

Способы соединения медного трубопровода
Монтаж системы состоит из следующих этапов:
разметка отрезков – важно произвести правильные замеры с необходимыми допусками в большую сторону;
резка изделий – производится строго под прямым углом с помощью специального инструмента. Лучше сделать ним больше оборотов, чтобы потом не применять лишних усилий;
зачистка торцов – удаление заусенцев от резки и оксидной пленки;
сопряжение отрезков.. Соединение медных труб может происходить такими способами:
Соединение медных труб может происходить такими способами:
- капиллярная пайка;
- высокотемпературная пайка;
- посредством фитингов.
Пайка
Рассмотрим, как соединить медные трубы данным способом, а ниже предлагаемая инструкция процесса поможет в нем разобраться детальнее:
- Нанесите на зачищенную поверхность флюс.
- Соедините детали и наложите припой на место стыка.
- Прогрейте равномерно место соединения горелкой или паяльной лампой до тех пор, пока флюс не изменится в цвете, а припой – плавиться.
- Отведите пламя горелки и дайте расплавленному припою перекрыть зазор между деталями и застыть.

Как соединить металлические трубы сваркой или пайкой
- Не прилагайте механических усилий после заполнения стыка, давая ему время остыть.
- Удалите мокрой ветошью с соединения после его полного остывания остатки припоя и флюса.
- Промойте горячей водой смонтированную систему, иначе флюс станет катализатором развития коррозии. Так что его наличие на внутренних поверхностях нежелательно.

Безрезьбовое соединение стальных труб с помощью фланцев
Фитинги
Соединить элементы системы без пайки можно с помощью фитингов, которые по своему назначению объединены в две группы:
- прямые – для соединения одинаковых по диаметру деталей;
- переходные – для соединения деталей различного диаметра.
Фитинги производятся для всей линейки диаметров изделий. Цена их может различной и зависит от назначения.
В зависимости от конфигурации и выполняемых функций, различают следующие виды фитингов:
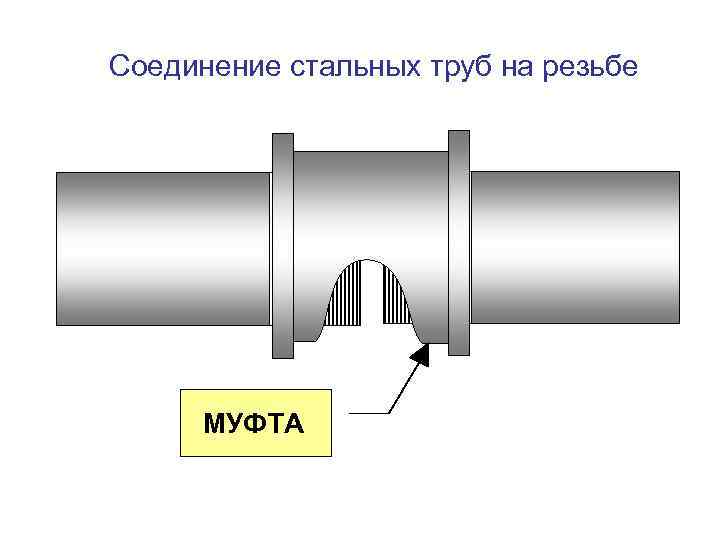
| Муфта |
|
| Угольник | Предназначен для изменения направления системы на 30º, 45º или 90º. |
| Тройник | Применяется для сочленения трех отрезков, расположенных по отношению друг к другу под углом 45º или 90º. |
| Крестовина | Используется для стыковки вместе четырех трубных отрезков. |
| Переходник | Другие названия – сгон или ниппель. Служит для сопряжения изделий из разных материалов и диаметров с использованием различных способов. |
| Заглушка | Колпак для герметизации трубного конца. |
| Штуцер | Разработан для сопряжения с гибким шлангом. |
Вот несколько способов работы с фитингами:
- с помощью пайки, когда в месте стыка фитинга наплавлено олово. В него вставляется труба, предварительно обработанная флюсом, затем узел прогревается, пока припой не расплавится и заполнит зазор;
- с помощью резьбы своими руками, когда на концах соединяемых деталей имеются соответствующие друг другу внутренние и наружные резьбы;
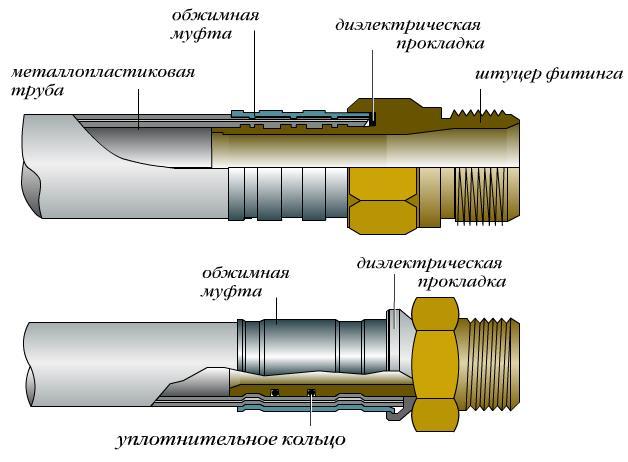
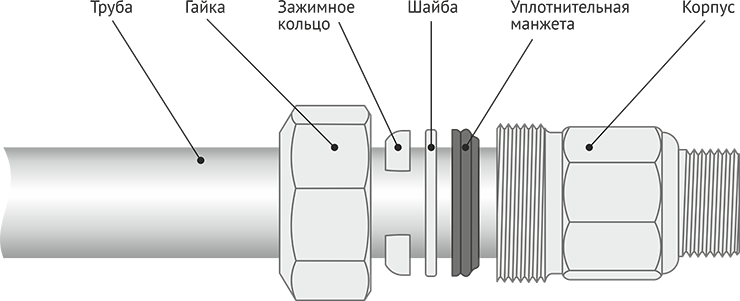
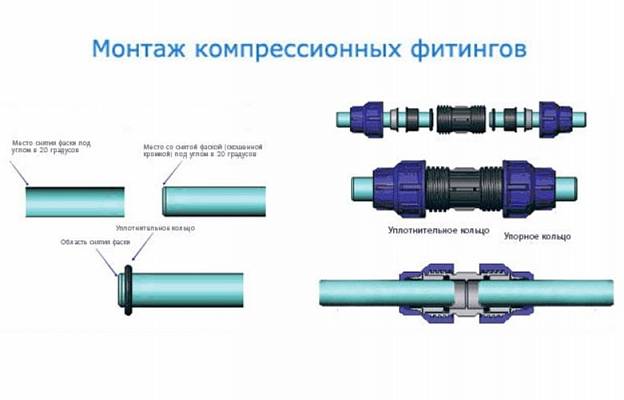
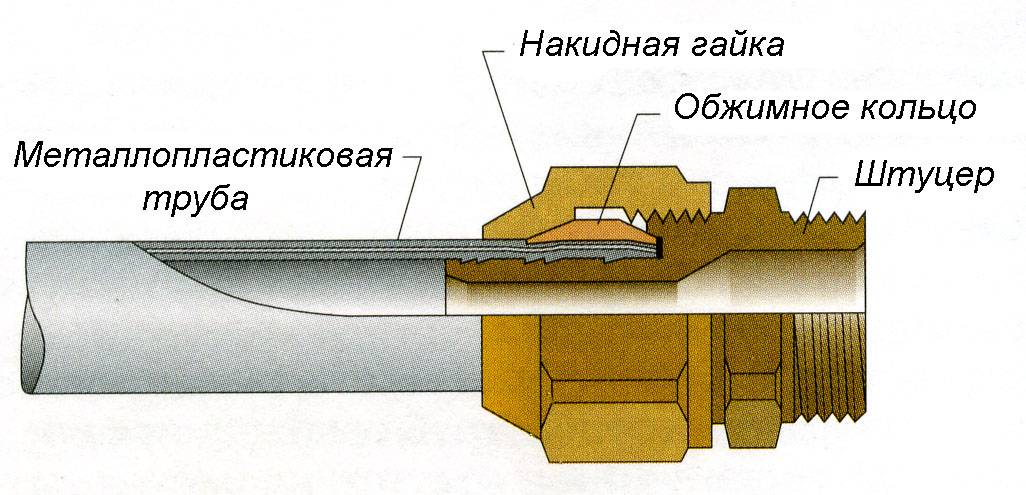
- обжимное (компрессионное) сопряжение элементов разного диаметра. Крепление трубы к фитингу происходит с помощью кольцеобразного уплотнителя и верхнего разъемного или неразъемного кольца. Для обжима подойдут обычные инструменты;
- пресс – фитинг, состоящий из корпуса и втулки. Монтируется с помощью специальных пресс – клещей;
- самофиксирующийся фитинг, принцип действия которого устроен на основе двух колец, одно из которых снабжено зубцами. Когда на него надавливают специальным ключом, зубцы вдавливаются в другое кольцо, обеспечивая надежное сочленение. Снимается он так же легко, как и надевается.

