

Способы соединений
Способы соединения полиэтиленовых труб можно разделить на две основные группы: монтаж с помощью дополнительных деталей (муфт и фитингов) и прямая сварка стыков.
Сварка
Сварочные швы обеспечивают наиболее прочное неразъемное соединение с полной герметизацией стыков, выдерживающее нагрузки, аналогичные цельным поверхностям. Пайка применяется к трубам, диаметр которых превышает 50 мм, и требует наличия специального сварочного аппарата.
Сварка отрезков трубы ПНД может проводиться:
- Встык. В этом случае требуется особая ровность срезов и смещение их относительно друг друга не более чем на 10 % от толщины стенок трубы. Работа проходит последовательно:
- Срезы труб очищаются от всех загрязнений и обезжириваются (напр., спиртом или другими веществами),
- Оба торца нагреваются до вязкости полимера,
- Отрезки трубы соединяются с применением давления и фиксируются неподвижно до полного остывания. При этом нужно следить, чтобы шов получался ровным, без впадин и выступов для гарантии его надежности.
- С применением электросварной муфты. Здесь также потребуется аппарат для работы с такими муфтами, которые имеют встроенную спираль и могут быстро плавиться при ее нагреве:
- Очищенные и обезжиренные концы трубы закрепляются в муфте,
- Клеммы аппарата подсоединяются к выходам спирали до начала ее расплава,
- Труба фиксируется до полного остывания.
Как это делается смотрите на видео.
ВАЖНО! Сварные муфты обычно применяются в труднодоступных местах, где простая сварка затруднительна: при создании врезок либо ремонте уже смонтированных систем, в колодцах и т.п
Монтаж
Под прямым монтажом подразумевают создание разъемных соединений с помощью фитингов всех имеющихся видов: муфтовых, угловых отводов, тройников, разводных на 4 отрезка и т.п. Такие соединения обычно осуществляют в системах, где не требуется суперпрочности монтируемых стыков, либо на участках, где может потребоваться демонтаж и реконструкция (например, в частном доме для подключения внешней оросительной системы на летний период).
Бессварочный монтаж может проводиться следующими способами:
- Соединение труб с помощью устроенных на них раструбов, оснащенных уплотнительными кольцами, для которого достаточно просто приставить соответствующие элементы труб друг к другу и хорошо прижать.
- Фитинговое соединение компрессионными элементами проходит в несколько этапов:
- на срез трубы натягивается прижимная гайка;
- труба надевается на штуцер фитинга плотно до упора;
- прижимная гайка закручивается с помощью ключей.
Технические характеристики ПНД труб

ПНД трубы должны изготавливаться в соответствии с требованиями ГОСТ 18599-2001. Характеристики изделий обуславливают области их применения, особенности установки ПНД;
- Материал — полиэтилен низкого давления.
- Максимальное рабочее давление — 16-20 атм.
- Диаметр — от 10 до 1200 мм.
- Рабочая температура — от -20 C до +40C.
- Диапазон температур, которые выдерживает ПНД — от -70C до +80C.
- Внутренняя поверхность — гладкая.
- Предел прочности при разрыве — 38 МПа.
- Срок эксплуатации — от 50 лет.
- Длина отрезков трубы — 6, 12 метров.
Важно! Поставляться такая продукция может как уже готовыми отрезками, так и бухтами. Технические характеристики конкретного изделия можно узнать по нанесенной на поверхность маркировке
Ее следует проверить перед началом монтажа водопровода. В ней указываются:
Технические характеристики конкретного изделия можно узнать по нанесенной на поверхность маркировке. Ее следует проверить перед началом монтажа водопровода. В ней указываются:
- производитель;
- материал изготовления;
- толщина стенок;
- диаметр;
- максимальное давление;
- тип рабочей среды.
Инструкция: как сварить пластиковые трубы
Учиться сварке пластиковых трубопроводов враструб нужно на практике. Трубные заготовки и комплектующие для систем всегда покупают с запасом. Для приобретения навыков работы на оборудовании пластиковые элементы нарезают небольшими отрезками. Технологический процесс состоит из нескольких этапов, каждый из них рассмотрен отдельно.
Подготовка труб под сварку
Нарезают пластик на фрагменты в соответствии со схемой разводки. Кромки делают под прямым углом. Сначала делают разметку, затем врезаются в пластик. Только после этого резким усилием разрезают заготовку окончательно. Элементы раскладывают на чистой ровной поверхности в удобном для сварки порядке. Рядом размещают необходимые соединительные элементы: фитинги, отводы, тройники, муфты.
