

Какую муфту использовать после зачистки трубы
После обработки внешней поверхности патрубка его диаметр уменьшается на 2 мм. Поэтому становится неясно, какую муфту можно использовать после зачистки трубы и подойдут ли стандартные модели. Для решения понадобится линейка, а лучше штангенциркуль.
Перед началом обработки замеряется внешний диаметр трубы. Если он большое от нормированного на 1,5-2 мм, то они будут удалены после зачистки. Пример: изначально внешний диаметр патрубка составил 22 мм, после обработки он стал 20 мм. Значит можно паять его в муфту со стандартным внутренним сечением.
Как исключить ошибки при подборе комплектующих для трубопровода:
- покупать элементы от одного производителя, желательно одной серии;
- изучить чертеж каждого элемента с линейными размерами;
- перед приобретением замерить внешние диаметры трубопроводов, внутренние муфт;
- методом проб узнать толщину снимаемого слоя для имеющейся модели инструмента зачистки.
С торцеванием таких проблем не возникнет, так как наружный радиус патрубка после обработки останется неизменным. Независимо от способа подготовки перед началом работ нужно сделать несколько контрольных паек. Это поможет избежать неточностей и ошибок при монтаже водопроводной системы или отопления.
В видеоматериале рассказывается об особенностях обработки полимерных трубопроводов, их видах:
Watch this video on YouTube
Подготовка к выполнению операции вручную

Считается, что история первых винтовых соединений началась задолго до рождения Христа. Первопроходцем является древний философ, математик и механик Архит Тарентский, живший в 3 веке до нашей эры. Его последователем стал знаменитый на весь мир Архимед, воспользовавшись данным учением и применивший науку на практике для перемещения жидкостей и сыпучих веществ. Однако теоретические учения не вошли в учебники или были забыты (точно неизвестно), и технологический пик пришелся на 19 столетие нашей эры. Английский ученый или изобретатель Генри Модсли впервые представил научному сообществу аппарат в виде токарно-винторезного станка, с помощью которого и производилась точечная нарезка. По итогу дата создания оборудования приравнивается к промышленной революции, так как до этого времени ничего подобного не было придумано и именно с этого момента происходит прорыв во всех отраслях народного хозяйства во всем мире. К этому процессу приложили «руки» ученые, занимающиеся проблемами металлургии, машиностроения, материаловедения, станкостроения и других немаловажных для жизни прикладных наук.
А теперь рассмотрим подготовительные работы по нарезке трубной резьбы вручную.
Сначала давайте разберемся, что под этим подразумевается и каковы ее параметры. Это прорезанные канавки с равномерным шагом между витками и с одинаковым геометрическим профилем на материале конической или цилиндрической формы. Используются для соединения различных деталей, узлов повсеместно от строительства дома и проведения водоснабжения до машино- и судостроения.
Мы предоставляем вам схематическое изображение, чтобы освежить в памяти знания.
а – обозначает внешнюю резьбу. Чаще гражданам приходится самостоятельно нарезать такой вид для соединения сантехнических устройств.
б – внутренняя обработка.
На картинке в обоих вариантах диаметр обозначается английскими буквами d, d1 и, соответственно, D, D1.
Вы ошибаетесь, считая, что резьбовую операцию невозможно произвести в домашних условиях без применения специальной техники. Все можно изготовить самостоятельно без чрезмерных финансовых вложений с помощью подручных инструментов.
Для этого перед началом работы стоит обратить внимание на следующие моменты:
- Загрязненность заготовки. Если на поверхности существуют инородные включения, земля, ржавчина, окалина, маслянистые отложения, следы от нефтепродуктов и т.д., то абсолютно понятно, что эти проблемы необходимо устранить очищением. В противном случае посторонние включения вполне вероятно ухудшат качество сделанных витков.
- От производителей мы зачастую получаем деталь с фаской на конце, то есть с подворотом. Этот дефект необходимо устранить при помощи болгарки, а лучше всего напильником. Так вы получите высококачественный образец.
- Если вы хотите получить изделие должного уровня, то придется нанести смазочный материал.
Мы рекомендуем вам прислушаться к нашим советам, в противном случае рабочая часть способна сильно износится, а само мероприятие затянется на неопределенное время и вполне вероятно, что невыполнение условий способно привести к деформации детали и в конечном счете к ее поломке.
