

Гибка профтруб с предварительным нагревом
Чтобы своими руками согнуть профильную трубу горячим методом, необходимо предварительно заполнить ее песком. Это позволит сделать изгиб более качественным и равномерным. Поскольку вам придется иметь дело с горячим металлом, все работы следует выполнять в плотных брезентовых рукавицах. Сама гибка, с реализацией которой можно ознакомиться по видео, выполняется в следующей последовательности.
Оба конца профильной трубы необходимо закрыть заглушками, которые изготавливаются из деревянных брусков. Длина таких заглушек должна быть в 10 раз больше ширины их основания, которое, в свою очередь, должно иметь площадь, в два раза превышающую площадь отверстия в трубе, закрываемого с их помощью.
После подгонки заглушек под внутреннее сечение трубы на одной из них выполняется 4 продольных паза, которые необходимы для выведения газа, скапливающегося в трубе при нагревании заполняющего ее песка.
Участок профтрубы, который вы планируете согнуть, требуется предварительно отжечь.
В качестве наполнителя для трубы надо использовать песок средней зернистости. Если нет очищенного строительного песка, можно взять любой, даже из детской песочницы, но его следует соответствующим образом подготовить. Так, песок сначала просеивают через сито с размерами ячейки 2–2,5 мм, чтобы удалить из него гравий и мелкие камешки, а окончательное просеивание выполняют на сите с размерами ячейки 0,7 мм. Окончательное просеивание необходимо для того, чтобы удалить из песка пылевые включения, которые могут спечься при нагревании.
Подготовленный песок необходимо прокалить при температуре 150 градусов Цельсия.
Перед набивкой песком один конец трубы закрывают заглушкой, на которой нет газоотводных каналов. Во второй конец вставляется воронка, через которую порционно засыпают подготовленный песок. Чтобы песок равномерно и плотно заполнял всю внутреннюю полость трубы, при его засыпании необходимо постукивать по стенкам изделия, используя для этого деревянную или резиновую киянку.
После полного заполнения трубы песком ее второй конец также закрывают заглушкой.
Участок, который будет нагреваться для дальнейшего сгибания, необходимо отметить мелом.
Трубу нужно закрепить в тисках с шаблоном или в трубном зажиме
При этом важно, чтобы сварной шов, если он есть на поверхности изделия, оказался сбоку. Придерживаться этого требования надо потому, что сварной шов нежелательно подвергать сжатию или растяжению.
Участок трубы, предварительно отмеченный мелом, нагревают докрасна при помощи газовой горелки
После полного прогрева трубу аккуратно, не совершая резких движений, сгибают в один прием, прикладывая усилия строго в вертикальной или горизонтальной плоскости.
После остывания согнутой трубы полученный результат сравнивают с шаблоном. Если все нормально, то из концов изделия удаляют пробки и высыпают песок.
Правильная технология ручной гибки «на горячую»
Данный метод, который несложно реализовать и в домашних условиях, лучше всего использовать в тех случаях, когда на профтрубе надо сформировать единичный угловой изгиб. Многократный нагрев металла может привести к потере его прочности, а избежать этого невозможно, если вы гнете трубу для ее использования в качестве элемента арочной конструкции.
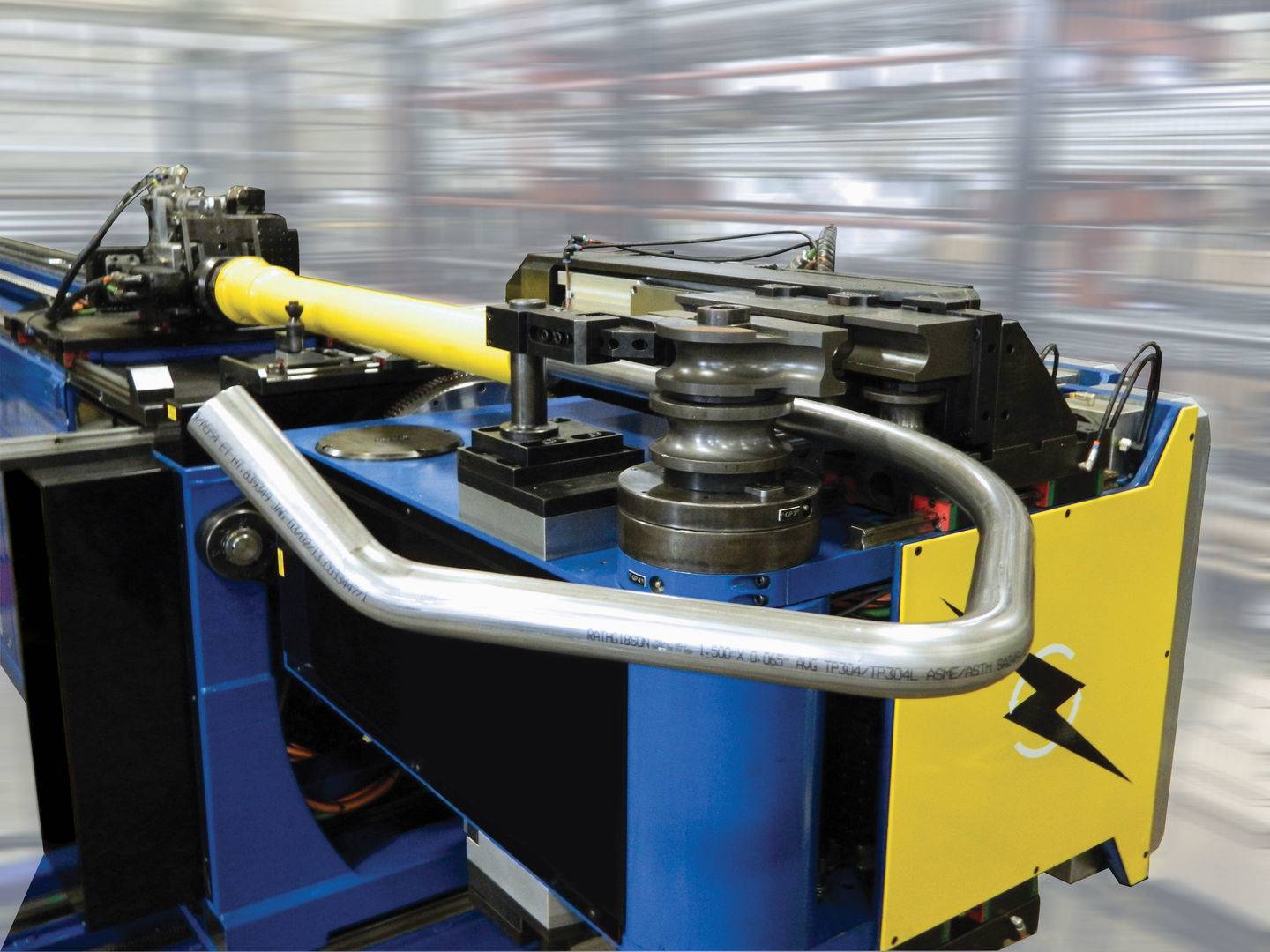
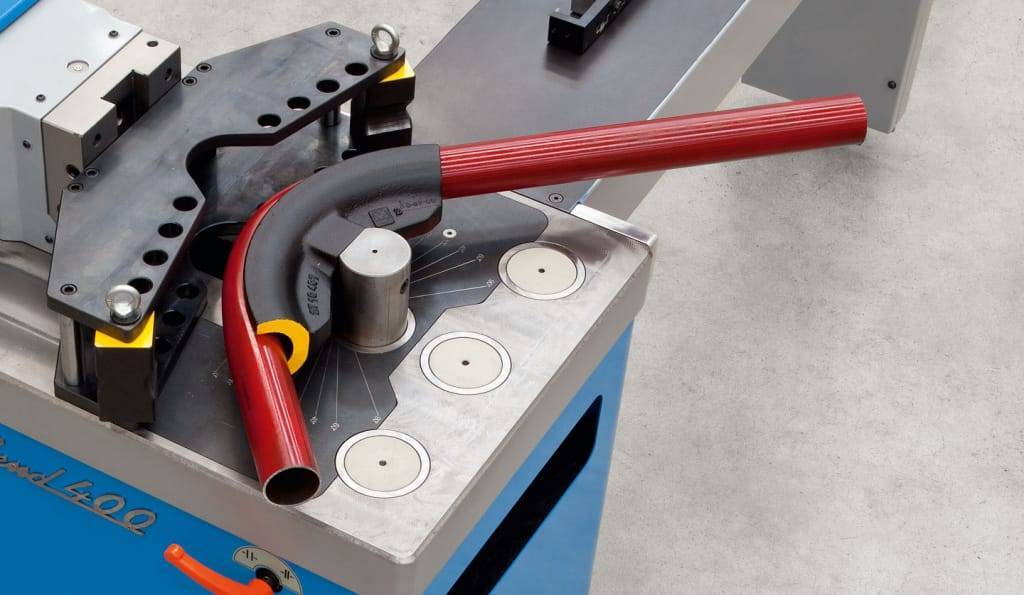
Станочная гибка труб
Самый распространенный вид трубогибочного станка — классический трехроликовый (трехвалковый) вальцевый трубогиб. Он использует способ холодного деформирования металла, который называют вальцовкой. Станок такого типа может работать с любыми металлами, от цветных до титановых сплавов. Он может легко управиться с гибкой круглых и овальных трубных изделий, но при этом отлично гнет и заготовки квадратного, прямоугольного и даже треугольного сечения. ПОСМОТРЕТЬ Станок для гибки труб на AliExpress → Гибка профиля из металла не представляет для такого станка никакой проблемы, так же как и гибка профильной трубы. Универсальность оборудования данного типа обусловлена тем, что вальцовка по сути — это деформация материала по некоторому направлению. Этот метод можно отнести к самому общему виду гибки металла. Изгиб профильной трубы обеспечивается установкой необходимой формы (калибра) роликов или валков.