Каждый стык перед сваркой зачищают, чтобы не оставалось заусениц, обезжиривают. Трубы с фольгированным слоем обязательно фальцуют – слой металла полностью срезают в месте стыка.
Настройка сварочного аппарата
На паяльнике закрепляют насадки необходимого диаметра. Инструмент для сварки прочно устанавливают на ровной поверхности, чтобы он не качался. Регулятор нагрева переводят в нужное положение. Для сваривания пластиковых труб паяльник разогревают от +255 до 280°С вне зависимости от толщины трубопроводов. Меняется только время нагрева деталей при сварке, интервал выдержки соединения до затвердевания.
В комплекте со сварочным аппаратом идут насадки под трубы различного диаметра
Нагрев деталей
При сварке одновременно нагревают оба элемента: трубные заготовки снаружи (их вставляют в нагревательный элемент), фитинги – изнутри (их насаживают на нагреватель). Детали продвигают с умеренным усилием до упора – площадки утюга. От момента касания отсчитывается время нагрева, интервал зависит от диаметра трубной заготовки:
| Диаметр заготовки, мм | Время нагрева, сек | Глубина насадки, мм |
| 20 | 8 | 14 |
| 25 | 9 | 16 |
| 32 | 10 | 20 |
| 40 | 12 | 21 |
| 50 | 18 | 22,5 |
| 63 | 24 | 24 |
Время выдержки стыка от 4 до 8 секунд. Данные, приведенные в специальных таблицах сварки пропилена ориентировочные. Перед монтажом трубопровода время нагрева и выдержки устанавливают экспериментальным путем. Пластик должен разогреваться не на всю глубину стенки, чтобы не было внутренних наплывов. Опытные заготовки делают небольшими, чтобы просматривалась внутренняя поверхность раструбного соединения.
Соединение деталей
Разогретые на насадках полимерную трубу и фитинг нужно соединять быстро, с усилием, не допуская перекосов. Делают это одним движением, без проворачивания. Заготовки для сварки диаметром больше 50 мм (для системы водоотведения) соединяют с применением центровщика, вручную качественных соединений не получить. Заготовки удерживают в руках до затвердевания пластика. После этого образованный узел оставляют до полного охлаждения на 3-10 минут в зависимости от толщины заготовок.
Разогретые на насадках детали нужно соединять быстро, с усилием, не допуская перекосов
Зачистка
Напильником аккуратно снимают наружные наплывы полимера. Они не должны быть большие при правильном разогреве и сжатии. Внутренних наплывов на швах не должно быть, это брак. После монтажа водопровода нужно удостовериться в надежности швов. Воду в систему подают не раньше часа выдержки. Если обнаружена протечка, стык вырезают, на его месте делают новое фланцевое соединение.
Инструкции по монтажу полиэтиленовых труб
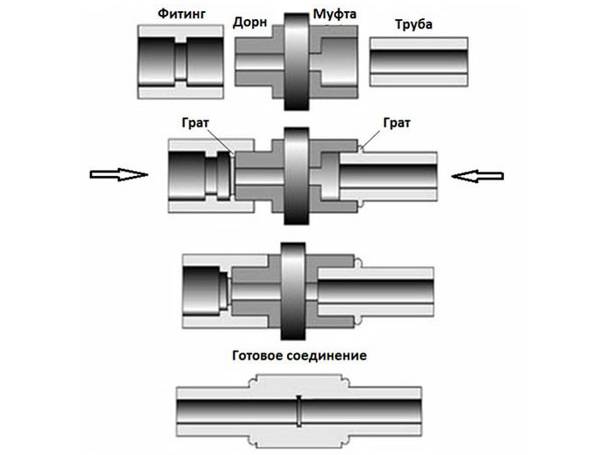
Стыковая сварка
- Проложить трубы в местах, где они будут находиться всегда, подготовить место.
- Прочистить места соединений, проверить сварочное оборудование.
- Выбрать необходимый параметр сварки.
- Закрепить трубы в зажиме центратора сварочной машины.
- Провести механическую обработку торцов.
- Установить нагреватели между торцами труб ПНД.
- Происходит процесс оплавления, для этого прижимаем к нагревателю стыки труб, давление рассчитываем самостоятельно, в зависимости от требуемого.