Нарезание внешней резьбы цельной плашкой
Для нарезания внешней резьбы на трубах часто применяются цельные плашки. Они представляют собой закалённую гайку с внутренними режущими кромками. Такой инструмент пригоден для нарезания резьбы диаметром до 52 миллиметров.
Фото skylots.org
Фото skylots.org
Он недорог, характеризуется хорошей жёсткостью и точностью работы, однако служит недолго, поскольку быстро изнашивается. Работа с плашками требует определённого опыта, потому для того, чтобы не повредить инструмент и трубу, целесообразно потренироваться на отрезке трубы.
Порядок работы с цельной плашкой следующий. В первую очередь нужно подобрать инструмент соответствующего диаметра при помощи штангенциркуля. Плашка устанавливается в держатель, после чего фиксируется винтами. Нужно убедиться в том, что плашка закреплена надёжно, поскольку в противном случае резьба может получиться неровной.
Труба зажимается в тисках или же фиксируется любым другим способом в вертикальном положении. На поверхность трубы, а также на резцы плашки наносится смазка или масло. Смазывание следует производить в процессе работы неоднократно.









Фото instructables.com
Фото instructables.com
Непосредственно нарезание резьбы осуществляется в плоскости, строго перпендикулярной направлению оси трубы, по часовой стрелке. Если возникнет перекос, то витки резьбы будут сорваны или произойдёт изменение диаметра нарезания. После нарезания нескольких витков нужно периодически прокручивать плашку в обратном направлении для удаления стружки. После этого нарезание продолжается.
Работы нужно выполнять плавно и не допускать рывков. Для того чтобы нарезать качественную резьбу, нужно прогнать её сначала черновой плашкой, а уже затем использовать чистовую. Долго нарезать не придётся — вполне достаточно длины резьбы в 10 миллиметров, что является стандартным показателем для большей части трубопроводных сетей бытового назначения. После использования плашки смазку нужно удалить с поверхности трубы и инструментов. С помощью ветоши обработанные участки очищаются от стружки.
Фото instructables.com
Фото instructables.com
Проблемы могут возникнуть при работе с трубами из нержавеющей стали, поскольку в данном случае металл является достаточно твёрдым. Для нарезания резьбы на таких трубах нужно подбирать плашку из соответствующей стали — к примеру, с маркировкой Р18Ф2. Если применять плашки из более мягких сталей, то инструмент будет безнадёжно испорчен.
Что такое резьба на металлических трубах
Трубная резьба – спиралевидное чередование канавок и выступов (витков) на наружной или внутренней поверхности труб. Используется она при монтаже наружных, внутренних газо- и водопроводных сетей, соединения труб в различных конструкциях.
Основными функциями резьбы на металлических трубах являются следующие:
- Соединение труб при помощи различных фитингов (муфт, сгонов, углов, тройников, крестовин).
- Герметизация, надежная фиксация соединенных труб при помощи уплотнительных материалов.
- Возможность разборки коммуникаций.
Основные параметры резьбового соединения:
- Профиль – выступы и впадины витков резьбы. В зависимости от видов резьбового соединения профиль может иметь треугольную, трапециевидную форму. К основным характеристикам профиля относится угол при его вершине, высота.
- Наружный диаметр (D) – параметр равный диаметру цилиндра описанного по вершинам выступов (для наружной резьбы) или по нижним точкам впадин (для внутренней). Выражается в миллиметрах
- Внутренний диаметр (D1) – в отличие от предыдущего параметра равен диаметру цилиндра, описанного по нижним точкам впадин, вершинам выступов. Измеряется в миллиметрах
- Направление – в зависимости от направления движения витков при закручивании резьбовая часть бывает двух видов: правая (закручивается по часовой стрелке), левая (при закручивании витки движутся против часовой стрелки);
- Шаг(P) – расстояние между одноименными сторонами соседних выступов профиля. Выражается в миллиметрах или в количестве витков (ниток) на дюйм.
- Количество заходов – число начальных (торцевых) выступов с которых начинается резьбовая часть.
 Строение резьбы
Строение резьбы
Для конусных резьбовых соединений применимы также такие параметры как конусность и угол подъема.
Способы
Резьба – это вид соединения, для осуществления которого учитываются элементы и угол профиля (поперечного сечения витка), а также диаметр по наружному, среднему и внутреннему краю. По профилю резьба делится на треугольную, трапециевидную, прямоугольную и другие виды.
