

Методы пайки
Пайка труб медных осуществляется двумя методами:
- Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.
- Низкотемпературный, применяемый для бытовых систем. В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого.
Инструменты для пайки
Для получения качественного результата необходим инструмент для пайки медных труб:
Труборез для получения разреза перпендикулярно оси трубы.
Труборез
- Фаскосниматель – для удаления заусенцев и закруглений места реза вовнутрь. Фаскосниматель
- Труборасширитель – поможет во многих случаях обходиться без фитингов. Конец трубы необходимо расширить, чтобы туда вошел другой.
Труборасширитель с комплектом насадок разных диаметров
Правильная установка соединяемых труб должна иметь такой вид, а глубина обработки трубы труборасширителем должна равняться диаметру трубы:
Соединяемые трубы
- Ершики и щетки для зачистки окиси с паяемых участков труб.
Комплект ершиков и щеток
- Отражатель (рефлектор) пламени горелки устанавливается на сопло горелки. Помогает защитить расположенные вблизи горючие материалы, предотвратить потери тепла, обеспечивает равномерный прогрев трубы. Отражатель пламени
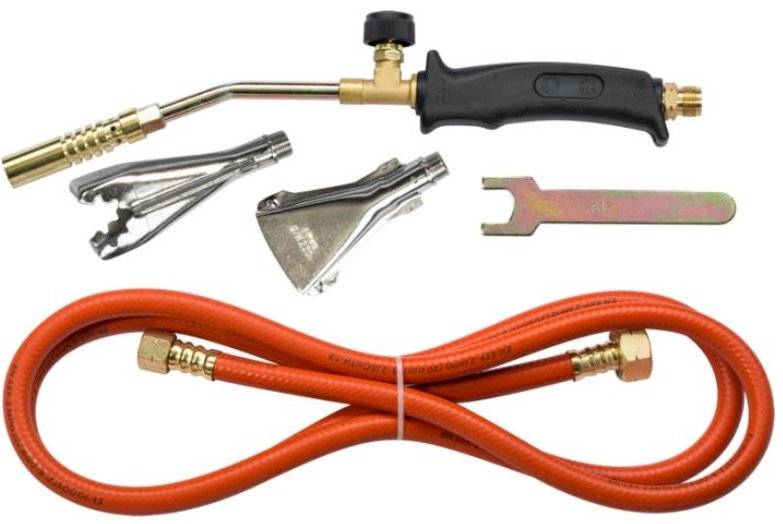
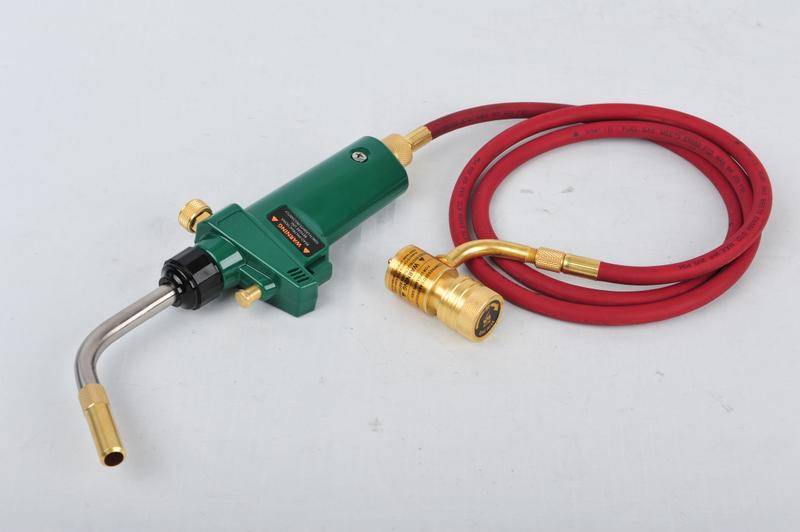
- Газовая горелка для пайки медных труб — бывает нескольких разновидностей горелок от бытовых до высокопроизводительных моделей:
- с баллоном одноразового использования;
- со стационарным баллоном;
- горелки ацетилен-кислородные, отличающиеся своей конструкцией и представляющие собой аппарат для пайки медных труб.
Горелка газовая для пайки медных труб с одноразовым баллоном
Мощность выбираемой горелки выбирается в соответствии с температурой плавления припоя.
Газовые горелки для пайки медных труб производятся:
- для пайки твердым припоем (профессиональные);
- для пайки мягким и твердым припоем (полупрофессиональные);
- для пайки мягким припоем и разогрева труб.
Кроме этого, различие имеет состав газовой смеси в баллоне, предназначенный для того или иного вида пайки.
- Легкоплавкий припой можно разогревать термофеном, работающим от электропитания и дающим струю горячего воздуха до 650 градусов.
Термофен
Основное достоинство этого инструмента – способность регулировать температуру, а также удерживать постоянное значение температуры подаваемой струи воздуха. Дополнительное оснащение насадками позволяет сконцентрировать горячую струю в нужном месте.
Мини-горелки

Хотя газовые горелки по природе своей отличаются портативностью, существуют специальные версии с миниатюрными габаритами. Как правило, такие приборы легко умещаются в руке, а питаются от любого газового баллончика – даже модели для зажигалок сгодятся. При небольшом объеме заправочного баллона (в среднем 6 мл) мини-газовая горелка для пайки может обеспечивать 20 минут работы. Пламя устройства достигает высоких температур (есть модели на 1300 градусов), что позволяет осуществлять высокоэффективную пайку с твердыми припоями. Такие модели просты в эксплуатации и являются оптимальным средством для производства многих ремонтных операций. В частности, такую модель можно использовать в автосервисе и ювелирной мастерской.