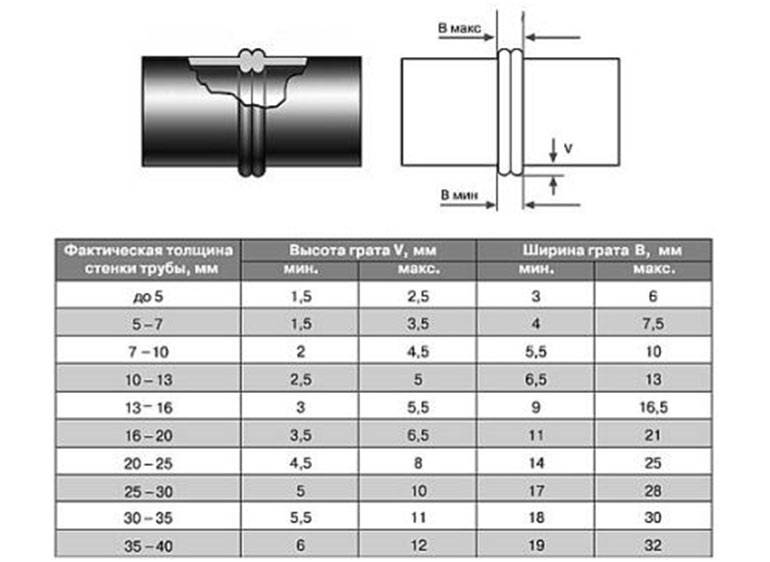
- Если проявился первичный грат, немного снизьте давление.
- Поддерживайте давление. Пусть стыки немного остынут, следите за торцами.
- На последнем этапе потихоньку извлеките трубы из зажимов центратора.
Монтаж труб ПНД завершён, если всё сделано правильно, соединения будут крепкими и прослужат вам долгие годы.
Базовые правила
Вне зависимости от того, какая технология вами выбрана – электромуфтовая или стыковая сварка полиэтиленовых труб, необходимо придерживаться таких важных принципов:
- Соединяемые элементы должны быть совместимыми (и по составу, и по физическим параметрам).
- Сварка встык полиэтиленовых труб может производиться только, если части имеют одинаковый диаметр и равную толщину стенок.
- Края следует тщательно очистить и обезжирить.
- Концы конструкций, не задействованные в процессе соединения, необходимо закрыть заглушками, дабы избежать воздействия холодного воздуха, негативно влияющего на процесс.
- Во время работ нужно минимизировать воздействие внешней среды, а именно:
- в жару не допускайте попадания солнечных лучей на область соединения;
- в ветреную погоду создайте преграду для порывов воздуха;
- в холодное время помещение для работ рекомендовано обогреть.
- Во время сварки и остывания конструкции исключите механическое воздействие на систему.
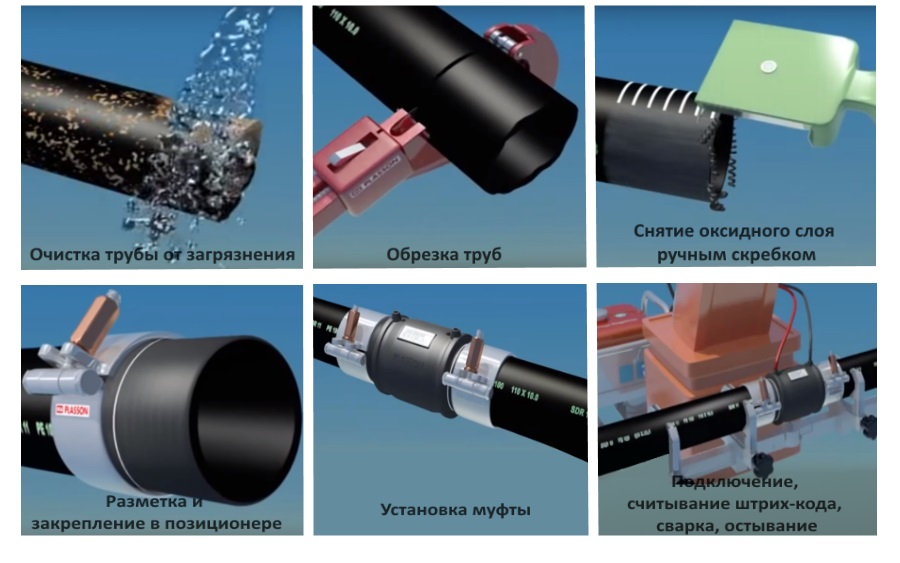
А теперь рассмотрим в деталях, что собой представляет технология сварки полиэтиленовых труб встык и при помощи электромуфтового метода.