Для нарезки газовых и водопроводных труб применяют трубную цилиндрическую резьбу. Последние два витка производятся не полностью. Это является сбегом, необходимым для герметичного соединения труб. Сбег выполняется специальными видами плашек. Диаметр трубы измеряется в миллиметрах, а резьбы – в дюймах.
Нарезка делится на внутреннюю и наружную, лево- и правостороннюю. В левостороннем варианте закручивание гаек производится в левую сторону, а в правосторонней – в правую. Типы резьбы определяются способами эксплуатации и бывают крепежными, ходовыми и крепежно-уплотнительными. Последний вариант используется для нарезки резьбы на трубах в домашних условиях.
Существует так называемый шаг нарезки – это расстояние между витками, а также размер глубины резьбы. Их конфигурации различны, но все они действуют по одному правилу: чем глубже – тем крепче.
Существует множество способов произвести нарезку резьбы: с помощью клуппа, автоматического электроклуппа, а также резьбонарезного станка. Наружная резьба вручную осуществляется плашками, установленными в рамку клуппа. Используют цельные и раздвижные конструкции плашек. С помощью разрезных (разъемных) конструкций корректируется диаметр нарезки.
Раздвижные плашки ставят согласно номерным значениям, круглые – устанавливают специальными винтами на вороток. Затем плашки фиксируются. В раздвижных плашках между ними и винтом устанавливается прокладка – сухарь.
Внутренняя резьба осуществляется с помощью метчиков. С помощью их устройства просверливают отверстия в металлической трубе, строго придерживаясь специальных расчетов. Для качественной нарезки приходится сделать как минимум три оборота.
Внутреннюю резьбу наносят так же, как и наружную, – возвратно-поступательными движениями: два шага вперед – один назад. Первый подход осуществляют черновым метчиком. Он имеет лишь одну риску. Затем процедура повторяется средним метчиком с двумя рисками. Завершается нарезка чистовым инструментом с тремя рисками на конце.
При осуществлении резьбы глубоких поверхностей инструмент необходимо периодически вынимать и вычищать. В глухих отверстиях используют длинные метчики с обязательным использованием смазочной эмульсии.
Автоматические электрические клуппы значительно упрощают нарезку резьбы на трубах. Они состоят из модифицированных редукторов и комплекта плашек различного калибра. Отличаются высокой производительностью, работают от электросети. При всех плюсах, инструмент имеет свои отрицательные черты. Например, у электрического клуппа при всей его мощности в 1кВт весьма значительная отдача, поэтому для закрепления электроклуппа используют струбцину.
Резьбонарезной станок, как правило, используется в промышленных масштабах и крупных мастерских. Станок имеет свои преимущества перед ручным и электрическим инструментом, в число которых входит высокая производительность, точность при нанесении резьбы, а также минимальное участие человеческого фактора.
Резьбонарезные станки для труб подразделяются на ручные, электрические и автоматические варианты. Ручной используют в домашних условиях – он компактен, транспортабелен, весит не более 50 кг, но не годится для труб больших диаметров. Электрические станки хороши для небольших мастерских, автоматические варианты из-за больших габаритов и высокой производительности широко используются в производственных масштабах.
Некоторые виды труб возможно нарезать только в промышленных условиях. Например, на углеродистой трубе диаметром 32 мм можно произвести нарезку только после обрабатывания ее поверхности специальным составом.
После проведения работ осуществляется выбраковка материала. Если изделие имеет дефекты в резьбе, то его нельзя использовать, поэтому нарезку нужно проводить, имея элементарные навыки и знания в этом вопросе.