Технология пайки
Пайка газовой горелкой медных труб включает такие этапы:
Обрезка необходимого участка изделия при помощи трубореза.
Снятие заусенцев при помощи фаскоснимателя.
Подготовка края изделия с использованием труборасширителя
Важно помнить, что расширяемая труба должна быть мягкой или отожженной при высоких температурах.
Выполнение предварительного соединения труб. Этот этап подразумевает закрепление трубы при помощи пропая изделия в нескольких местах.
Обработка паяемой поверхности при помощи флюса
В случае, если используется высокотемпературный припой использование флюса не требуется.
Аккуратный прогрев всех соединяемых поверхностей трубы при помощи горелки или термофена.
Как правило, деталь прогревается на протяжении пяти минут.
Зачистка спаиваемых участков.
Нанесение подходящего для медных труб припоя на соединяемую поверхность.
Расплавка припоя и контроль его однородности.
Удаление остатков обработанного флюса при помощи растворителя или простой воды.
Процесс пайки медных труб.
Низкотемпературная пайка труб состоит из:
- Прогрева поверхности до 200-250 градусов Цельсия.
Сделать это можно при помощи горелки на газе или паяльника. - Прикладывания припоя к местам стыка.
- Постепенное перемещение пламени горелки для равномерного распределения припоя по стыкуемым зонам.
В случае толстых деталей использование паяльника исключено, поскольку с помощью данного инструмента невозможно качественно прогреть изделие.
Соединения связывающим обжимом под высокое давление
Достижения в технологиях связывающих обжимных соединений и в разработках материалов для уплотнительных колец, позволяют применять соединения связывающим обжимом для систем высокого давления. Однако системы высокого давления требуют применения несколько иной конфигурации прессовых губок.
Результат изготовления соединительного узла техникой двойного обжима на 360º
Соединения связывающим обжимом для трубопроводов низкого давления, технологических трубопроводов и линий сжатых газов немедицинского назначения, используют единую стандартную шестиугольную форму прессования.
Соединение с помощью связывающих обжимов под более высокие давления требует использования специально разработанных пресс-фитингов и зажимных губок для обеспечения двойного обжима фитинга на 360°.
Способы пайки труб и виды припоев
Суть процесса пайки заключается в скреплении элементов обустраиваемой конструкции с помощью добавления между ними расплавленного скрепляющего вещества — припоя. После остывания соединение получается неразборным, припой для пайки меди твёрдо фиксирует детали.
Температура, при которой плавится припой, должна быть ниже, чем соответствующий параметр скрепляемых элементов, причём капиллярный эффект позволяет достичь равномерного укладывания припоя по всей площади соприкосновения деталей.
Дополнительно для улучшения адгезии (поверхностного сцепления) элементов можно использовать флюсы и предварительно очищать поверхности.
Пайка медных трубок может осуществляться двумя способами:
- При низкой температуре. Метод подходит для обустройства бытовых коммуникаций. Используется или твёрдый припой, разогретый свыше температуры 450°С, или мягкий — до 400°С.
- При высокой температуре. Нужен для обустройства систем, подвергающихся большим нагрузкам. Температура применяемого припоя достигает 600-900°С.
Мягкие припои — это проволоки из легкоплавящихся металлов (олова, свинца, их сплавов; иногда добавляются серебро и другие элементы). Диаметр такой проволоки — 2-3 мм.
Твёрдые припои представляют собой стержни, характеризуются повышенной температурой плавления и способностью выдерживать высокое давление во время работы системы.
Особенности выбора газовых горелок
Ассортимент доступных паяльных горелок очень велик. В магазинах предлагаются многочисленные варианты, отличающиеся друг от друга: мощностью, конструкцией, размерами, источником топлива и т.д.
В результате выбрать газовую горелку – задача не из простых. Для ее решения необходимо определиться с типом работы, для которой планируется использование.