Соединение алюминиевых труб способом сварки
Соединение медных труб с цанговыми и пресс-фитингами
Рис. 41. Соединение медных труб пресс-фитингом
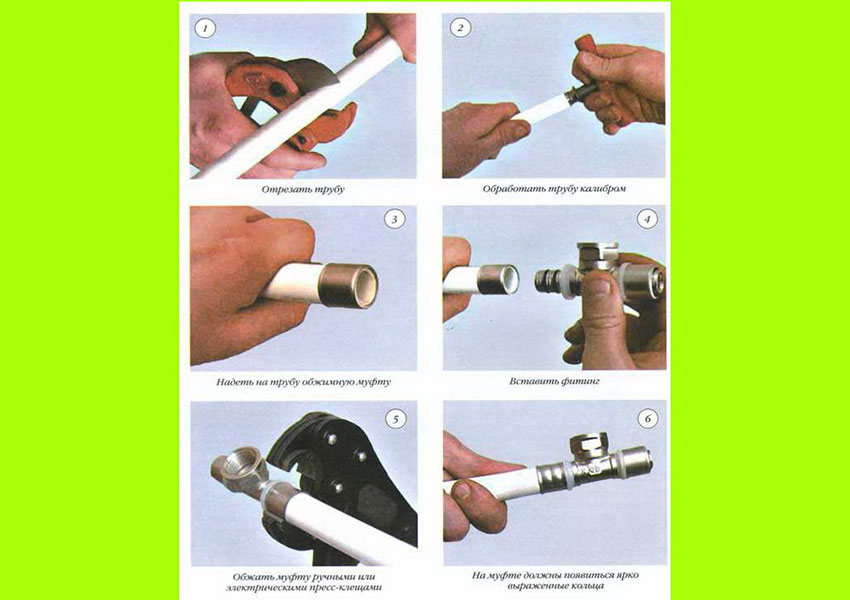
Еще один вид неразъемного соединения медных труб делается на обжимных пресс-муфтах (рис. 41), по аналогии с пресс-фитингами полимерных труб и фитингами для пайки медных труб с заложенным в них припоем. Это как бы гибрид двух конструкций: пресс-фитинга и фитинга для капиллярной пайки. Внешне пресс-фитинг для медных труб очень сильно напоминает фитинг для капиллярной пайки (рис. 39), а технологическая разница заложена во внутреннем содержании фитинга. Припой, заложенный в капиллярный поясок фитинга, здесь заменили на уплотнительные кольца из эластичных полимеров, похожих на резину. Технология соединения медных труб на пресс-фитингах сводится к простым операциям: отрезать и очистить трубы от грата, откалибровать их, вставить в пресс-фитинг и сжать соединение пресс-клещами (рис. 42).
Рис. 42. Закрепление фитинга пресс-клещами
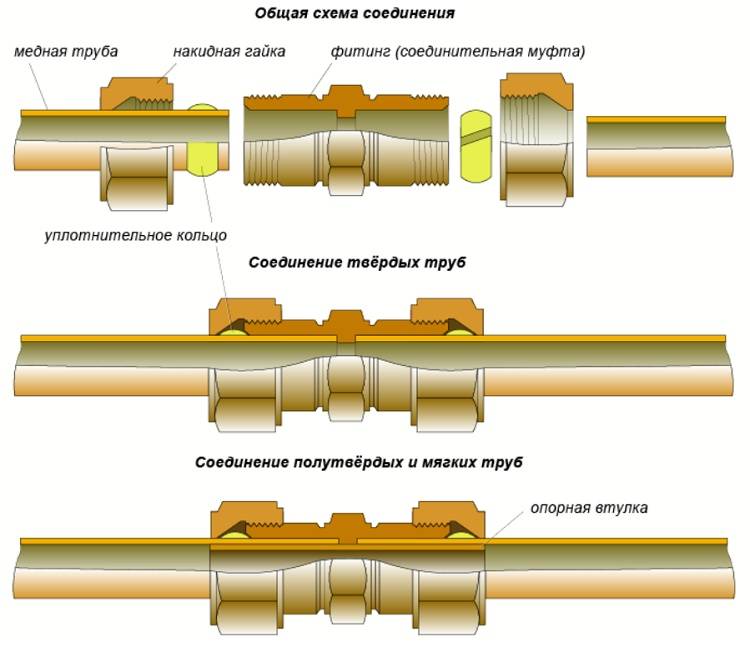
Помимо неразъемных существуют и разъемные соединения медных труб на обжимных (цанговых) фитингах. Есть два основных типа цанговых соединений: первый для соединений твердых и полутвердых и второй для соединения мягких и полутвердых труб.