Способы изготовления
Важно знать, как нарезать трапецеидальную резьбу, чтобы избежать неисправностей во время ее эксплуатации. Трапециевидная резьба легко изготавливается в промышленных масштабах
Ее методика изготовления имеет сходства с производством резьбы прямоугольной формы. Существуют следующие способы нарезания:
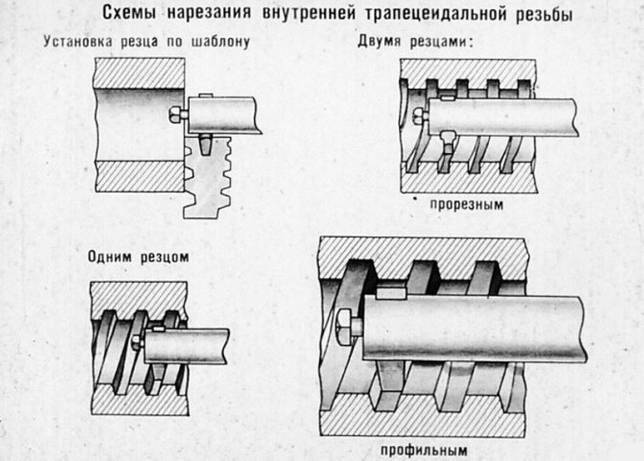
С применения 1 резца
Перед проведением данной процедуры важно подготовить обрабатываемую заготовку под нарезание: произвести измерение ее длины и ширины при помощи линейки или штангенциркуля. Изделие располагается на столе токарного станка
В заготовке нужно проточить канаву, в которую будет входить режущий инструмент. Во время приложения резца стоит проверить правильность его местоположения, расположив параллельно оси резьбы. После завершения подготовительных работ можно включать станок. Во время обработки режущая кромка инструмента совершает поступательные движение, образуя резьбу на профиле детали. Важно после завершения рабочего процесса сравнить обработанную деталь с шаблонном. Их профили должны совпадать. Из-за неточности режущего инструмента могут возникнуть незначительные погрешности.
Использование 3 резцов. Перед осуществлением процедуры также производятся подготовительные работы: налаживание токарного станка, расчет размерных параметров изделия и настройка 3 резцов. Режущие инструменты прикладываются к впадинам заготовки и проверяются на предмет надежности крепления. В соответствии с диаметром и углом подъема изделия резцы для нарезания могут быть установлены параллельно сторонам винтовой канавки и противоположно оси резьбы. 3 резца выполняют поступательные движения, формируя окончательный профиль. Проверка точности обработки осуществляется посредством сравнения получившейся детали с шаблоном.










При создании винтовых конструкций используется иной способ нарезания. При помощи резца проделывается неполная канавка. После этого необходимо выбрать режущий инструмент меньшего размера и увеличить длину канавки до внутреннего диаметра. Завершение процедуры проводится профильным резцом. Проверка результата обработки производится при помощи номинальных и предельных калибров.
Во время проведения нарезания важно соблюдать основные правила техники безопасности во время работы с режущими приспособлениями и токарными станками:
Работу с инструментами должен осуществлять специалист, соответствующий инструктаж.
Человек Работник обязан иметь специальную униформу, состоящую из производственного халата, защитных очков с прозрачными линзами, головного убора, ботинок и перчаток. Спецодежда должна быть отремонтированной и чистой
Перед работой с инструментами важно убедиться, что костюм полностью застегнут и плотно прилегает к телу.
На рабочем месте нельзя располагать посторонние предметы.
Перед проведением заточки важно проверить состояние токарного станка. На нем должны присутствовать механизмы для отвода производственного мусора, трубки и шланги для охлаждения, щитков для отражения эмульсии
Проверку токарного станка следует проводить на холостом ходу, оценивая работоспособность его основных комплектующих.
На патроне токарного станка не должны присутствовать стружка или инородные предметы.
Во время проведения обработки важно проверять прочность крепления режущих инструментов и местоположение заготовки.
Нельзя закреплять заготовку весом больше 16 кг и производить замеры во время ее вращения.
Нужно своевременно удалять производственный мусор при помощи специальных стружкоотводов.
Для нарезания деталей из вязких металлов применяются специальные режущие инструменты с заточкой.
Во время обработки заготовок запрещается облокачиваться на станок, смазывать детали, поддерживать изделие руками, избавляться от стружки при помощи струи воздуха.
При токарных работа необходимо применять люнеты, если обработка осуществляется на высокой скорости.
Важно следить за отводом СОЖ из токарного станка.
Нельзя отходить от станка во время его эксплуатации.
При пожарах на производстве необходимо выключить станковое оборудование, отойти на безопасное расстояние и оповестить компетентные органы. Соблюдение техники безопасности снизит риск возникновения чрезвычайных ситуаций.
Как нарезать резьбу на трубе своими руками: делаем резьбу
Очень часто во время установки магистралей трубопровода или же в процессе его ремонта необходимо старые трубы менять на новые. Для этого должна производиться нарезка на новых трубах подходящей резьбы.
У опытного мастера вряд ли будут со всем этим проблемы, ведь за годы работы он «набил себе руку» и может сделать все практически без усилий. Тем более, у профессионалов есть все необходимые для этого инструменты.