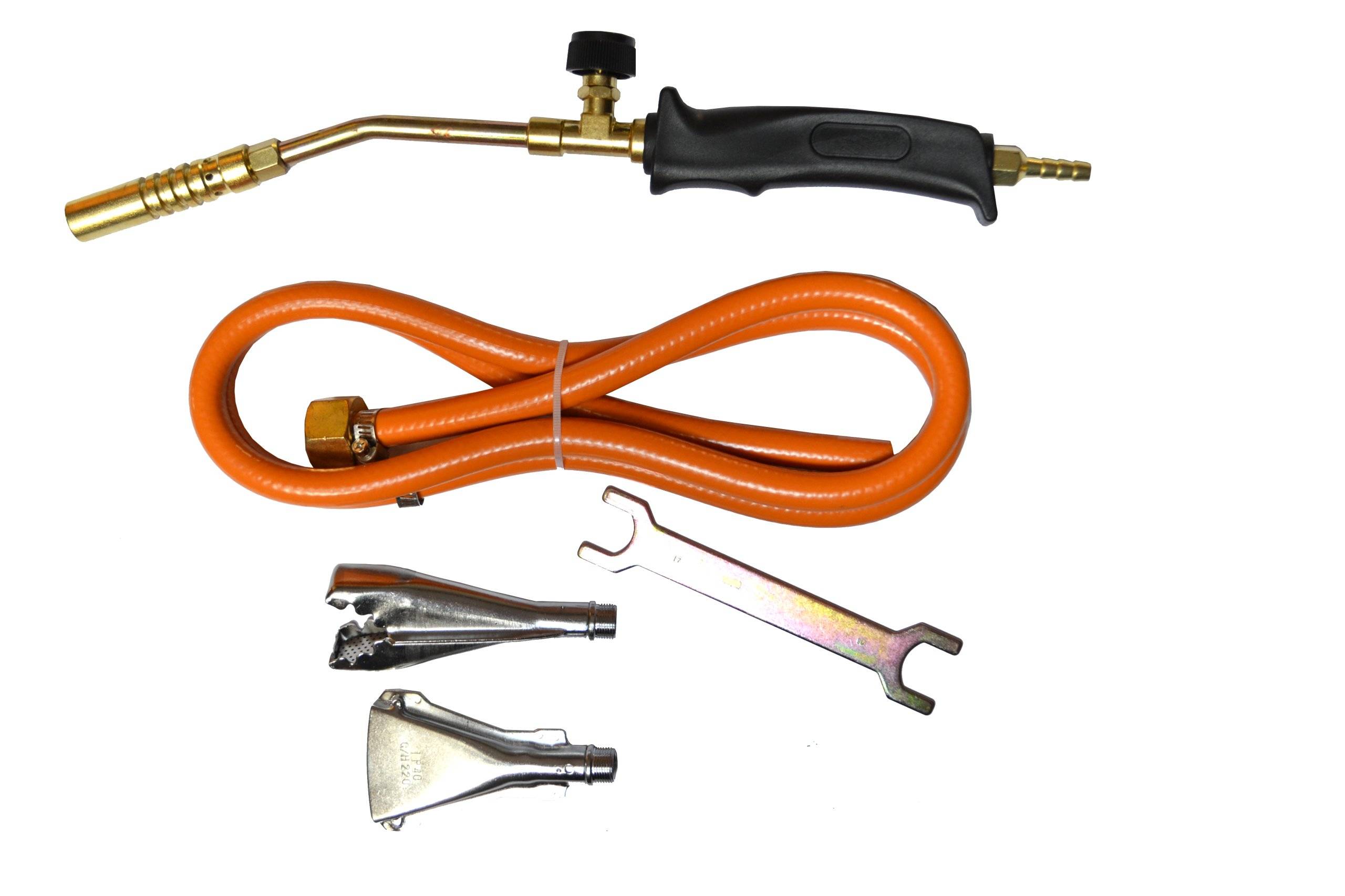
Для состыковки труб из меди лучше использовать газовоздушные горелки. В магазинах предлагают различные варианты такого инструмента. Они могут комплектоваться дополнительными элементами: переходниками, наконечниками и т.д.
В зависимости от смеси, на которой они работают, бывают:
- пропановые;
- ацетиленокислородные;
- на основе MAPP-газа.
Первый вариант прибора может быть многоцелевым или специального назначения. В них предусмотрено наличие режима экономии смеси и автоподжига.
Инструмент на основе MAPP-газа является более производительным в сравнении с горелками на пропане. Это достигается за счет большей энергии сгорания топлива.
Второй вариант позволяет обеспечить надежные паяльные швы. Такое устройство продается по приемлемым ценам со стационарным или одноразовым газовым баллоном. Данные приспособления для спаивания магистралей и различных элементов металлических конструкций тугоплавким и мягким припоем.
Для домашних целей или незначительных работ подойдут портативные газовые паяльники. Они могут использовать различные виды смесей.

Преимущества данных инструментов для пайки медных труб следующие:
- отсутствие необходимости подключения к электросети и использования шнуров, проводов и кабелей;
- универсальность;
- возможность регулировки пламени;
- высокая безопасность;
- хорошее качество швов.
Они обеспечивают качественное соединение. Особенно это касается инструментов со стационарным баллоном. Данные горелки способны расплавить практически любой металл.
При выборе паяльного оборудования важно обращать внимание на их функции. В магазинах представлен большой выбор от различных производителей. Стоимость инструментов также варьируется в больших интервалах и зависит от особенностей конструкции, дополнительных приспособлений и комплекта
Стоимость инструментов также варьируется в больших интервалах и зависит от особенностей конструкции, дополнительных приспособлений и комплекта
Стоимость инструментов также варьируется в больших интервалах и зависит от особенностей конструкции, дополнительных приспособлений и комплекта.
Горелка может не только спаивать детали, но и производить резку, обработку при высоких температурах, нагрев и разморозку. Пропановая горелка будет удобной для работы на открытом ветру. Ацетиленовая позволит обеспечить более высокие температуры.









Выбор необходимо делать исходя из задач, которые предстоит решить.
Руководствоваться можно такими данными:
- тип горелки – инжекторная или безинжекторная;
- эффективность – малогабаритные модели подойдут для пайки небольших деталей, а крупные – для работы с массивными металлическими конструкциями;
- тип газовой смеси;
- материал изделий.
Существуют варианты инструмента, работающего на различных видах топлива. Рекомендуется все же отдать предпочтение горелке, работающей только на одном варианте горючего.
Важно осуществлять пайку с соблюдением всех правил безопасности. Необходимо надевать защитные рукавицы. Это защитит руки от ожогов
Работа должна выполняться в помещениях с хорошей вентиляцией, чтобы продукты сгорания не нанесли вред здоровью
Это защитит руки от ожогов. Работа должна выполняться в помещениях с хорошей вентиляцией, чтобы продукты сгорания не нанесли вред здоровью.
Когда пайка окончена, необходимо дождаться пока изделие остынет, прежде чем приступать к контролю.
Популярные методы пайки меди
Исходя из размерности (массы, объема) места соединения, а также в зависимости от условий применения и эксплуатации, методы пайки можно разделить на два популярных варианта.