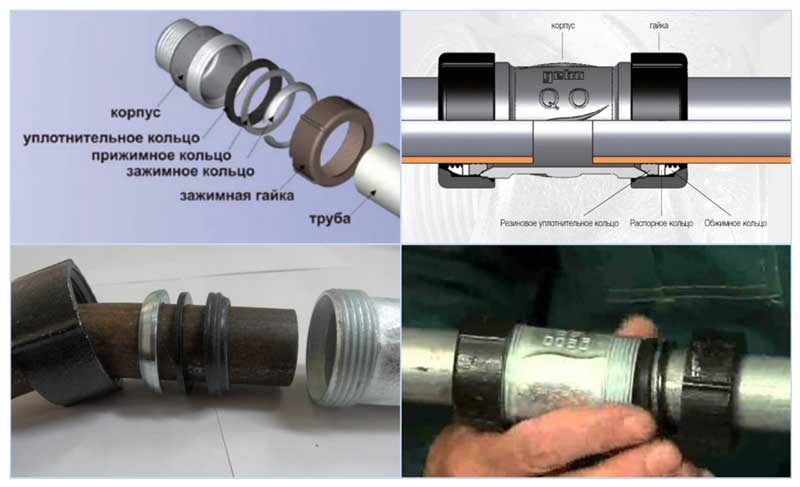
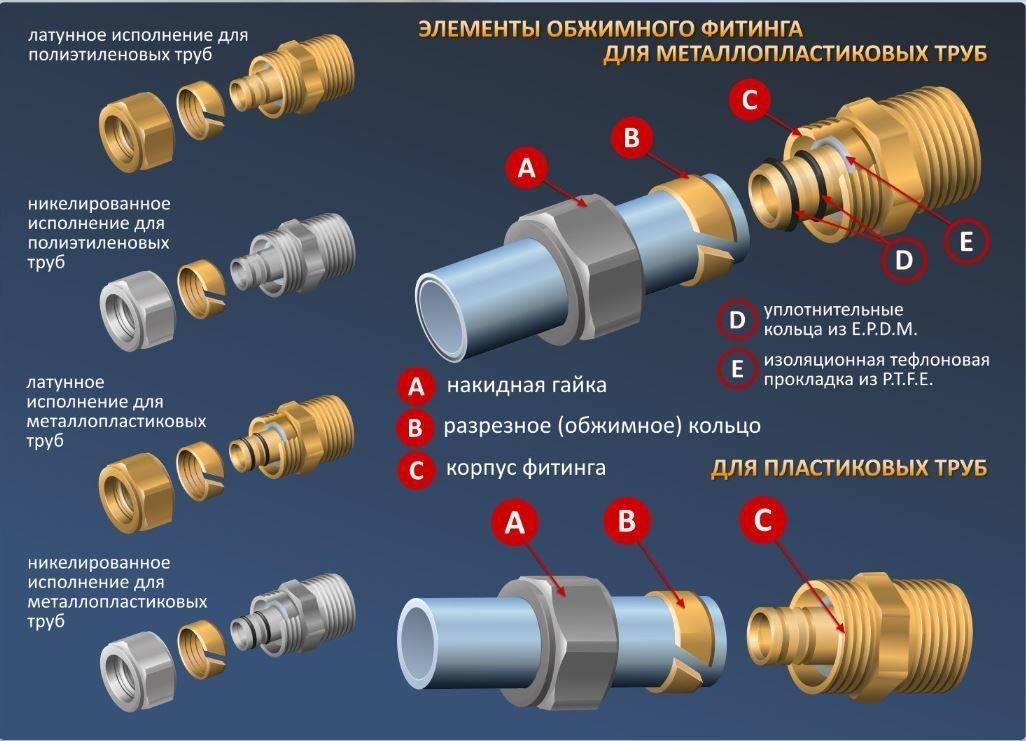
Если повнимательней взглянуть на первый тип фитингов, то увидим, что они почти полностью повторяют обжимные фитинги для металлопластиковых труб, с единственной разницей, что в фитингах для меди нет штока, на который насаживается металлопластиковая труба. В остальном первый тип фитингов для медных труб, практически полностью повторяет конструкцию фитингов для металлопластика: такие же накидные гайки, такое же уплотнительное О-образное кольцо, тот же метод затяжки (рис. 43).
Рис. 43. Соединение медных труб компрессионными фитингами первого типа
Подготовительные операции состоят в подборе фитинга походящей размерности. Далее, как обычно, следует аккуратно отрезать трубу, удалить грат, с помощью оправки-калибра проверить срез на предмет отсутствия овальности и, при необходимости, восстановить исходную геометрию трубы. Затем труба вводится в фитинг до упора. Как правило, зажимная гайка сначала заворачивается рукой. После того, как труба зажата компрессионным кольцом до такой степени, что рукой невозможно повернуть ее относительно фитинга, гайка доворачивается ключом на 1/3 или 2/3 оборота с тем, чтобы слегка деформировать трубу и обеспечить требуемое усилие зажима. Теоретически такое соединение труб можно разбирать и собирать вновь, практически — его лучше не трогать. Если соединение не течет, то и оставьте его в покое, если оно подтекает, то нужно слегка довернуть гайки.
Обжимные фитинги первого типа придуманы для твердых медных труб (рис. 43), однако ими можно соединять и мягкие трубы, и твердые с отожженными концами. Для того, чтобы при затяжке гаек трубы не деформировались, внутрь их помещают обрезок трубы — опорную втулку. После добавления этого элемента фитинг практически полностью повторяет конструкцию обжимного фитинга для металлопластиковых труб.
Компрессионные соединения второго типа основаны на раструбном сплочении труб через уплотнительные конусы. В этих фитингах затягиванием гайки конус прижимается к внутренней поверхности развальцованного края трубы, а верх трубы зажимается уплотнительным кольцом. В конструкции узла использованы свойства мягкой меди: под давлением «притираться» к той поверхности, к которой ее прижимают. Соединение не ново, с ним знакомы достаточное количество мужчин, разбирающихся в тормозной системе своего автомобиля или с системой питания дизельных двигателей. В трубной разводке сантехнических систем соединение слегка видоизменено, но сам принцип сплачивания остается прежним, на его основе вам могут встретиться и другие виды фитингов.
Рис. 44. Соединение мягких медных труб компрессионными фитингами второго типа
Технология сборки узла (рис. 44) такая же простая, как и все описанные выше сборки. После резки труб, устранения заусенцев (грата) и неровностей на трубу надевается зажимная гайка и оправкой развальцовывается конец трубы. Далее в раскрытую часть вставляется прижимной конус, после чего монтажный узел собирается. Предварительная затяжка, как и в случае со всеми компрессионными фитингами, производится рукой, а затем дотягивается ключом, как правило, на один оборот.
Для медных труб больших диаметров применяется фланцевое соединение. В принципиальную конструкцию заложены сварка фланца с раструбом трубы или высокотемпературная пайка, значительно реже, компрессионное соединение.