К достоинствам такого станка следует отнести возможность получения гнутого профиля большой длины — более 5 метров, что бывает часто необходимо в строительстве. Кроме того, заготовку можно гнуть на угол до 360 градусов — на полный круг. Гибку труб большого диаметра производят на электрических станках со следующим принципом изгиба: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Металлопластиковые трубы
Данный вид изделий очень быстро получили значительное распространение в самых разных областях жизнедеятельности человека. Этому объясняется надежностью, практичностью, дешевизной и простотой установки металлопластиковых труб.
Сгибание изделий данного типа осуществляется простым ручным методом, или при помощи рассмотренного выше способа с металлической пружиной
Перед тем, как рассчитать радиус гиба трубы, важно взять во внимание то условие, что металлопластиковая труба не может изгибаться белее, чем на 15 градусов на 2 см (детальнее: «Виды трубогибов для металлопластиковой трубы, характеристики, преимущества использования»)
Если это правило нарушить, изделие попросту выйдет из строя по причине множественных повреждений.
Приспособления для гибки труб
Плоскопараллельные пластины
Если нагрев и охлаждение – не ваш случай, используйте плоскопараллельную пластину. Примитивный, но безотказный и проверенный способ. Пластина – изогнутая заготовка из дерева или металла с пазом. Подходит для работы со стальными и металлопластиковыми изделиями диаметром до 45 мм.
Принцип действий:
- Трубу помещаем в хомут на плоскопараллельной пластине, фиксируем (зажимаем).
- Гнем, повторяя форму заготовки по пазу, извлекаем.
Быстрый, надежный способ, не требующий крупных затрат. Минус использования плоскопараллельных пластин – неизменяемая кривизна заготовки. Решить проблему поможет применение пластин с отличающимся радиусом кривизны. Поддастся и стальная конструкция.
Особенность способа – ограничение по длине, форму коротких трубок изменить легко, а качественно загнуть изделие, длина которого превышает длину заготовки, таким образом не получится.
Плоскопараллельная пластина — надежный, доступный способ изогнуть трубу самостоятельно
Рассмотрим, как согнуть трубу спиралью своими руками или придать изделию угол до 90°.
Металлическую пружину лучше использовать для работы с деталями из пластичных цветных металлов. Пружина предотвращает деформацию конструкции. Выбор размера зависит от внутреннего «обхвата» трубки.
Как действовать:
- Вставьте пружину в деталь (вводите до места загиба).
- Постепенно придайте изгиб на колене или предварительно зажав конструкцию в тиски.
Пружина упрощает процесс, принимая усилие сжатия/ растяжения и нагрузку на себя. Работая с мягкими податливыми материалами, выбирайте пружины средней жесткости и малого диаметра
Меры предосторожности не дадут детали лопнуть или разорваться
Металлические пружины служат трубе «каркасом» при изгибании
Радикальные меры – сварка
Изгибание листов металла и труб проводится и с применением болгарки. Сварка – кардинальный способ, решающий проблему, если другие варианты по объективным причинам не подходят. Требующийся инструмент – сварочный аппарат и болгарка.
Алгоритм действий:
- Произведите расчеты – прикиньте радиус закругления изделия (для верности можно набросать чертеж и сделать разметку на детали).
- На изгибаемый участок по длине наносят три поперечных пропила (с трех сторон).
- Детали придают изгиб.
- Пропиленные участки сваривают.
- Согнутый конец трубы в месте проведения сварки шлифуют, удаляя «опилки» и неровности.
Изгиб получается аккуратный, эстетичный и прочный.
Как видим, ответов на вопрос, как согнуть трубу, достаточно – выбрать актуальный для решения ваших задач способ не составит труда. Достаточно иметь нужный инструмент и желание. Учитывайте диаметр изделия, его длину и материал, с которым предстоит работать.
Минусов у перечисленных способов два:
- Вероятность порчи изделия, поломки и образования разрывов.
- Получить равномерный эстетичный изгиб в домашних условиях проблематично.
Сварка – быстрый способ придать трубе нужный изгиб
Застраховаться от неприятностей, если не обладаете навыками и опытом проведения работ по сгибанию труб, можно одним способом – привлечь профессионала.