На практике чаще всего используют:
- мягкий припой – Тпл = 250°C максимум;
- жёсткий припой – Тпл = 900°C максимум.
Соответственно, основываясь на выдвигаемых условиях, подбирается для пайки и соответствующая газовая горелка.

Мягкий припой в катушках, изготовленный в виде проволоки диаметром 1-3 мм, удачно подходит для исполнения пайки начинающими мастерами. Существуют два вида мягких припоев – 1S и 3S
Традиционно применяемая методика соединений горелкой для пайки меди основывается на конкретно оговоренной технологии.
Последовательность действий:
- Соединяемые участки медных труб тщательно зачищаются (наждачной бумагой, щеткой), подвергаются обезжириванию с помощью растворяющих химических средств.
- При необходимости точного соединения, сочленяемые детали фиксируются в нужном положении при помощи временного крепежа. Лучше использовать струбцины.
- Далее применяют специальный флюс – раствор, которым обрабатывается область соединения – обычно при помощи кисточки, входящей в комплект флюса.
- Следующим шагом задействуют газовую горелку и равномерно прогревают участок пайки до момента, когда нанесенный на поверхность флюс приобретает темный окрас.
- Вводят в точку спая припой (мягкий или твёрдый, в зависимости от выбора) до полного охвата расплавленным припоем всего участка пайки.
Способ пайки меди, когда применяется низкотемпературный (мягкий) припой, считается более практичным и в особенности для работы, исполняемой непрофессиональными (своими) руками.
Объясняется предпочтение тем, что благодаря применению горелки с низкой температурой пламени, непрофессионал имеет меньше рисков прожечь металл.

Твердые припои под пайку меди хорошо подходят на случаи производства капиллярно-щелевой пайки – метода, который часто используется на монтаже медных труб холодильной техники
Низкотемпературные припои, конечно, дают менее надежное соединение с механической точки зрения, но выполнять такую пайку существенно легче и проще, нежели делать пайку высокотемпературными припоями. Последний вариант требует наработанного профессионального опыта и хорошего оборудования.
Газовая горелка для соединения медных труб
Пропановая газ горелка для пайки медных труб позволяет работать с поверхностями под температурой от 550 до 2000˚С. Возможность регулировать интенсивность пламени позволяет использовать оборудование, как для мягкого, так и твердого припоя.
Газ эффективен в труднодоступных местах для соединения плат, контактов малогабаритных приборов, трубок колонки и т.д. Помимо прочего, газ применяется для:
- выполнение соединения с применением воздуха;
- для подогрева соединений.
Классифицируется инструмент в зависимости от того, какая смесь выбрана для работы. Газ в комбинации с воздухом применяется для запуска бытовых горелок. Они отличаются малым весом и габаритами. Подходят для отрезков с небольшими диаметрами. Газ и кислород могут обрабатывать трубы любого диаметра. Используются в стационарных установках.
В местах, где газ установка, неэффективна, нагрев поверхности осуществляется феном.
Профессиональная газовая горелка для пайки медных труб
Он способен нагреть поверхность до температуры, оптимальной, чтобы запаять стык. Работать строительным феном удобно, так как он защищает руки от ожога.
Технология выполнения пайки
Чтобы правильно запаять трубу водопровода или колонки, важно выполнять все действия оперативно и четко. В случае, если пайка медных труб своими руками выполняется впервые, лучше потренироваться на ненужных отрезках. Установкой кранов с резьбой, стоит заниматься после запайки
Установкой кранов с резьбой, стоит заниматься после запайки.
Чтобы качественно запаять отрезок, используется следующая технология:
- Удерживая трубу перпендикулярно к труборезу, отсоединить кусок необходимого размера.
- Удалить заусеницы фаскоснимателем, очистить ершиком полость трубы внутри и обезжирить.
- Отрезать еще один кусок и развальцевать его торец до нужного диаметра. Также очистить и обезжирить.
- Нанести на внутренний отрезок флюс и равномерно размазать его при помощи кисточки.
- Соединить отрезки в раструб, убрав оставшийся флюс тряпкой.
- Использовать газ для нагрева соединения до приобретения медью темного оттенка.
- Прекратить запайку при появлении на поверхности трубы капель.
- Оставить соединение до застывания в неподвижном состоянии.
- После выполнения монтажа, прогнать систему горячей водой.
Мягкая и твердая пайка – разница
Технология пайки включает два способа соединения медных отрезков:
- мягкий или легкий;
- твердый.
Мягкий способ эффективен для соединения труб большой толщины. В этом случае применяется газ, так как направленная пропановая горелка нагревает стык быстрее, чем паяльник. Метод мягкого соединения подходит не только для меди, но и большинства металлических сплавов, кроме легких, таких, как алюминий.
Перед тем, как паять медные трубы мягким способом, стоит максимально качественно зачистить контактные поверхности.
Технология пайки медных труб мягким способом с помощью газовой горелки
Во время процесса нагревания пропановая горелка все время перемещается по поверхности стыка, чтобы избежать неравномерного нагрева или перегрева участка.
Отличается пайка медных труб твердым припоем тем, что она осуществляется при более высоких температурах. Для соединения отрезков используется паяльник. Шов соединения может быть уже, чем при мягком методе.
Соединение нужно разогреть по всей окружности равномерно.
Технология пайки медных труб твердым способом с помощью высокотемпературного паяльника
Паяльник должен быть заправлен сбалансированной смесью газа с равным количеством кислорода и топлива. На то, что паяльник заправлен правильно, указывает короткое пламя ярко синего цвета.