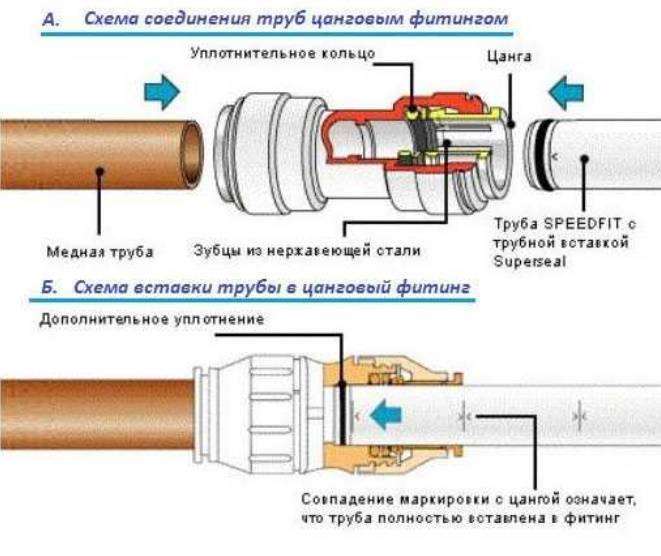
Разъемное соединение деталей цанговым методом
Для выполнения технологической задачи требуется специальный комплект деталей: зажимная цанга и цанговые патроны.
Суть способа: при соединении изнутри возникает давление на место сопоставления пружинистой цангой — втулкой, вставляемой в трубу, закрепленную в специальном фитинговом патроне. Применяется цанговое соединение труб для угловых совмещений, либо скрепления элементов, имеющих разный диаметр.А также для сочленения их с водопроводными кранами, счетчиками, другими измерителями и переходниками.
Этапы монтажа:
Выбрать фитинг, подходящий по размерам диаметру труб.
Приобрести фитинговое устройство с учетом материала конструкции
Для полутвердых и твердых изделий, либо для полутвердых и мягких элементов.
Установить и прочно зафиксировать внутри трубы разрезную втулку.
Осторожно до упора закрутить разводным или гаечным ключом наружную патронную затягивающую гайку до нужного уровня герметизации.
Повторить прижим другой части элемента конструкции.
Нанести уплотнительный герметичный слой.. Внимательно контролируйте прилагаемые усилия, пережатие приведет к повреждению целостности пластикового изделия
На изделиях из гибкого металла от превышения давления образуются невосстановимые трещины, вмятины
Внимательно контролируйте прилагаемые усилия, пережатие приведет к повреждению целостности пластикового изделия. На изделиях из гибкого металла от превышения давления образуются невосстановимые трещины, вмятины.


В чем преимущества способа? Устройства имеют низкую стоимость, а если их нет в продаже, можно сделать цанговый зажим своими руками.
Они долговечны, пригодны к повторному установлению. Процесс монтажа доступен каждому хозяину, не имеющему специальной строительной квалификации.
Однако цанговые разъемные соединения имеют недостаток: периодически зажимы ослабевают, требуется подтягивание
Поэтому важно устраивать их в местах открытого доступа
Если речь идет о цанговом соединении, необходимо осторожно отнестись к затягиванию фитинга, чтобы его не перетянуть, так как из-за этого может лопнуть труба
Преимущества и недостатки каждого способа
Резьба
Преимущества:
- надежность;
- удобство сборки, возможность разборки;
- малая стоимость.
Недостатки:
- напряжение во впадинах резьбы, повышает усталость материала, снижая его прочность;
- необходимость применения средств стопорения, для предотвращения откручивания рабочего элемента.
Фланцы
Достоинства:
простота и удобство многоразового соединения и разъединения.
Отрицательные свойства:
- большая трудоемкость при изготовлении, следовательно, высока цена;
- при длительной эксплуатации снижение места его соединения, потеря герметичности.
Подклейка
К плюсам этого способа можно отнести его не трудоемкий процесс, не требующий больших умений и усилий.
Но ожидание склеивания иногда достигает трех суток, что не всегда удобно.
Такой вид соединения нельзя отнести к надежным способам.
Сварка
Преимущества:
- надежность;
- долговечность;
- герметичность;
- возможность соединения деталей любых форм.
Недостатки:
- возникновение остаточных напряжений;
- возможность изменения геометрии;
- риск разрушения при вибрационных и ударных нагрузках.
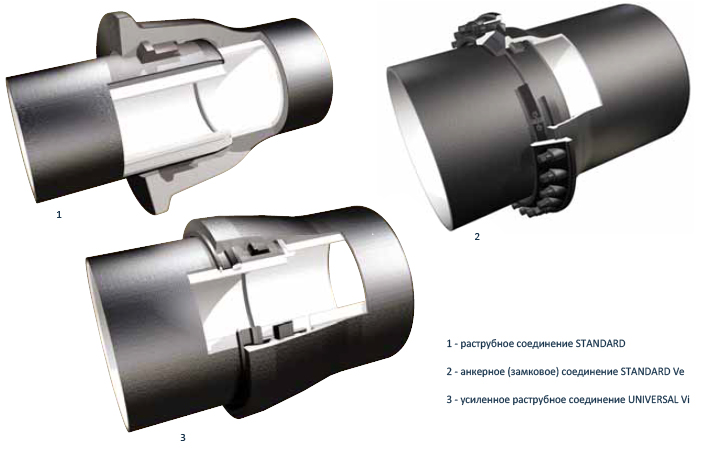
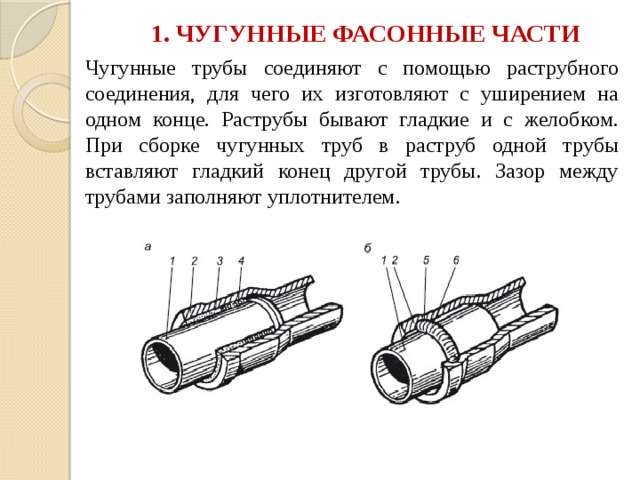
Раструб
В сравнении со всеми видами раструбные имеют преимущество в низкой стоимости возможности небольших осевых и боковых перемещениях трубы, что очень полезно при температурных изменениях и усадки почвы.
Отрицательный показатель заключен в трудности разъема соединения и недостаточной надежности при повышенном давлении.
Прессование
Общим положительным фактором является отличное самоцентрирование стыкуемых деталей, устойчивое состояние при ударных нагрузках. Простотой и не трудоемкий процесс.
Не поддаются обратной разборке или смещению друг друга. Вот несколько недостатков этого способа.
