекс жёсткости воды должен быть в пределах от 1,42 до 3,1 мг-экв/л. Иные показатели истощают ресурсы меди.