Правила безопасности
Используя паяльник или другое оборудование, нужно придерживаться следующих правил безопасности:
- Чтобы запаять трубу нельзя держать под пламенем в руках отрезки короче 30-ти сантиметров. Медь – хороший проводник тепла, поэтому можно получить ожоги.
- Если на кожу попал флюс, его незамедлительно смывают водой, чтобы предотвратить образование ожога химией.
- Так как паяльник продуцирует открытое пламя, работать нужно в одежде из натуральных тканей.
- Перед тем, как спаять трубу, стоит позаботиться о вентиляции в помещении, так как во время работы припой для пайки медных труб выделяет вредные пары.
Стоимость пайки заставляет мастеров выбирать именно этот вид соединения труб. Чтобы запаять стык не требуется дорогое оборудование.
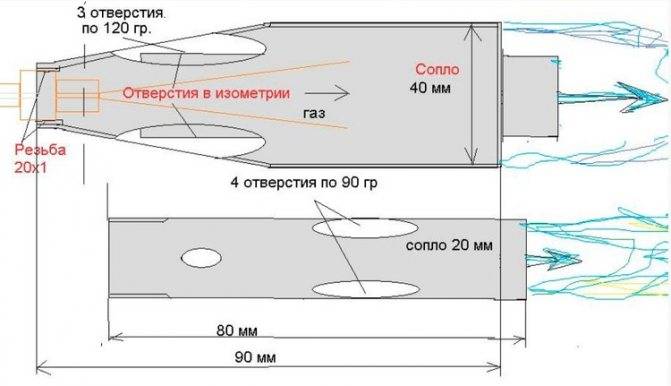
Изготовление из подручных материалов: поэтапно
Форсунка и ручка
К трубке из латуни приделывается ручка, для ее изготовления можно воспользоваться ручкой от неисправной паяльной лампы. Второй вариант – брусок с диаметром продольного отверстия, равного размеру трубки. Для сопряжения применяется силиконовый клей либо эпоксидка. Ручке придается форма, удобная для руки.
К созданию форсунки следует отнестись очень тщательно. Ее отверстие сечением 0,1 мм выполнить дома практически невозможно, потому сначала устраивается широкое, а края его забиваются до требуемого размера. Для ускорения процесса деталь зажимается в тисках, по ней наносятся вертикальные удары молотком с оттягиванием по направлению к центру.
Удары наносятся круговые во избежание отклонения подающегося газа при пользовании. Головку следует почистить мелкой наждачкой. С оборотной стороны форсунки устраивается резьба, позволяющая ей соединиться с трубкой подвода газа.








Регулировка пламени
Изготовленной по вышеописанной схеме горелкой уже можно пользоваться. Аппарат будет работать после соединения элементов в единую конструкцию. Остается лишь подключить газовый баллон, открыть вентиль и поджечь.
Но при этом возникнут некоторые неудобства – регуляция газового потока доступна только посредством крана на баллоне, максимально возможной мощности пламени добиться не удастся. Прибор нужно укомплектовать рассекателем и краном.
Кран можно установить непосредственно на горелке либо на подводящей трубе. Удобнее для работы, когда вентиль смонтирован недалеко от ручки (выше на 3-4 см). Сам кран также можно позаимствовать со старого автогена. Устройство фиксируется на резьбе, уплотняющейся ФУМ-лентой.
Для изготовления рассекателя используется латунная заготовка цилиндрической формы с отверстиями: одним – для подводящей трубки и несколькими параллельными ему меньшего сечения.
Заготовка закрепляется на трубке так, чтобы кромки ее выходили на 2-3 мм за пределы форсунки. Рассекатель выполняет сразу две функции:
- обеспечивает ветрозащиту;
- проводит поток кислорода, требуемого для поддержания стабильного горения.
Что нужно для пайки
Для выполнения капиллярного соединения медных труб потребуются следующие инструменты и материалы:
- инструменты для предварительной обработки соединяемых элементов;
- флюс и припой;
- специальная фум лента;
- инструмент для нанесения резьбы и обжимные кольца;
Виды припоев
Припои бывают двух типов – твердые и мягкие. Мягкий припой представляет собой проволоку из металлов и сплавов с низкой температурой плавления (олово, свинец, серебро и т.д.). Диаметр такого припоя не более 3 мм.
Твердые припои изготавливаются из тугоплавких металлов и имеют больший диаметр.
Флюс и паста для пайки
Для надежности соединения используется флюс или паста. Это вещество исключает попадание в место стыка инородных элементов, шов получается надежным без пор. Флюс бывает на основе борной или соляной кислоты, хлорида цинка. Для того, чтобы создать защитную пленку на месте соединения используются смолы, канифоль, воск.

Флюсы для пайки разделяются на жидкие, твердые и специальные пасты. Готовая смесь дороже, чем прочие материалы, но и работать с ней гораздо удобнее.
Фитинги
Фитингами называются специальные детали, которые монтируются на месте стыка заготовок разного диаметра, соединения нескольких труб в одной точке или при переходе на другой материал трубопровода.
Если приходится использовать фитинги из другого материала, важно, чтобы коэффициент температурного расширения и другие технические параметры материала труб и фитингов совпадали
Правила и техника пайки
Организация пайки предполагает несколько условий, которые облегчат операцию для мастера. При их соблюдении газовая горелка для пайки увеличит шансы на получение качественного результата. Основные правила можно представить так:
- Фиксация деталей должна предполагать их передвижение.
- Для обеспечения равномерности пайки следует быть готовым к перемещению горелки.