Если желания или возможности воспользоваться услугами специалиста нет, не отчаивайтесь. Перед началом мероприятия внимательно изучите мат. часть, посмотрите видео или мастер-классы от профессиональных строителей (в сети Интернет их предостаточно).







Металлопластиковые трубы
Такие трубы гораздо эффективнее справляются с перепадами температур, отлично подходят для горячего водоснабжения, отопления и не подвергаются морозам. В состав труб входят два материала, они в соединении обеспечивают изделиям прочность и долговечность.

Метод изготовления представляет прослойку пластика и тонких листов металла. Несмотря на возможность выдерживать высокие температуры трубы хрупкие и при сильном физическом воздействии повреждаются.

Следует обратить внимание, что по составу пластиковые трубы делятся на два основных типа: полиэтиленовые и поливинилхлоридные

Первые в составе имеют различные виды полиэтилена, выдерживают давление и высокие температуры.
Вторые – изготовлены из поливинилхлорида, благодаря этому прочны и устойчивы к смене температур, но не используются для воды, поскольку хлорид имеет свойство вымываться из труб и попадать в вещество, следовательно, и в организм человека.
https://youtube.com/watch?v=xeFQEQgPTrs
Развальцовка и вальцовка
Прежде всего, следует понимать, что развальцовка труб не может называться вальцовкой, так как суть у этих технологических операций совершенно разная.
- Вальцовка, для выполнения которой используется специальный вальцеватель (станок, оснащенный рабочими валками), – это технологическая операция, в процессе которой осуществляется деформирование листового проката или металлической трубы в радиальном направлении. При помощи такой операции, в частности, из листового металла формируют изделия цилиндрической или конической формы, а также изготавливают из круглого трубопроката изделия с другой формой поперечного сечения.
- Инструмент для развальцовки не содержит в своей конструкции рабочих валков, а суть самой процедуры заключается в том, что пластической деформации подвергается только конец трубы, при этом его внутренний и наружный диаметры увеличиваются до требуемых параметров. Необходимость в выполнении такой операции чаще всего возникает в тех случаях, когда два отрезка трубы требуется надежно соединить между собой.

Разновидности развальцовки трубок
Чтобы получить надежное и герметичное соединение двух труб, используют различные методы – пайку, применение накидных муфт и других фитинговых элементов и т.д. В некоторых из таких случаев (в частности, при пайке и использовании накидных муфт) концы трубных изделий необходимо расширить. Для выполнения этой процедуры и требуется развальцовщик.
Многие домашние мастера под развальцовкой подразумевают и другие технологические операции, целью которых также является пластическая деформация отдельного участка трубного изделия. Сюда можно отнести, например, завальцовку и гибку.
- Завальцовка – процедура, подразумевающая не расширение, а сужение края трубы. При этом используется метод простого обжатия, для чего применяют обычные клещи или миниатюрные вальцы. Необходимость в выполнении такой операции возникает в тех случаях, когда на конце трубы надо нарезать резьбу, используя для этого ручной инструмент.
- Гибка – технологическая операция, для выполнения которой используются специальные устройства с рабочими вальцами и которую часто также называют развальцовкой, хотя это в корне неправильно. Целью гибки, которой могут подвергаться как мягкие медные трубки, так и трубопрокат из стали и других металлов, является не расширение, а изгиб отдельной части изделия под требуемым углом.

Развальцовка трубок в процессе установки кондиционера
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
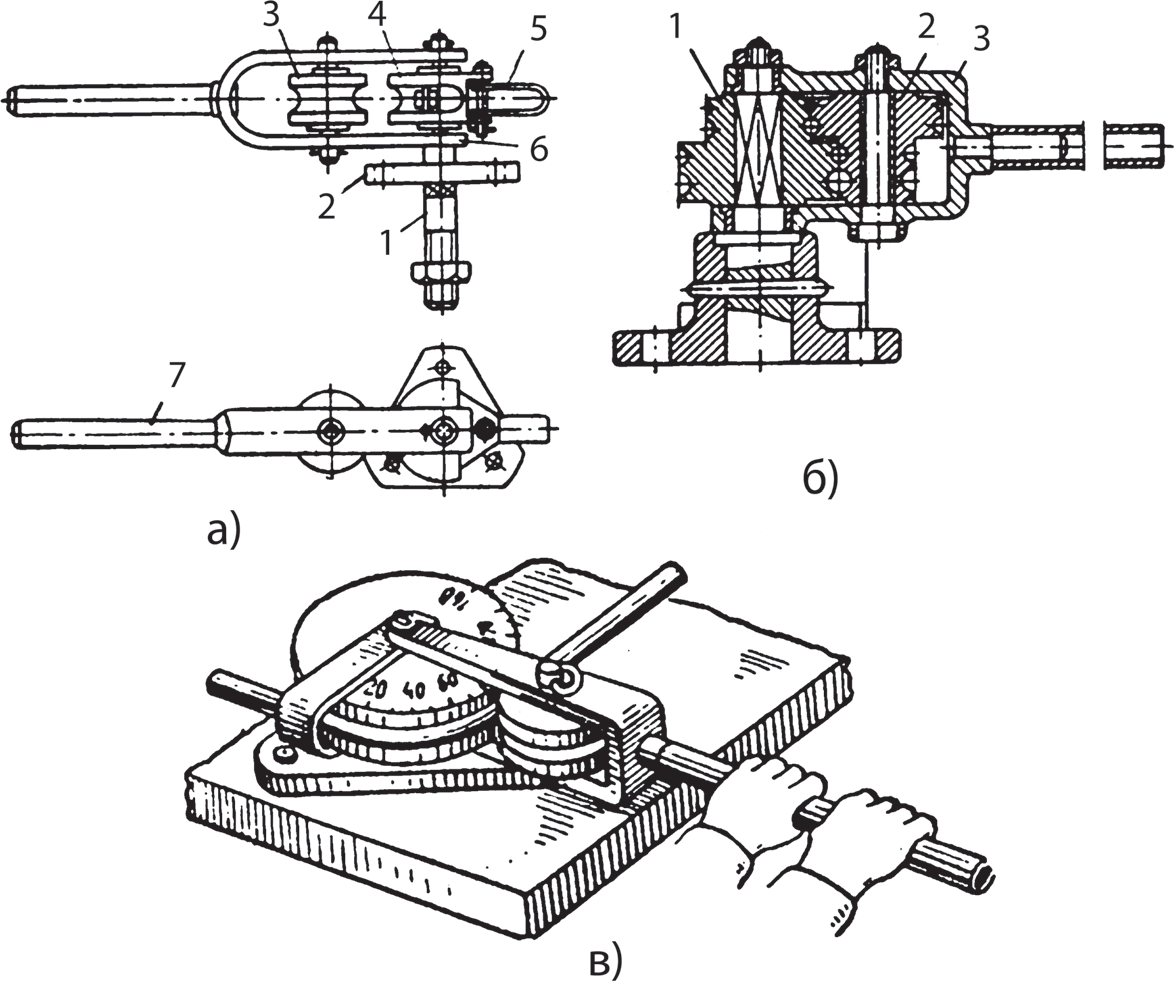
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.
Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
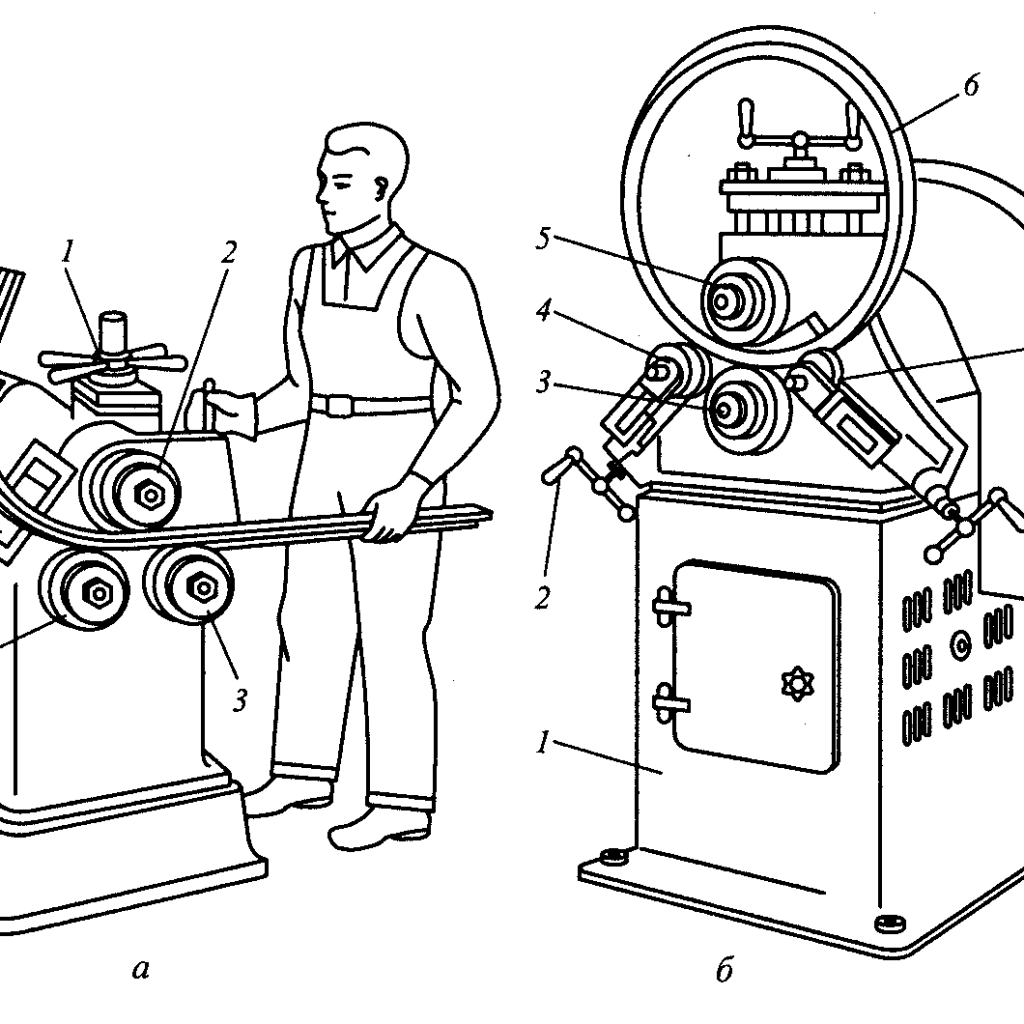
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Изогнутые трубы могут понадобиться при установке отопительных приборов, сантехники, при монтаже трубопровода в доме и. Если вы не приобрели уже согнутые необходимые куски труб, то их можно согнуть самостоятельно в домашних условиях. Единственное, что может пойти не так это прогибание трубы внутрь и ее разрыва, так как при сгибании металл изделия испытывает сразу и сжатие, и растяжение. А для того чтобы это не произошло, необходимо придерживаться следующих советов.
ГИБКА ТРУБ СТАЛЬНЫХ ИЛИ ПЛАСТИКОВЫХ: СПОСОБЫ РЕАЛИЗАЦИИ ПРОЦЕССА
По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
Правда, гибка труб из нержавеющей стали (или любых других труб с повышенной кольцевой
жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.





С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
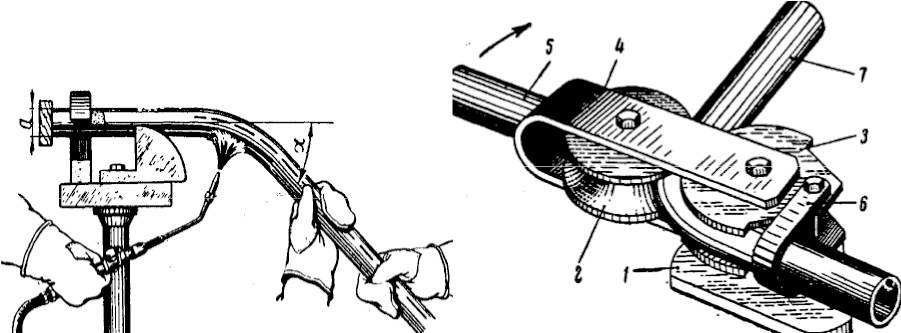
Несмотря на наличие соединительных деталей в виде тройников, угольников и т. д., часто возникает необходимость в гибке стальных труб. При малом радиусе закругления и большом диаметре трубы гибка выполняется в горячем состоянии на специальных гибочных станках. Холодную гибку малого диаметра можно выполнять вручную.