Способы соединения металлических труб
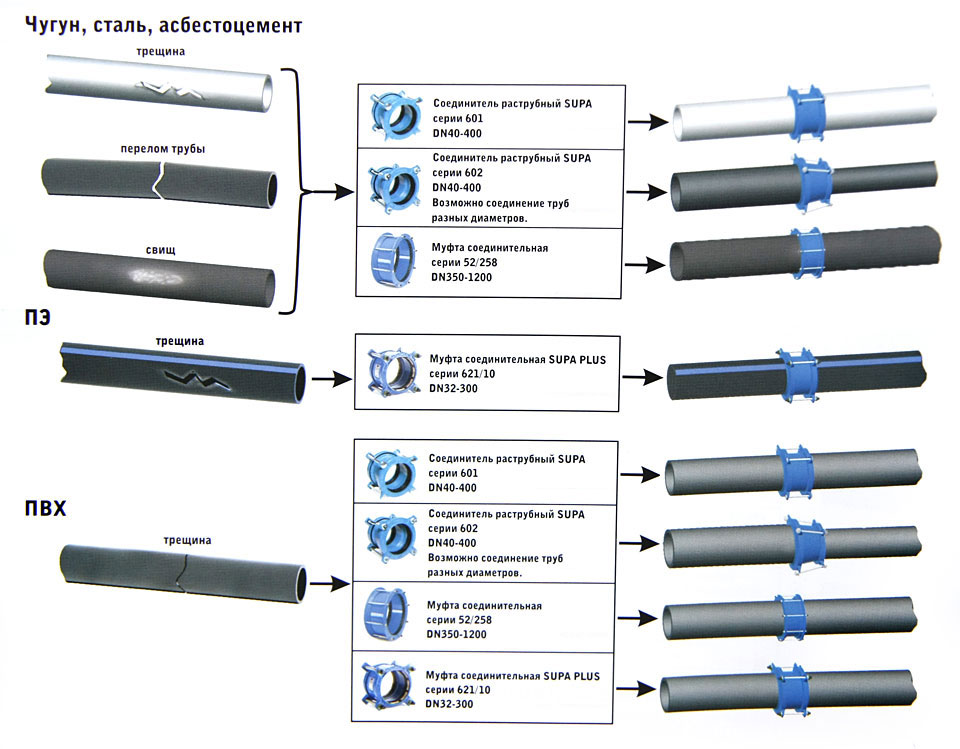
Плюсы и минусы канализационных труб из чугуна
Основные преимущества материала:
- универсальность — изделия подходят для всех вариантов грунта и большинства типов канализации;
- стойкость к перепадам внешней температуры — трубы из чугуна нормально переносят как резкие, так и сезонные изменения;
- долгий срок эксплуатации при правильной сборке и установке конструкций;
- широкий ассортимент диаметров канализационных чугунных труб, позволяющий без затруднений подобрать продукцию под свой проект;
- негорючесть;
- экологическая чистота — в составе материала — только железо и углерод, что, в отличие от пластика, гарантирует отсутствие вредных выделений в атмосферу и возможность полной переработки изделий;
- прекрасное шумоподавление — также выгодно отличает чугунные трубы от изделий из высокомолекулярных соединений;
- относительная химическая стойкость;
- низкая склонность к коррозии, что позволяет долгое время не задумываться о ремонте трубопровода.
Есть у продукции и существенные недостатки:
- значительный вес канализационных чугунных труб, усложняющий их транспортировку к месту работы и все этапы сборки трубопроводов;
- повышенная хрупкость в сочетании с недостатком пластичности, что делает изделия нестойкими к динамическим механическим перегрузкам;
- необходимость использования при обустройстве системы дополнительных материалов;
- относительная дороговизна изделий;
- сложность и затратность ремонта.
поскольку трубы производятся методом литья, проверить отсутствие трещин, раковин и прочих дефектов довольно просто: необходимо аккуратно простучать изделия по всей длине, следя за тем, чтобы звук был гулким и равномерным. Рекомендуется простукивать как каждый отдельный элемент, так и собранную конструкцию.
Использование контактной сварки
Чтобы использовать такой способ соединения труб, вам понадобится сварочный аппарат. Он может быть механическим или ручным, но должен быть оснащен специальным инструментом, который нагревает элементы до необходимой температуры.
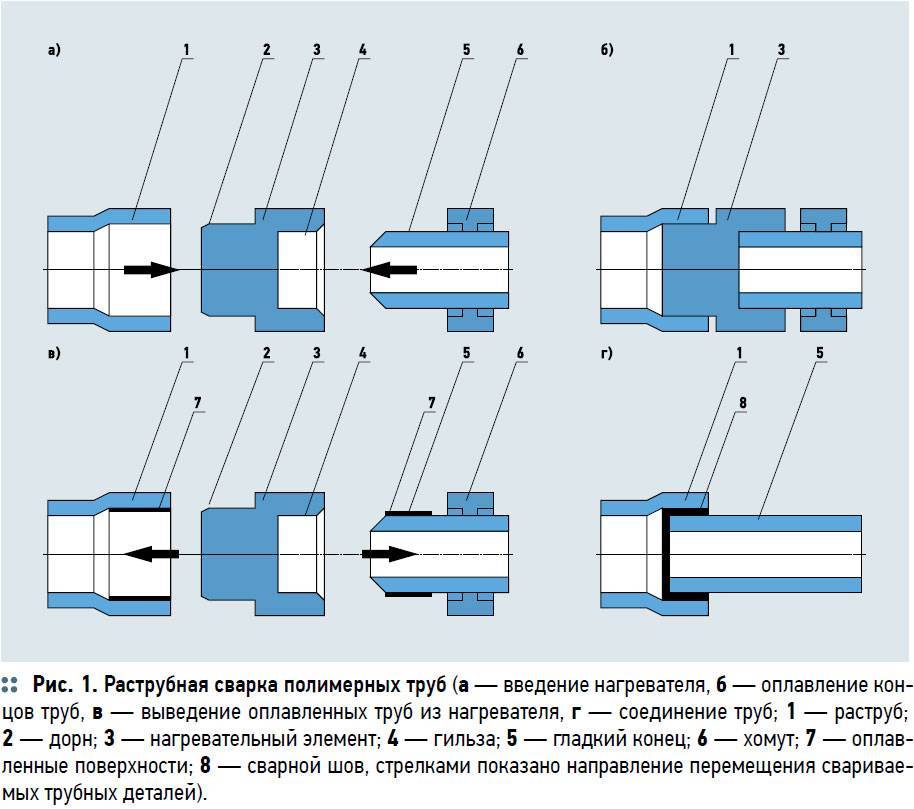
При использовании раструбной техники для соединения трубок используется мечевидный отросток. Он представляет собой металлический комплект и состоит из гильзы, предназначенной для нагрева внешней поверхности трубы, и оправки (штифта), которая оплавляет деталь изнутри.