- При работе с разнородными металлами наибольшее воздействие пламени должен получать тот сплав, который обладает более высокой теплопроводностью.
Следует предусмотреть и возможность обработки элемента флюсом в ходе работы, а если это невозможно, то сам припой следует погрузить в состав. Кроме того, если предполагается пайка латунью газовой горелкой, канифольно-спиртовый флюс не подойдет, так как потребуется устранение оксидной пленки. Желательно применять хлористый цинк или другие сильнодействующие присадки.
Пламя горелки следует удерживать перед обрабатываемой зоной пайки, поскольку припой может растекаться по наиболее горячим участкам. Также следует учесть, что при длительном тепловом воздействии аппарат приводит к чрезмерному плавлению, что, в свою очередь, вызывает нежелательные изменения в свойствах припоя.
Типы присоединений к газовым баллончикам
Соединение резьбой — это наиболее надёжный вариант с максимальной герметичностью. Внутренняя резьба, нарезанная в корпусе горелки, накручивается на внешнюю резьбу, нарезанную на корпусе баллона.
Цанговое соединение — такая конструкция имеет широкий воротник с прорезанным боковым пазом и клапаном, выступающим по центру. Горелку необходимо плотно насадить на картридж так, чтобы совпали посадочные места, прижать и прокрутить.
Этот тип соединения самый популярный, и в отличие баллона-бочки, который не имеет клапана, цанговый баллон можно многократно отсоединять и присоединять. Использовав переходник с резьбой, на цанговый баллон можно насадить горелку с резьбовым соединением.
Недопустимые ошибки
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта. Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов
Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Рекомендации в работе
Газовая горелка является самостоятельным источником большого количества тепловой энергии. При помощи рассматриваемого устройства можно проводить широкий спектр работ (достаточно просто отрегулировать мощность и температуру пламени):
- Прибор с тонким пламенем используется для плавления и сварки швов на изделиях из кварца, фарфора, пластмассы или стекла;
- Прокаливание труб, прогрев или выжигание листов и изделий из сплавов и легкоплавких металлов. Такие работы лучше выполнять с помощью газовой горелки, имеющей пламя направленного действия и температуру горения не менее 1500 градусов;
- Розжиг дров в костре или мангале, нанесение узоров на поверхности древесины, а также обжиг деревянных конструкций. Выбирать лучше горелку с минимальной температурой пламени;
- Приготовление еды. С помощью горелки можно быстро и качественно обработать тушку птицы, задать определенную текстуру и оттенок мясному блюду и даже декорировать десерт. Для этих целей также рекомендовано выбирать прибор компактных размеров и имеющий минимальную температуру пламени.

Выжигание листов

Приготовление мяса
В процессе использования газовой горелки важно помнить о том, что отсутствие кислорода становится причиной неполного горения пламени и образованию продуктов горения, то есть сажи. Эти обстоятельства негативно отразятся на конечном результате проводимой работы
Важно помнить и об основных правилах техники безопасности при работе с газовыми горелками, так как она неразрывно связано с открытым огнем и определенными рисками. Можно выделить следующие правила:
- Перед началом любых работ, связанных с использованием газового прибора, следует внимательно изучить рекомендации производителя и конструкцию самого устройства. В случае обнаружения несоответствий устройства с инструкцией начинать работу категорически запрещено. Во время работы не нужно отклоняться от рекомендаций, приведенных в инструкции.
- Не допускается нагревание баллона, провоцируемое за счет близкого нахождения открытого теплового источника, к примеру, печки или костра. Перегрев баллончика может привести к его детонации и нанесению травм разлетевшимися кусочками металла. Также рекомендовано оберегать баллончик от прямого воздействия солнечных лучей.
- По окончании выполнения работы баллончик и непосредственного газовую грелку следует упаковывать в каталитическую грелку. Такой способ хранения позволит сохранить работоспособность устройства и мощность сгорания в течение длительного срока. Особенно это правило касается горелок, которые используются очень часто.
Особенности работы с мягким припоем
 С помощью низкотемпературного метода производят монтаж водопроводов и систем отопления, а также пайку трубок кондиционеров и холодильников, температура среды которых не превышает +130 градусов. Таким способом можно соединять трубы сечением не более 10 см. По ходу работы медные изделия вальцуют, зачищают, обрабатывают флюсом и вставляют друг в друга. Соединительный участок необходимо разогреть до +200-250 градусов, с дальнейшим нанесение припоя на стыковочные кромки.
С помощью низкотемпературного метода производят монтаж водопроводов и систем отопления, а также пайку трубок кондиционеров и холодильников, температура среды которых не превышает +130 градусов. Таким способом можно соединять трубы сечением не более 10 см. По ходу работы медные изделия вальцуют, зачищают, обрабатывают флюсом и вставляют друг в друга. Соединительный участок необходимо разогреть до +200-250 градусов, с дальнейшим нанесение припоя на стыковочные кромки.
Используя горелку, важно не переусердствовать, так как ее температура иногда поднимается до +1000 градусов. Поэтому разогрев скрепляемых поверхностей рекомендуется проводить сериями по 15-20 секунд, постоянно перемещая пламя
Ориентиром для уровня нагрева обычно выступает цвет флюса (он должен потемнеть). Далее мягкий припой вводится в рабочую зону: при контакте с медной основой происходит плавление и затекание олова по флюсу в шов. Необходимо добиться полного заполнения разогретым материалом пространства от раструба до трубы.
https://youtube.com/watch?v=Fz6CkG-QtzI
Самодельные газовые горелки
Основными компонентами изготовления мощных газовых горелок являются промышленные вентили. Они могут быть новыми, однако для самодельного устройства достаточно использовать бывшие в употреблении при отсутствии утечки газа. Предназначены они для работы в паре с 50-литровым газовым баллоном на пропане, имеющим угловой вентиль и редуктор.