Что, если это нужно обычному человеку, который не знает, как сделать резьбу на трубе? Услуги сантехника часто имеют чрезмерно высокую стоимость.
Резьба необходима везде
Итак, для начала нужно запомнить, что на трубах всегда нарезается трубная резьба. Кроме этого, не стоит долго думать насчет размеров, ведь во всех квартирах трубы стандартные, и их размеры могут быть равны 1″, 1 1/4″, 3/4″ или 1/2″. Поэтому, для нарезки резьбы своими руками нужно обзавестись плашкой или трубным клуппом.
Как нарезать резьбу на трубе при помощи плашки
Сначала речь будет идти о плашке. Иногда можно услышать, как этот инструмент называют «леркой», хотя последний термин пришел еще со времен СССР. Это достаточно обычный инструмент, который можно приобрести в любом магазине с металлорежущим инструментом.
Но перед тем как идти и покупать себе плашку, стоит узнать размер труб, на которых будет нарезаться резьба. В основном это полдюйма, три четверти или дюйм. Когда размер известен, приобретается обычная плашка с трубной цилиндрической резьбой. На таких инструментах в маркировке имеется буква G, то есть плашка на полдюйма будет иметь маркировку G1/2″. С использованием таких инструментов резьба на трубах будет выполнена правильно.
Поскольку держа в руках плашку, резьбу не накрутить, нужно обзавестись плашкодержателем. Его стоимость может быть равной стоимости плашки, а может даже превышать ее. Если работа будет производиться всего один раз, тогда можно приобрести китайский плашкодержатель, цена которого ниже стоимости отечественного. Если же хочется купить качественный инструмент, тогда лучше заплатить больше денег, но стать владельцем отечественного держателя. Причиной низкой надежности китайской плашки является сырьевой материал силумин.
Плашка для нарезки резьбы
Как нарезать резьбу на трубе плашкой – достаточно сложный процесс. По крайней мере, для тех, кто никогда еще такого не делал. Все дело в том, что у плашки отсутствует направляющий, поэтому сразу же ровно нарезать резьбу очень сложно, и ее постоянно «закашивает», чего допускать нельзя. Именно поэтому, если нет опыта нарезания резьбы, то лучше запастись специальным инструментом под названием клупп.
Резьба на трубе при помощи клуппа
Теперь о том, как нарезать резьбу на трубе клуппом.
Этот инструмент является очень удобным. Причем правильно все сделать сможет даже тот человек, который никогда в жизни ничего подобного не делал.
Все очень легко, и причиной легкости является специальная направляющая, которой обладает инструмент. В эту направляющую вставляется труба, после чего человеку остается только крутить клупп, и резьба будет нарезаться самостоятельно почти без усилий.
Чтобы облегчить процесс, можно приобрести специальную трещотку, которая позволит не снимая инструмент, крутить клупп, даже если для этого будет мало пространства.
Если необходимо нарезать резьбу на трубе большого диаметра, то есть от одного дюйма, то лучше обзавестись специальным удлинителем для трещотки. Это сделает рычаг большим, а значит, усилия для нарезки будут меньшими. Кроме всего прочего, когда осуществляется нарезка резьбы на трубах вручную, нужно поливать трубу специальной жидкостью для нарезания резьбы или обыкновенным машинным маслом.
Такой шаг облегчит процесс. Причем этим приемом можно пользоваться при нарезке резьбы в любом материале и любым инструментом, будь то метчик, плашка или клупп. Как видно, нарезка резьбы клуппом существенно облегчает процесс создания резьбы, но в свою очередь, это ведет к повышению расходов.
Электрические машины облегчают труд
Существуют и специальные электрические клуппы, где нарезать резьбу на трубе не требует никаких дополнительных усилий.
Принцип действия такого инструмента полностью совпадает с принципом ручного клуппа, но вместо усилий, прикладываемых человеком, здесь работает электрический двигатель. Таким образом, нарезка резьбы вообще не составит для человека труда, поскольку все, что нужно будет ему сделать, это установить устройство на трубу, предварительно смазав его маслом, и включить электроклупп.
phoenix-master.com
Нарезание резьбы при помощи плашки
Как нарезать резьбу плашкой на трубе? Плашки бывают круглыми и раздвижными. Круглые плашки могут иметь разный диаметр, в зависимости от диаметра трубы. Что касается раздвижных моделей, с помощью этого универсального инструмента можно обрабатывать трубы разного диаметра: для большего удобства он комплектуется специальным держателем. Большая популярность плашек объясняется их дешевизной. Перед началом работы проводится подготовка трубы по вышеописанной процедуре.