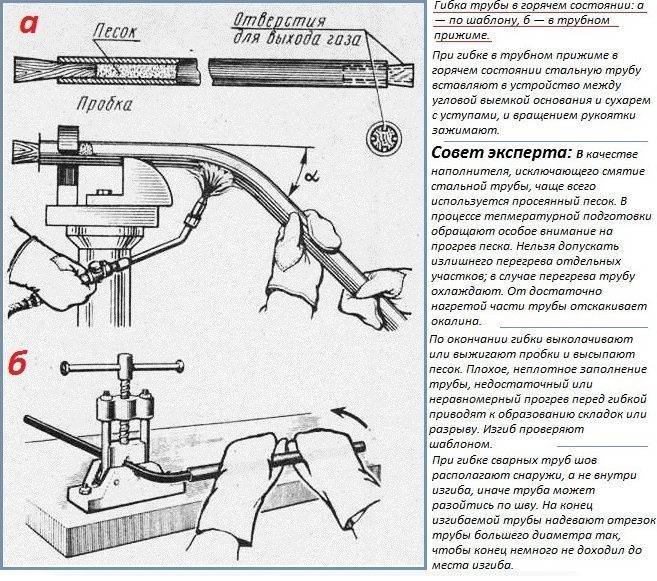
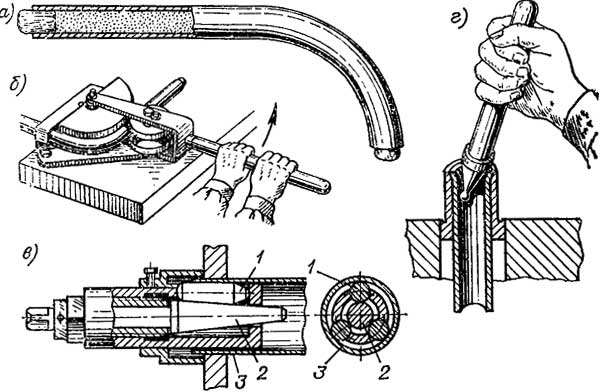
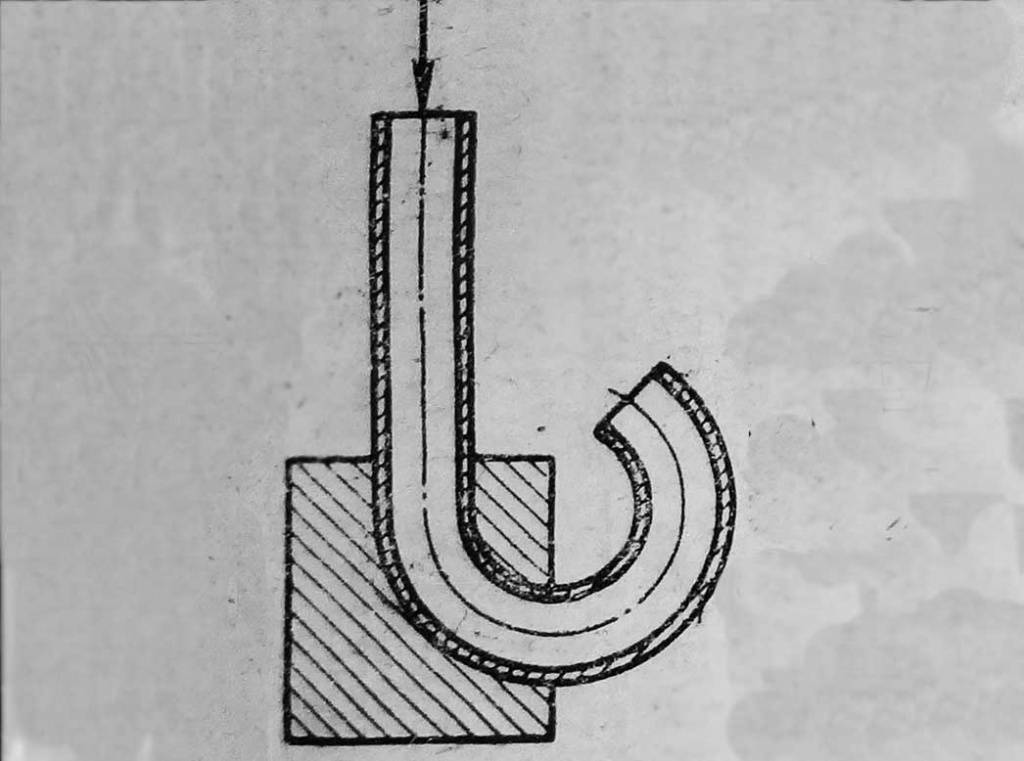
Гибка труб с песком.
Чтобы труба при изгибании не сминалась и не выпучивалась, а сохраняла нормальное сечение на месте изгиба, ее набивают речным песком (см. ст. Гибка труб с песком. Механизация уплотнения песка в трубах при гнутье. Заглушки для набитых песком труб.). Песок должен быть сухим, чистым и не крупным (зерно до 2 мл в диаметре). Речной песок обеспечивает хорошее перемещение перчинок вовремя гибки. Горный же песок для этого непригоден, так как он не обладает необходимой подвижностью. Нельзя, набивать трубу сырым песком, так как образовавшийся пар может разорвать ее или выдавить пробки.
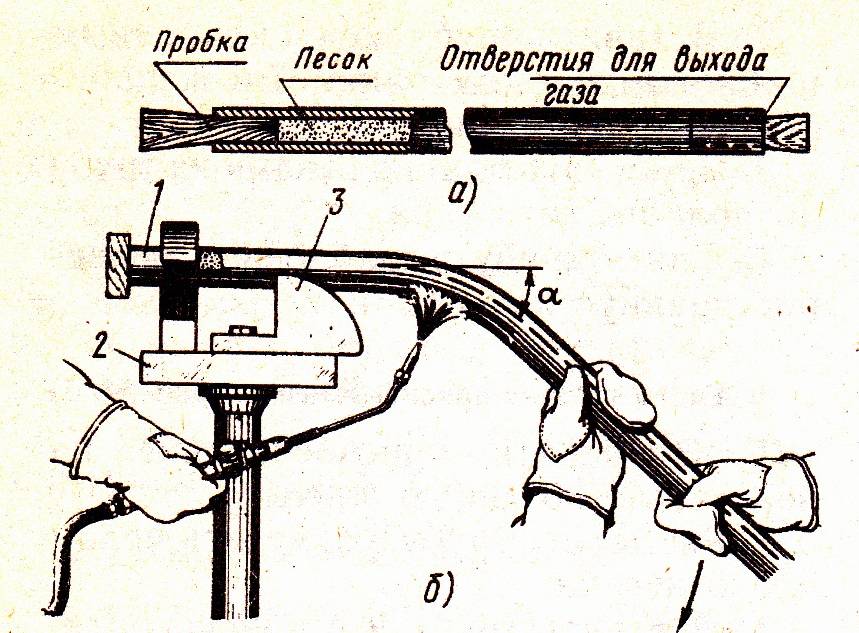
Деревянная пробка для труб.
Труба с песком закрывается деревянной конусной пробкой.
Между пробкой и сухим песком рекомендуется класть небольшой слой влажного песка, чтобы уплотнить пробку и уменьшить около нее текучесть сухого песка. После этого труба набивается полностью песком и закрывается пробкой со второго конца (рис. 1, а); при массовом производстве для гибки труб можно применять пружину (рис. 1, б).