Горелка с вентилем ВК-74
Устройство данной горелки изображено на рис. 1. За основу принят вентиль кислородного баллона ВК-74.К выходному концу устанавливается выточенная на токарном станке штуцер-рукоятка, к рифленой части которой подключается шланг от баллона. На часть вентиля с конической резьбой К3/4˝ , которой он соединялся с газовым баллоном, накручивается колпачок с подготовленным отверстием с резьбой для жиклера. Можно использовать готовый вариант паяльной лампы или газовой плиты.
Сопло изготовлено из отрезка стальной трубы 1/4˝ длиной 100 мм и приварено к колпачку на двух отрезках проволоки ∅5 мм. Между колпачком и соплом следует оставить расстояние 15 мм для поступления воздуха в зону горения. Подгибом проволочных держателей регулируют положение сопла, чтобы добиться центрового положения пламени.








Последовательность действий для розжига горелки:
- Откройте вентиль баллона;
- Поднесите зажженную спичку к соплу и медленно открывайте вентиль горелки;
- Контролируйте зажигание газа;
- Регулируйте пламя вентилем горелки
Самодельная газовая горелка данной конструкции имеет один недостаток, связанный с особенностью расположения вентиля. Поток газа направлен в противоположную сторону нормальному положению. Сальниковые уплотнители испытывают постоянное давление газа( вт.ч. при закрытом вентиле), поэтому необходимо постоянно следить за герметичностью уплотнителей.
Горелка, переделанная из ацетиленового газореза
Если у вас есть ацетиленовый резак с неисправным краником подачи кислорода, не спешите его выбрасывать. Он также сгодится для изготовления горелки(рис 2.). Газовая мини горелка
Мини газовые горелки больше подходят для работы с мелкими деталями. За основу мини горелки берется игла для накачивания мячей. В ней необходимо сделать пропил, чуть дальше середины иглы.Некоторые иглы уже имеют подобное отверстие, что значительно ускоряет процесс работы. Далее нужно взять иглу для шприца, и согнуть ее примерно на 45 градусов посередине.
Заостренный конец иглы для шприца лучше всего заточить, чтобы он был прямым. После этого ее нужно вставить в иглу для мяча таким образом, чтобы один ее конец выходил через отверстие, а второй выступал из большой иглы на несколько мм. Получившуюся мини конструкцию следует зафиксировать с помощью припайки. После этого к основаниям двух игл необходимо присоединить капельницы. Зажимы – регуляторы капельниц нужно сдвинуть как можно ближе к иглам. В получившейся горелке они будут выполнять роль регуляторов подачи газа и воздуха. Их тоже нужно скрепить между собой, и делать это лучше всего с помощью термопистолета. Остается лишь подключить к готовому устройству источник сжатого газа, горелка готова к использованию. Такая самодельная газовая горелка может нагревать предметы до 1000 градусов
Работать с ней следует осторожно, соблюдая технику безопасности
Как использовать
Инструмент для пайки медных труб, в нашем случае горелка, нужно правильно использовать. Недостаточно просто купить горелку и надеяться, что по ходу дела вы со всем разберетесь. Лучше заранее узнать все нюансы, чтобы получить наилучшее качество швов.
Начнем с деталей. Перед пайкой их необходимо зафиксировать. Не будете же вы держать их руками. Для фиксации можно использовать различные приспособления. Например, специальные магниты или струбцины.
Откройте на газовом баллоне вентиль. Подождите секунд 10-15. Затем поднесите пламя к соплу горелки. И только после этого откройте подачу газа. Это можно сделать с помощью специальной рукоятки на горелке.
Пламя появится у горелки сразу после подачи газа. Далее следует регулировка. Обычно силу пламени регулируют «на глаз». Оно не должно быть слишком сильным или слишком слабым. Язык пламени должен быть узким и гореть равномерно.
После регулировки Нужно нагреть стык двух деталей. Не нужно нагревать всю деталь целиком. Ведите горелку взад-вперед для равномерного прогрева металла. Постарайтесь не спешить и не медлить. С опытом к вам придет понимание, с какой скоростью нужно двигать горелку, чтобы металл прогревался равномерно.
Далее выполняется сварка. Здесь нет никаких особенностей, просто соблюдайте выбранную вами технологию. После сварки подавайте газ еще секунд 10, затем перекройте его подачу с помощью рычага на горелке. Закрутите вентиль баллона.
Как видите, нет ничего сложного в применении газовой горелки. Здесь нужно совершить больше действий, чем при ручной дуговой сварке электродами. Но и качество работ при таких условиях значительно выше. Газовая горелка позволяет равномерно прогреть металл и распределить припой по всему стыку. А газ защищает сварочную зону от окисления и образования дефектов.
Конструктивные отличия
Новые модели газовых устройств, использующиеся для монтажа медных труб, отличаются продуманной конструкцией. Производители выпускают разборное оборудование небольшого веса. Поэтому приборы удобно применять и перевозить.