Для проведения самой работы по нарезанию резьбы на трубе при помощи плашки предлагается следующая схема:
- Подбор штангенциркулем подходящего плашки с подходящим диаметром.
- Смазывание инструмента и обрабатываемого участка трубы любой смазкой.
- Фиксация плашки внутри специального держателя. Крепление резьбовых лерок (плашек) в держателе должно быть очень прочным. При несоблюдении этого условия наблюдается перекос в нанесении резьбы, что делает место соединения очень ненадежным, вплоть до появления протечек.
- Вращение плашкодержателя в правильном направлении. После проделывания нескольких вращений проделывается та же процедура, что и при использовании клуппа: таким образом появляется возможность убрать образовавшуюся стружку. Для этих целей приспособление нужно немного отвинтить обратно.
- По окончанию работы проводится чистка инструмента и трубы от смазочного материала.
Первая стадия осуществляется черновыми плашками, осуществляющие четкое прорезание трубы, однако точность резьбы в этом случае незначительна. Для окончательной нарезки применяется чистовая плашка.
Как нарезать резьбу
Внутренняя
Предположим, в нашем распоряжении имеется просверленная металлическая заготовка под металлическую муфту ДУ 32 мм (1 1/4 дюйма). Нам нужно перевоплотить ее в готовую муфту.
Как выполнить эту работу?
- Зажимаем заготовку в особую струбцину с ромбовидным просветом между губками.
- Вставляем черновой трубный метчик 1 1:4 дюйма в вороток.
- Смазываем внутреннюю поверхность заготовки. Смазка уменьшит сопротивление при нарезке и уменьшит возможность появления задиров. Какую смазку применять — все равно: для наших целей в равной степени подойдут масло для швейных машинок, автол, солидол а также соляра.
- Позиционируем метчик строго по оси будущей муфты, прижимаем его к ней с все возможным упрочнением и проворачиваем, не нарушая позиционирования и не ослабляя нажима. Нарезка без прижима метчика к подробности вероятна только через 2-3 полных оборота; в случае если ослабить упрочнение раньше, первая нитка будет сорвана.
- Пройдя муфту черновым метчиком, снимаем вороток и вынимаем его иначе. Повторяем операцию со чистовым метчиками и средним.
Что делать в том случае, если в вашем распоряжении имеется только простые тиски:
- В них зажимается хвостовик метчика.
- Заготовка зажимается газовым (трубным) ключом и насаживается на его заход.
- Предстоящие операции аналогичны обрисованным выше.
Наружная
Тут инструкция по нарезке резьбы включает в себя подготовку захода для плашки. Чтобы нарезка не потребовала чрезмерно громадного упрочнения прижима, с наружной стороны трубы должна быть снята фаска под углом около 30 градусов к ее оси.
Рассмотрим, как возможно подготовить заход, так сообщить, в полевых условиях:
Обточив край трубы болгаркой с кругом по металлу.
- Сделав ту же работу ручным напильником.
- Наконец, в отсутствие инструмента край трубы при маленьком навыке возможно газовым ключом. Основная тонкость данной операции — не перестараться и не придать трубе овальность.
Что делать дальше:
- Наружная поверхность края трубы опять-таки смазывается.
- Плашка прижимается к торцу строго перпендикулярно продольной оси трубы. Упрочнение прижима сохраняется, пока не сделано 2-3 полных оборота.
- Дальше — несложная механическая работа: плашка гонится по трубе до получения резьбы нужной длины. Быстро возросшее сопротивление свидетельствует задир стружки; в этом случае плашка сгоняется на один оборот назад, стружка убирается, а поверхность повторно смазывается.
При нарезке наружной резьбы конкретно на стояке либо подводке имеется одна тонкость. Труба, на которой режется резьба, в обязательном порядке удерживается газовым ключом так, дабы упрочнение на нем компенсировало появляющийся при нарезке вращающий момент.
Дело в том, что оторвать подводку от стояка либо стояк от соседской батареи намного легче, чем может показаться: рычаг разрешает развить очень большое упрочнение. Помимо этого, состояние самих труб в ветхом жилищном фонде довольно часто не радует.