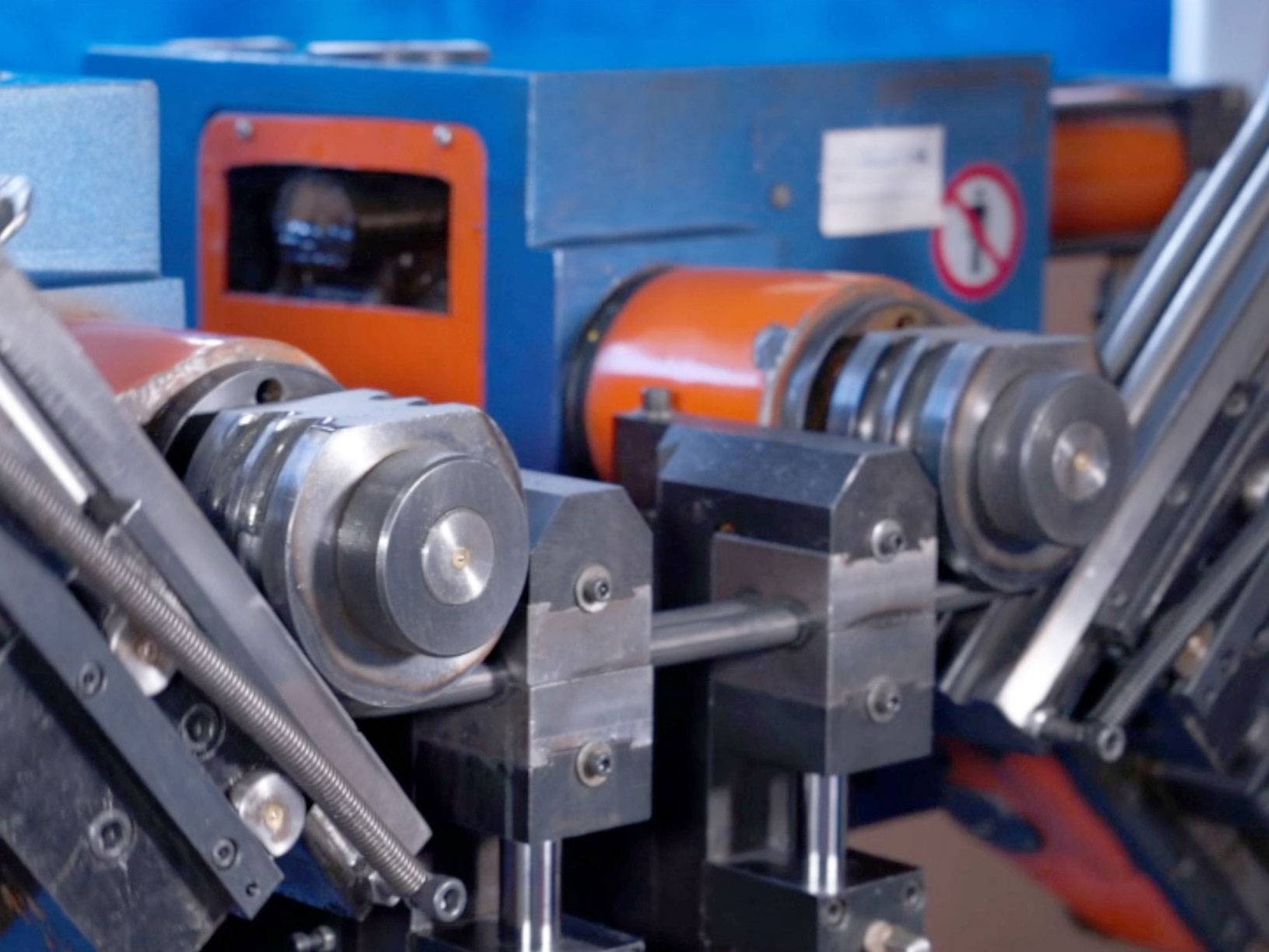
Требования гостов к радиусам изгиба труб
Минимальный радиус гиба трубы может быть получен только на дорновых трубогибах, работающих способом наматывания. К таким трубогибочным станкам относятся:
- Ручные программируемые дорновые трубогибы СМ-30 серии PARTNER в 2-х и 3-х координатном исполнении;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-30 серии PARTNER в 2-х и 3-х координатном исполнении
- Автоматические дорновые CNC трубогибочные станки СЕ-30 серии PARTNER.3X;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-51 серии MASTER;
- Автоматические дорновые CNC трубогибочные станки СЕ-51 серии MASTER.3X;
- Полуавтоматические программируемые дорновые NC трубогибочные станки СЕ-80 серии PROFi;
- Автоматические дорновые CNC трубогибочные станки СЕ-80 серии PROFI.3X.
Минимально допустимые радиусы гибов круглых труб
Радиус гиба трубы зависит от ее наружного диаметра (Dн), толщины стенки (S) и пластичности материала.
Важным показателем, наравне с радиусом гиба, является длина прямого участка трубы, необходимая для ее зажима при гибе.
Рекомендуемые минимальные радиусы гибов и значений длин прямых участков, при гибке медных и латунных труб, изготовленных по ГОСТ 617-90 и ГОСТ 494-90
| Dн | Наружный диаметр трубы, мм | 3 | 4 | 6 | 8 | 10 | 15 | 18 | 24 | 30 |
| Ro | Радиус гиба по оси трубы (осевой радиус), мм | 7,5 | 10 | 15 | 20 | 25 | 37,5 | 45 | 84 | 105 |
| L | Минимальная длина прямого участка, мм | 10 | 12 | 18 | 25 | 30 | 45 | 50 | 55 | 60 |
Рекомендуемые минимальные радиусы гибов и значения длин прямых участков при гибке стальных водогазопроводных труб изготовленных по ГОСТ 3262-75
| Dу | Условный проход, мм | 8 | 10 | 15 | 20 | 25 | 32 | 40 | 50 | 65 | 80 |
| Dн | Наружный диаметр трубы, мм | 13,5 | 17 | 21,3 | 26,8 | 33,5 | 42,3 | 48 | 60 | 75,5 | 88,5 |
| R min | Минимальный радиус гиба при горячей гибке труб, мм | 44 | 58,5 | 75,6 | 93,4 | 116,7 | 151,6 | 174 | 210 | 262,8 | 309,3 |
| Минимальный радиус гиба при холодной гибке труб, мм | 84 | 108,5 | 140,6 | 173,4 | 216,7 | 271,6 | 314 | 390 | 487,8 | 574,3 | |
| L min | Минимальная длина прямого участка | 40 | 45 | 50 | 55 | 70 | 85 | 100 | 120 | 150 | 170 |
При выборе радиуса гибки, предпочтение следует отдавать радиусам гиба для холодной гибки труб.
При определении длины заготовки детали складываются длины прямых участков и длины дуг изогнутых участков трубы.
Длина дуги изогнутого участка (А) рассчитывается по формуле:
Ro — осевой радиус гиба трубы, мм
Rв — внутренний радиус гиба трубы, мм
dн – наружный диаметр труб, мм.
На радиусах гибов труб, изложенных в таблицах, гарантированно обеспечивается требуемое качество гиба по элипсности — овальности (не более 12,5%).
БАЛТИЙСКАЯ МАШИНОСТРОИТЕЛЬНАЯ КОМПАНИЯ
198097, Россия, Санкт-Петербург, пр. Стачек 47(территория ОАО «Кировский завод»)Телефон/факс: 7 (812) 331-08-40, 331-39-70 Телефон по Кировскому заводу: 71-340, 71-390
125599, Россия, г. Москва, 78 км МКАД, д.14, корп. 1Телефон/факс: 7 (495) 133-94-72
Источник
Методы гибки труб и профилей
Процесс сгибания труб присутствуют во многих производственных операциях: в прокладке нефтегазовых трасс, тепловых магистралей, в монтаже сетей водопровода и водоотведения, систем промышленной вентиляции и кондиционирования. Гнутые трубы выполняют роль ответвлений, соединительных отрезков, отводов и ограждений в конструкциях различных механизмов и жестких металлических конструкций. Во всех случаях гибка труб производится с помощью трубогибочных машин
. Каждая технология изменения направленности трубы имеет свои особенности и показания, которые следует учитывать при выборе оборудования.