Фотографии из Сварка (также известная как пайка) полипропиленовых труб выполняется для армированных и неармированных гидравлических полимерных изделий. Второй вариант состоит из трех слоев, два внешних необходимо удалить перед подключением. Предназначенный для подключения участок трубы погружается в штуцер или штуцер. Мы отмечаем эту глубину на трубе. Просто обезжириваем необработанные трубы и присоединенные к ним фитинги со стороны созданного контакта на отмеченную глубину. Прикладываем фитинг или фитинг к концу армированной трубы и отмечаем глубину, на которую проходит труба будет погружен в соединитель разрезаем его по разметке Снимаем с трубы внешний слой полипропилена вместе с ним, он не подходит к фитингу даже для сборки. Затем снимаем с трубы слой армирующей пленки для увеличения степень сцепления для труб с определенной толщиной и диаметром стенки снимаем детали и соединяем между собой безопасным движением, не поворачивая их по оси Подготовка труб к сварке Разметка труб для подготовки к сварке Обезжиривание неармированных труб Резка полипропиленовых труб Армированные Очистка внешнего полимерного слоя бритвой Удаление труб и фитингов из алюминиевой фольги



Важным моментом является подбор комплекта. Его параметры должны соответствовать диаметру сборки.
Технология раструбного соединения труб контактной сваркой проста:
- На вводимую трубку накладывается ограничительный зажим. Расстояние между краем трубы и зажимом должно быть равно глубине раструба плюс еще 2 мм. Разница между внутренним диаметром хомута и внешним диаметром соединительной трубки должна составлять 0,2 мм.
- Комплект нагревается после предварительной установки на устройство.
- Наденьте рукоятку на оправку и гладкий конец трубки на втулку до упора.
- Нагрев осуществляется в течение заданного времени.
- Одновременно извлеките детали из комплекта и соедините их, не давая деталям двигаться, пока расплавленный материал не затвердеет.
Сварные швы осматривают на предмет возможных перекосов, пустот, неровных швов.
На внешней поверхности деталей не должно быть дефектов, появляющихся при превышении допустимой температуры. Визуально снаружи сварной шов должен иметь форму симметричного шва такой же ширины и равномерно распределен по периметру трубы. Набор втулка-оправка подбирается индивидуально для разных диаметров. Поверхность нагревательного элемента покрыта специальным составом, иначе расплавленный материал будет прилипать к нему
Набор втулка-оправка подбирается индивидуально для разных диаметров. Поверхность нагревательного элемента покрыта специальным составом, иначе расплавленный материал будет прилипать к нему
Максимальная высота рулона трубы с толщиной стенки до 1 см – не более 2,5 мм. Для труб, у которых этот размер превышает 1 см, допустимой считается высота ролика 3-4 мм. Кромки сварного шва могут быть смещены относительно друг друга не более чем на 10% толщины стенки трубы.
Технология сварки полипропиленовых труб подробно описана здесь. Рекомендуем ознакомиться с содержанием предложенной нами статьи.
Сварку труб из полимерных труб диаметром более 50 мм и толщиной стенки более 4 мм рекомендуется проводить на стационарном или мобильном устройстве с дисковым нагревательным элементом:
Фотографии из Аппарат для стыковой сварки предназначен для нагрева концов соединяемых труб. Перед нагревом концы полимерных труб обрезаются для придания им четкой геометрической формы. Для подготовки труб к соединению паяльник нагревается до стандартной температуры. (ПП до 260º, ПНД до 220º). Трубки сопротивляются дискам в течение периода, зависящего от диаметра и толщины стенки, затем они соединяются быстрым движением
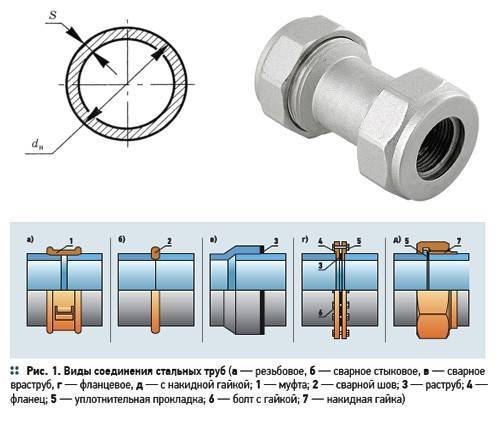
Виды соединений
Современные коммуникации могут быть смонтированы из металлических, пластиковых, металлопластиковых, пвх, пнд и иных труб. Материал изготовления определяет выбор способа соединения стояков в единую конструкцию. Поэтому, элементы трубопроводной системы могут быть разборного и неразборного типов.
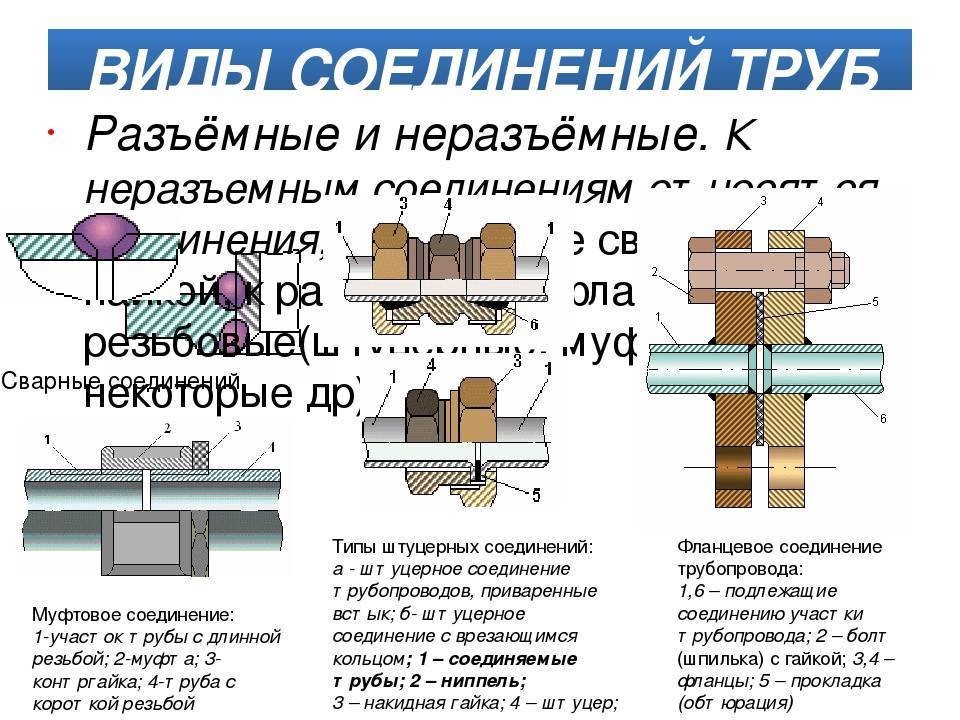
Среди множества разъемных стыковок в равной мере популярными являются соединения как с помощью резьбы, так и без нее.К резьбовым способам относятся соединения с использованием:
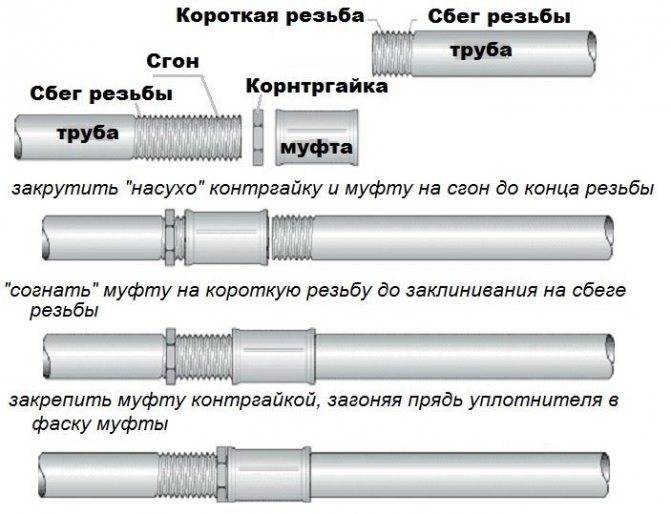
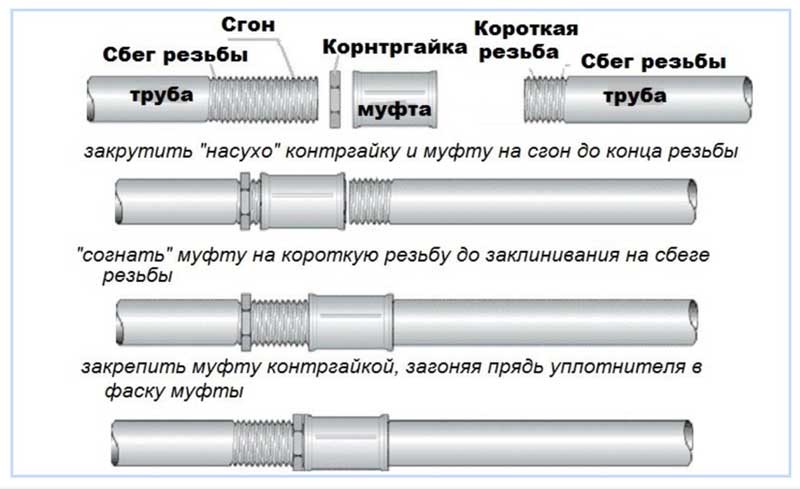
- сгона, муфты, контргайки;
- американки с накидной гайкой;
- резьбы двунаправленного типа.