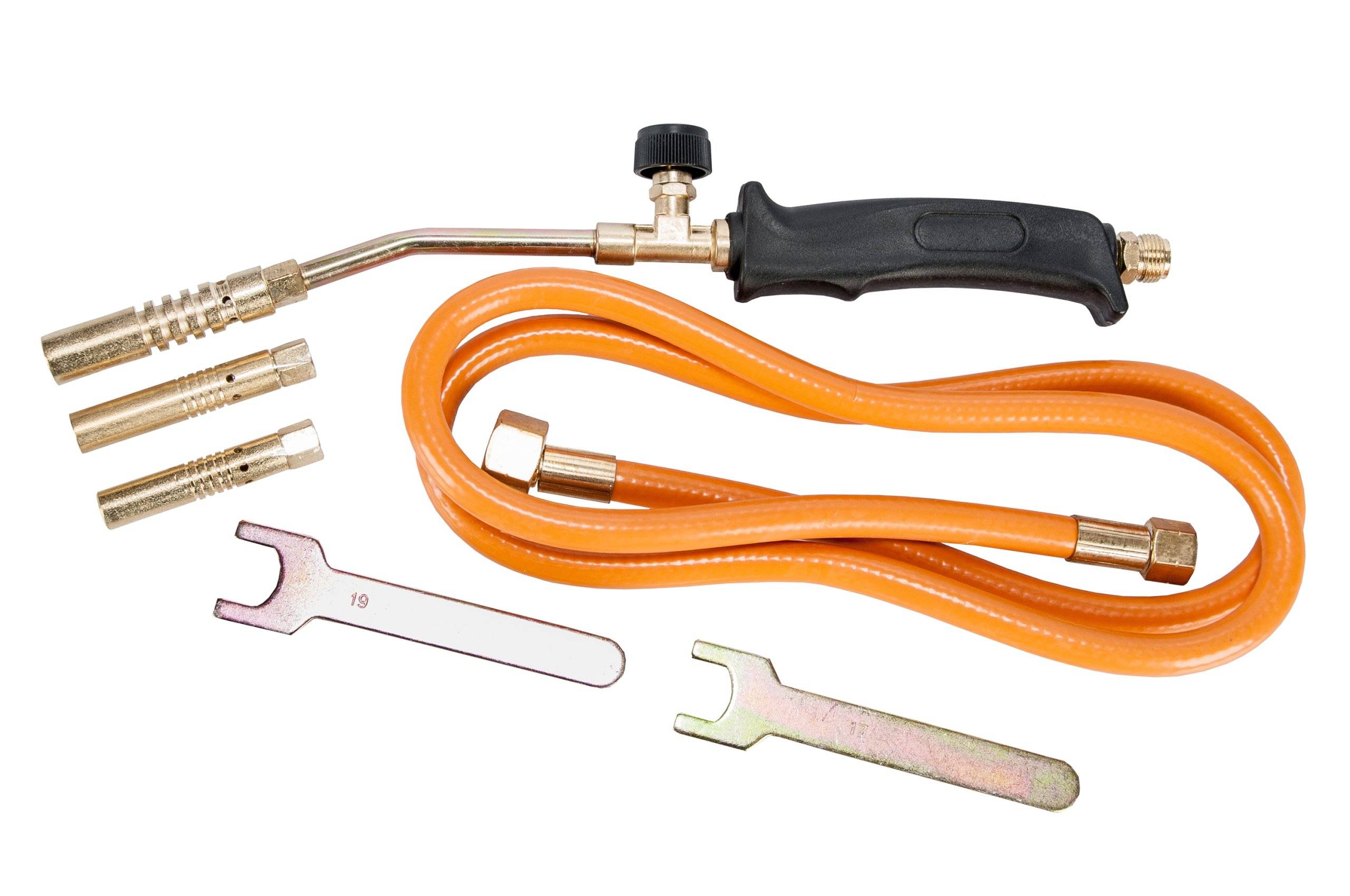
 Газовая горелка для пайки медных труб
Газовая горелка для пайки медных труб
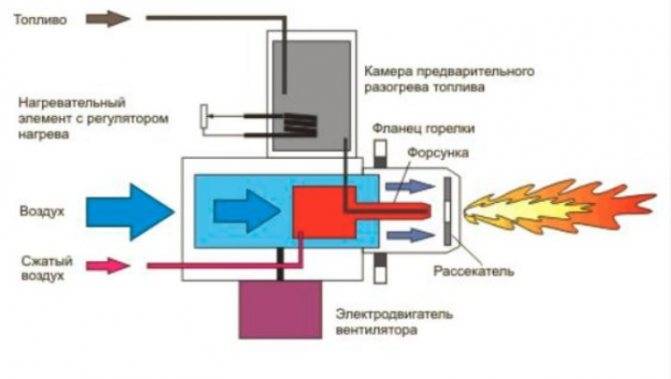
Аппараты помещаются, например, в слесарный ящик или сумку сантехника. Горелки для пайки медных труб состоят из следующих элементов:
- Форсунки, где газ смешивается с воздушной средой.
- Головки горелки.
- Устройства, для регулировки поступления газовой смеси. Благодаря этому узлу исключается перерасход топлива.
- Редуктора, снижающего давление газообразной смеси, поступающей из баллона и настраивающим режим пайки.
- Узла, выполняющего прямое закрепление и удерживание баллона или шлангового перехода для подключения к емкости с топливом.
Производители выпускают модели, которые дополнительно оборудуются зажигательным элементом — пьезоподжигом. Который быстро разжигает пламя одним прикосновением руки. Поэтому эксплуатация выполняется легко.
Производятся также модели с другими дополнительными элементами. К ним относятся наконечники и переходники. Газовые горелки еще могут иметь вращающееся или копьевидное сопло. Такой конструктивный элемент в некоторых моделях можно менять.
Это позволяет работать с пламенем, которое будет иметь требуемые параметры (скорость поступающего газа, длина факела). Комплектация зависит от конкретного производителя и марки оборудования.