Сгибание трубы с помощью пружины
При этом способе роль амортизатора выполняет пружина необходимого диаметра. Именно ребра пружины защищают армирующий слой трубы от сморщивания и повреждения. Обычно такое приспособление продается попарно (внешняя и внутренняя части). Диаметр устройства подбирается под размер заготовки, причем лучше выбирать пружину с кольцами круглого сечения.
Чтобы легче вставлять трубу во внешнюю часть пружины, производитель расширил один ее конец. Внутренняя пружина имеет один конусообразный конец, который обеспечивает легкий доступ к изгибу, и петлю на другом конце для удобства извлечения пружины после работы.

Технология проведения изгиба с помощью пружины:
- привязывают шнур к петле и вставляют внутреннюю пружину в трубу;
- внешнюю пружину надевают на заготовку;
- плавно загибают трубу до нужного угла;
- по окончании изгиба немного разжимают угол и вынимают приспособление.
Чтобы полиэтилен внутри трубы изгибался равномерно, нужно весь процесс проводить аккуратно, плавными качающимися движениями. Тот же технологический принцип заложен и в сгибание трубы с помощью проволоки. Сдерживающим элементом выступает кусок мягкой проволоки подходящего сечения. Главное, не забыть привязать к одному концу шнур, чтобы вынуть проволоку после работы.
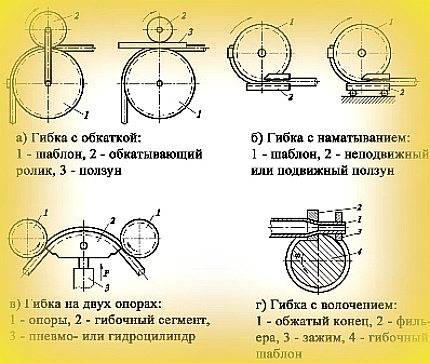
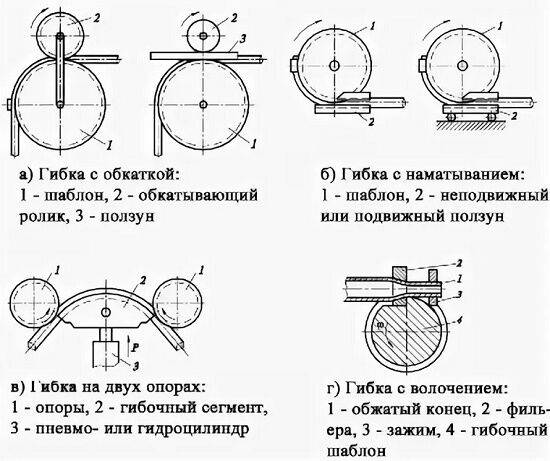
Основные промышленные способы холодной гибки:
- с обкаткой;
- наматыванием;
- волочением;
- вальцовкой;
- на двух опорах;
- растяжением;
- с внутренним гидростатическим давлением.
Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Таким способом можно изогнуть трубу диамом до 150 мм и значительной толщиной стенки. Принцип метода: вокруг неподвижного гибочного ролика нужного размера по дуге двигается обкатывающий ролик, прижимающий заготовку и выполняющий изгиб.




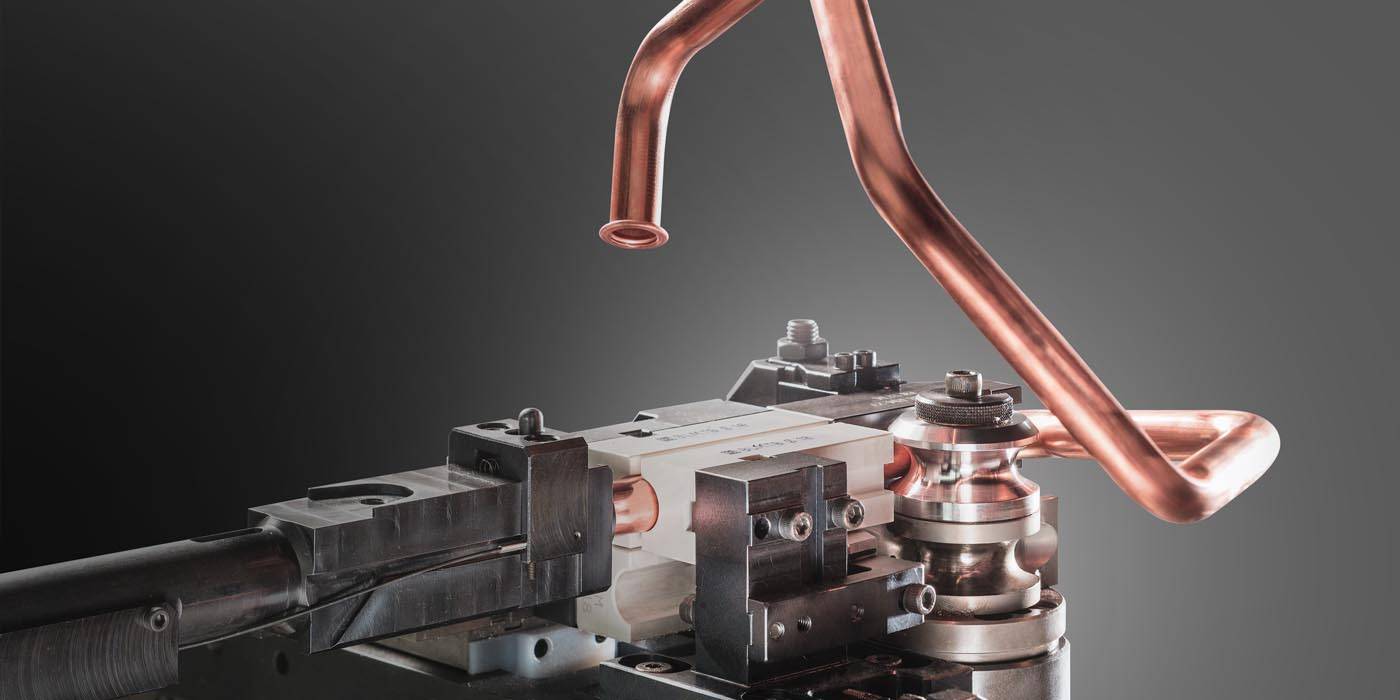
Метод получил широкое распространение в цехах трубной заготовки с большими объемами выпускаемой продукции. Этим способом можно загнуть трубу диамом от 10 до 426 мм в разных плоскостях. Для сохранения круглой формы внутреннего сечения заготовок применяют калибрующие пробки (дорны), сплошные в виде стержня или составные.
Самым простым дорном для труб диамом до 32 мм может служить стальной канат, один конец которого закреплен в рукоятке, а второй соединен с проволокой для протягивания каната в просвет. Диам дорна должен быть меньше внутреннего диама трубы на 0,1 – 0,5 мм.