Безрезьбовой способ включает в себя сочленение с применением:
- фланцев;
- сварки;
- компрессионных фитингов.
и иных приспособлений, в зависимости от материала изготовления труб.
Об этих типах соединений дальше расскажем более подробно.
Где применяются различные виды фитингов для полиэтиленовых труб?
Исходным материалом, из которого изготавливают различные виды фитингов ПНД труб, служит латунь либо полиэтилен различной плотности.
Диаметры фитингов
для ПНД труб варьируются от 20 до 1200 мм.
Виды фитингов ПНД труб:
- Компрессионные
, как правило, применяют при сборке систем водоснабжения, в том числе питьевых. Их диаметр может составлять от 20 до 110 мм. Они рассчитаны на работу в температурном диапазоне 0… +45 ºС и при давлении от 10 до 16 бар. Монтаж ПНД труб с помощью компрессионных фитингов делают без использования горячих методов – сварки или пайки.
- В электросварных
устанавливается нагревательный элемент (проволока) на соединяющихся частях. При нагревании проволока плавит торцевые части трубы, и они спаиваются. В итоге получают качественный сварной шов. Такие фитинги берут при монтаже газо- и водоснабжения, при осуществлении аварийно-ремонтных работ. Электросварные фитинги представлены такими видами соединительных элементов, как тройники, отводы на 45º и 90º, переходники, заглушки, соединительные муфты.
- Металлические
выбирают, если необходимо присоединение труб из отличающихся материалов, например, при сборке труб ПНД со сделанными из металла.
- Литые
виды фитингов ПНД труб изготавливаются с использованием той же технологии, что и ПНД трубы, благодаря этому в прочности они не уступают соединяемым трубам. Температурные границы применения – 0… + 40 ºС. Используются в газо-, водоснабжении.
- Сегментные или сварные
виды делают из отдельных нарезанных частей трубы ПНД, которые потом подключают под необходимым градусом способом стыковой сварки. Используются для соединения трубопровода в местах, где он меняет направление: повороты, разветвления. Диаметры сегментных фитингов находятся в рамках 90-450 мм.
- Используя латунные
виды фитингов ПНД труб, мы получаем наиболее надежное, герметичное соединение. Латунные фитинги лучше всего использовать совместно с забивной опорной втулкой. Этот простой метод предотвратит деформацию торцов соединяемых труб и сужение трубы в месте соединения при сжатии обжимным фитингом.
- Труба ПНД 75 мм
обычно используется при монтаже безнапорной канализации или прокладке кабеля в уличной траншее.
Соединение канализационных пластиковых труб
При монтаже канализационных сетей из полимеров (PVC, PP-B типа) используют всего три технологии:
- Соединение в раструб
- Соединение на сварку
- Соединение на резьбовую муфту
Причем каждая технология реализуется путем различных манипуляций с оборудованием, коммуникациями и муфтами. Поэтому мы предлагаем рассмотреть все варианты сборки.
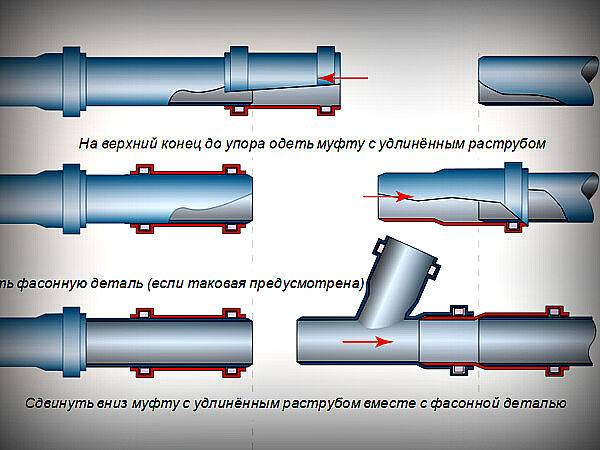
Монтаж в раструб
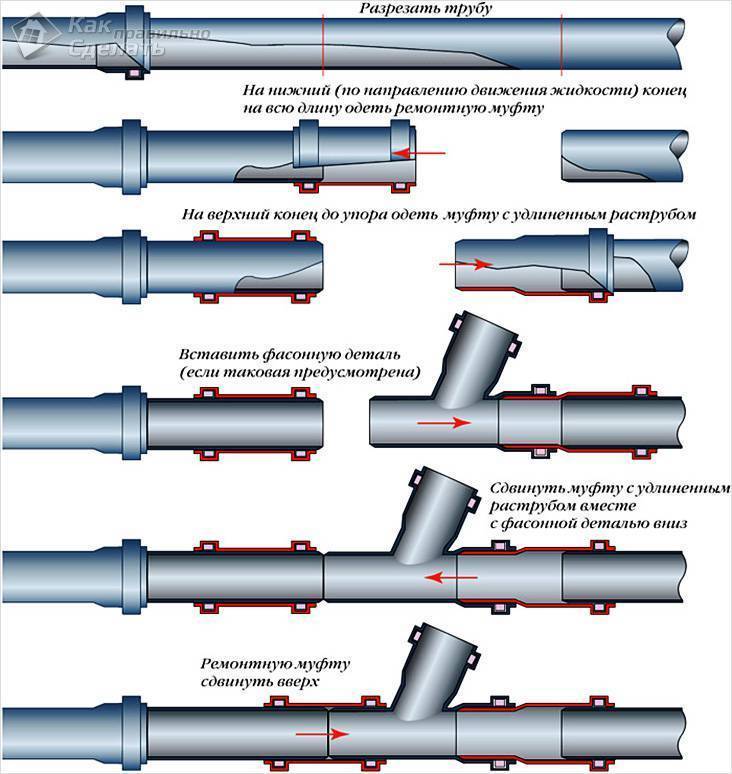
Раструбное соединение труб канализационных PVC или PP типа предполагает следующий порядок действий:
- Первое изделие закрепляется на опорной поверхности. Причем раструб располагается в сторону, противоположенную движению потока.
- В раструб принимающей трубы вставляется уплотнительное кольцо.
- После монтажа кольца вводится гладкий торец второй трубы. Для облегчения процесса монтажа оба элемента нужно смазать мыльным раствором.
После сборки соединения вторая труба фиксируется на опорной поверхности. И все начинается сначала.
Разумеется, такой монтаж подойдет изделиям у которых есть раструб – специальное утолщение на торце изделия. Причем раструбный монтаж допускается лишь при строительстве безнапорных сетей.
Монтаж на сварку
Сварное соединение труб канализации дает возможность построить отводящий трубопровод напорного типа. Для изделий из полипропилена практикуют технологию диффузионной сварки, а для ПВХ труб – технологию холодной сварки (склеивание). Причем и холодная, и диффузионная сварка применяется при монтаже трубы в муфту или при фиксации трубы в раструбе.




Технология монтажа полипропиленовых труб предполагает следующие действия:
- Перед тем как соединять полипропиленовые канализационные трубы нужно выполнить такие действия, как обрезка торца трубы и промер глубины размещения трубы в муфте. Пренебрегая этими операциями, мы рискуем качеством монтажа. Поэтому обрезка и маркировка глубины должны выполняться в обязательном порядке.
- После предварительного этапа нужно разогреть трубу и муфту особым паяльником. Для этого оба изделия надевают на насадку паяльника и нагревают до температуры 260 градусов Цельсия.
- После разогрева детали снимают с направляющих, и труба впрессовывается в муфту на маркированную глубину.
Технология монтажа поливинилхлоридных труб выглядит следующим образом:
- Перед тем как соединить канализационные трубы из ПВХ нужно выполнить такую же обрезку торца и промер глубины погружения, как и в случае монтажа РР труб.
- Далее нужно нанести на внутреннюю часть муфты и внешнюю часть трубы особый клей, рекомендованный производителем труб и фитингов.
- На финальном этапе трубу вставляют в муфту на контролируемую (по маркеру) глубину и слегка проворачивают вокруг оси.
Соединение можно вводить в эксплуатацию спустя пару часов от момента проклейки шва.
Монтаж на муфту
Соединение пластиковых труб канализации на резьбовую или компрессионную муфту дает возможность обустроить полностью разборную систему отвода сточных вод. Однако этот способ монтажа допускается только в том случае, если диаметр трубы не превышает 63 миллиметров.
Ну а сам процесс монтажа реализуется в следующем порядке:
- Перед тем как соединять трубы канализационные пластиковые с резьбовой муфтой нужно разобрать этот крепежный элемент.
- Далее нужно надеть на трубу контргайку и уплотнительное кольцо.
- На следующем этапе мы вставляем трубу в штуцер муфты и пожимаем место соединения контргайкой, которая накручивается на резьбу торца муфты.
Соединение считается рабочим после закручивания контргайки. Поэтому резьбовой монтаж считается самым быстрым способом сборки трубопровода. Однако такая быстрота имеет и оборотную сторону – резьбовая пара постепенно раскручивается и стык начинает подтекать.
Что такое ножевые клеммники?
Ножевые клеммники используются для коммутации проводов в случаях, когда согласно нормативным документам монтаж цепи должен проводиться только с использованием неразрывной токопроводящей жилы. Обычно этим требованиям должны соответствовать цепи зануления и защитного заземления.
Монтаж изделий в этом случае возможен без зачистки проводов методом прямой установки их в полость клеммника с последующим обжатием для прочности. Ножевидные контакты прорезают слой изоляции, что гарантирует безопасный контакт.
Производителем таких изделий являются компании «Klemsan» и «Legrand». Их продукция наиболее востребована сегодня в странах СНГ.
Классификация
Виды классификации фитингов:
- по материалу изготовления;
- по способу монтажа.
По материалу изготовления
Современные соединители выпускаются из следующих материалов:
- Медь. Муфты, тройники, уголки под капиллярную пайку. Имеют простую форму, состоят из одной детали. Из меди не выпускают никакие изделия с резьбовой частью – металл слишком мягкий.
- Латунь Когда говорят о металлических фитингах, обычно подразумевается латунь. Это прочный сплав, достаточно твердый для нарезки резьбы, в то же время нехрупкий, пластичный, устойчивый к гидравлическим ударам. Долговечность латуни составляет от 20 и до 30–50 лет в зависимости от условий эксплуатации. Если нет постоянных толчков и смещений, то недорогие латунные изделия простоят долго. Латунь устойчива к высоким температурам, темнеет со временем, поэтому ее часто покрывают никелем или хромом.
- Бронза. Ее свойства аналогичны латуни. Такие элементы встречаются редко, они стоят дороже латунных.
- Сталь, чугун. Стальные фитинги встречаются редко, чугун – практически анахронизм. Современные стальные соединители обязательно покрывают никелем, хромом или хотя бы цинком для защиты металла от коррозии. Применяют сталь редко и только на стальных трубопроводах. Срок службы стальных изделий с покрытием – до 20 лет, прочность выше, чем у латунных.
- Пластиковые переходники. ПП изделия под пайку, ПВХ под склеивание, ПЭ с цанговыми зажимами. Еще применяются очень дорогие терморезисторные муфты (для ходовых диаметров 15–40 мм не выпускаются). ПЭ, ПП неустойчивы к ультрафиолету; ПВХ, ПЭ неустойчивы к повышенным температурам, не применяются для систем отопления.
- Комбинированные конструкции состоят из пластиковой муфты с впаянной металлической резьбой или патрубком с накидной гайкой-американкой. Свойства таких переходников определяются свойствами пластмассы. Для меди существует свой вариант – на медный патрубок под пайку закреплена гайка-американка.

По способу монтажа
По способу монтажа фитинги бывают разъемные или неразъемные.
Некоторые виды пластика монтируются только на неразъемные фитинги – полипропилен, например; для фитингового соединения трубопроводов из полиэтилена или поливинилхлорида можно использовать как разъемные, так и неразъемные соединители.
Медные трубопроводы собирают пайкой либо компрессионными и пресс-фитингами. Компрессионные соединители относятся к разборным.