При работе с дорном на внутренней поверхности трубы могут возникать насечки и задиры в результате больших контактных усилий. Чаще всего это наблюдается при гибке труб из нержавейки. Профилактика этих недостатков достигается соответствующим выбором материала дорна, чистотой его поверхности и смазкой.
Лучше всего смазывать внутреннюю и наружную стенки заготовки. Для этого короткие трубы перед сгибанием погружают в ванну со смазочным маслом. К месту изгиба длинной трубы, удаленному от ее концов, смазку лучше подводить через отверстия дорна. Для смазки используют машинное масло или антикоррозионную мыльную эмульсию.
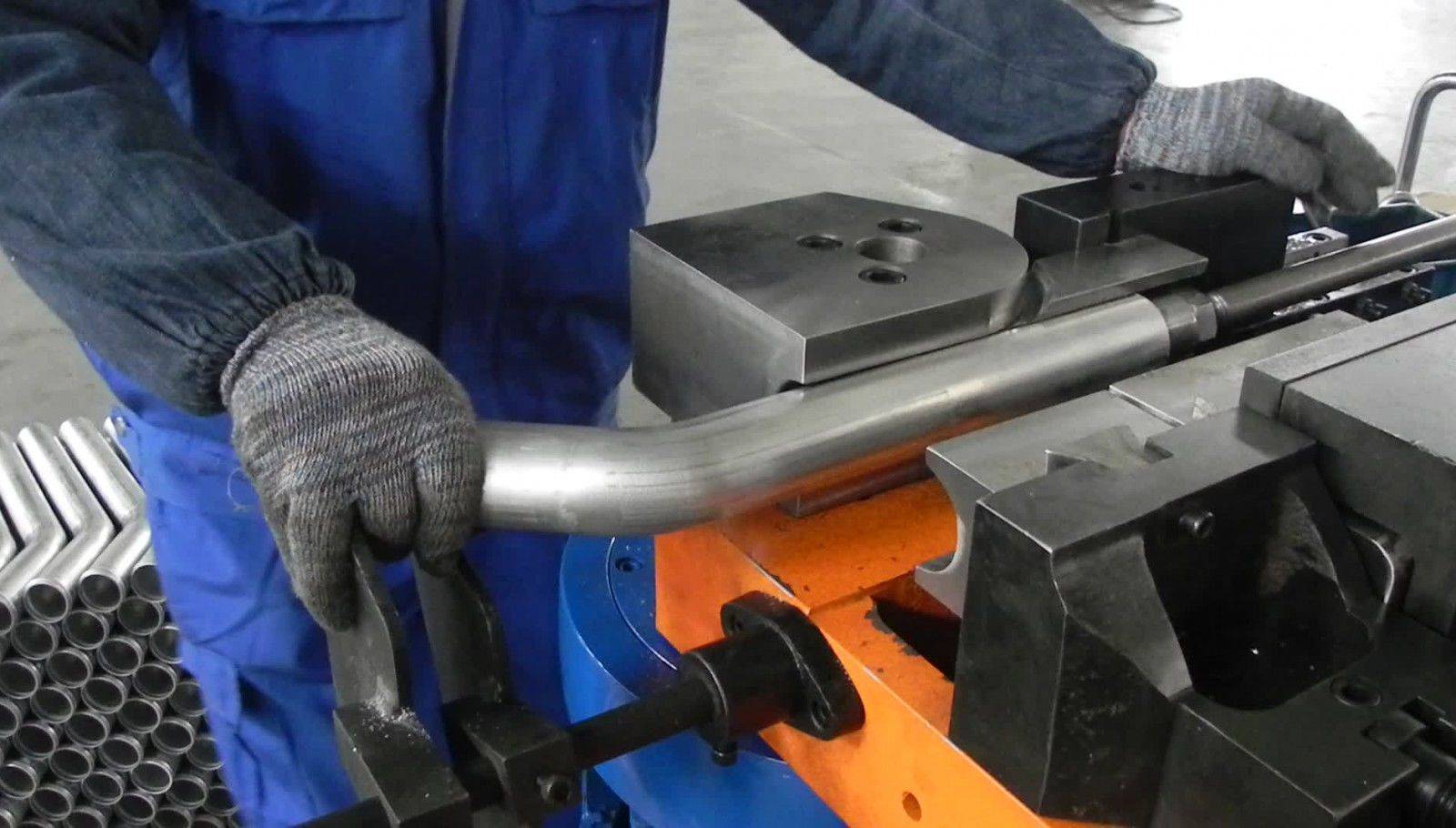
Гибка на двух опорах
Труба укладывается на две опоры, поворачивающиеся вокруг своих осей по мере изгиба заготовки. Шаблон для гибки соединяется со штоком гидравлического или винтового домкрата таким образом, чтобы усилие изгиба прикладывалось в середине трубы между опорами. Этим методом можно гнуть трубу диамом до 351 мм. Оборудование данного типа особенно удобно, когда элементы трубопровода надо загнуть непосредственно на строительном участке.
Используется для того, чтобы загнуть трубу небольшого диама в кольцо или спираль. На гибочных вальцах заготовка перемещается в направлении вращения роликов и приобретает кривизну, определяемую взаимным расположением этих роликов.
Тонкостенную цельнотянутую трубу можно согнуть способом волочения. Сущность метода заключается в том, что в качестве заготовки берется труба большего диама, чем требуемая, и укороченной длины. Конец заготовки обжимается под нужный диам, затем продевается через фильеру и удерживается зажимом, укрепленным на гибочном шаблоне. Вращением шаблона труба протягивается через фильеру и одновременно загибается вокруг него.
Гибка с растяжением
Преимущество данного способа заключается в уменьшении возможности образования деформаций внутренней стенки трубы в месте изгиба. При этом труба фиксируется по краям, растягивается и одновременно сгибается с помощью выдвижения гибочного шаблона.
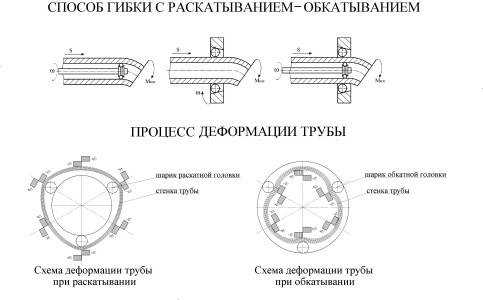
Гибка труб с помощью раскатывания.
Гибка с внутренним гидростатическим давлением
Выполняется нагнетание жидкости в трубу, в концы которой предварительно вставлены заглушки. В результате возникающих в стенке напряжений металл доводится до состояния, близкого к пластическому. Затем к месту изгиба подводят гибочный шаблон, который гнет трубу.
В основном применяется, чтобы гнуть трубы из нержавейки диамом от 3/16″ до 3/8″. Метод состоит в проталкивании заготовки через подвижную и неподвижную матрицу. Величина смещения матриц относительно друг друга определяет кривизну изгиба. Данным способом на одной трубе можно сделать до 20 изгибов в разных плоскостях.
Описанные способы изгиба труб эффективны в условиях промышленного производства и строительства, позволяют получить качественные результаты, регламентированные отраслевыми стандартами.