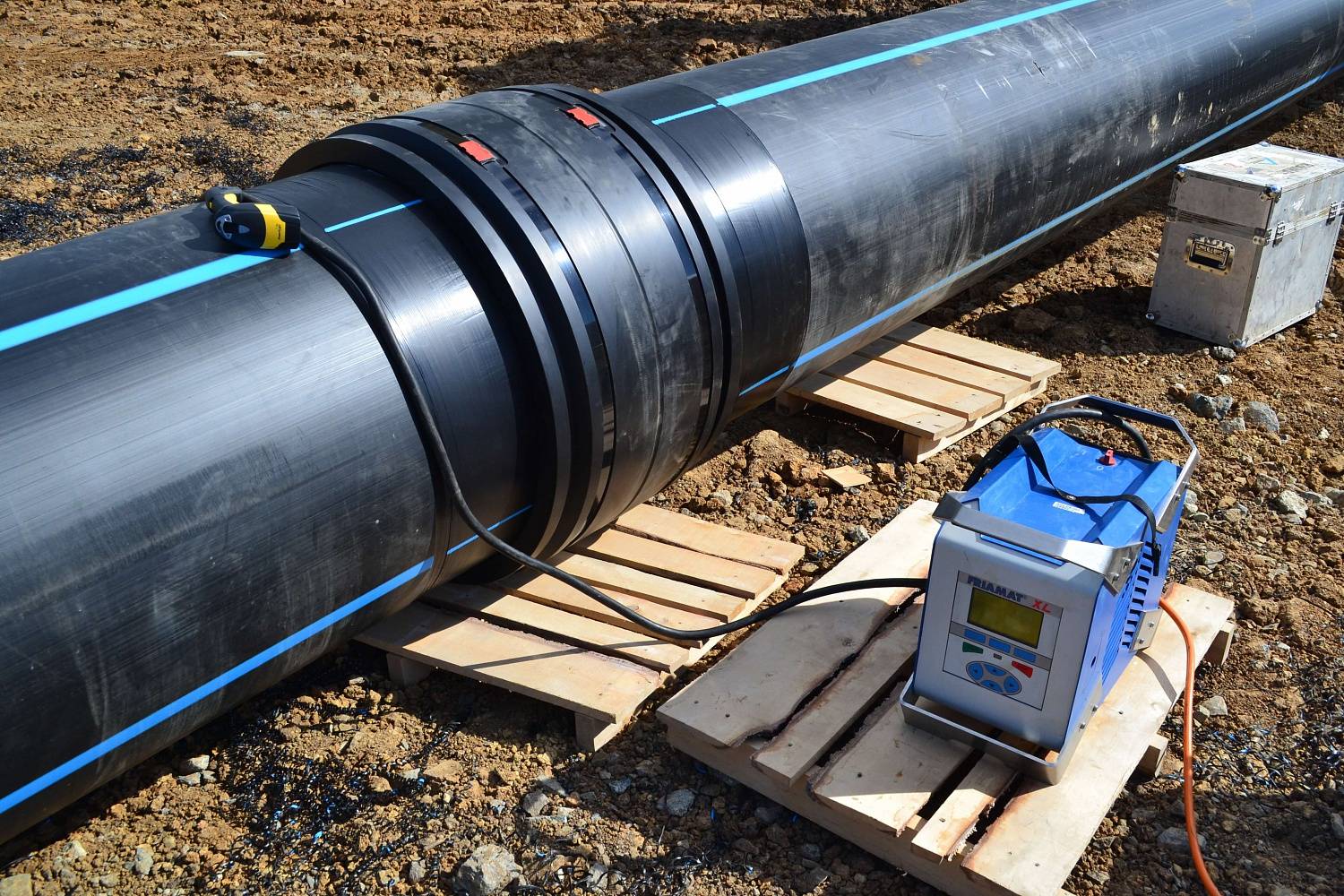
Фотофрагмент электромуфтовой методики: присоединенные нагреватели
Для соединения по данной технологии потребуются специальные – электросварные фитинги. А теперь запоминайте порядок работ.
- Разработайте проект системы.
- Рассчитайте необходимое количество труб и других деталей.
- Произведите закупку.
- Нарежьте конструкцию на части предполагаемой планом длины. Следите, чтобы срез был выполнен ровно, избегайте затекания расплавленного материала внутрь системы.
- Подготовьте и очистите детали, включая муфты. Не будет лишним обезжирить поверхность элементов при помощи спирта, нанеся его на кусок ветоши.
- Если поверхность элементов окислена, удалите лишнее при помощи специального скребка.
- Закрепите элементы в позиционере, помня о соосности.
- Во избежание попадания пыли обмотайте место соединения липкой лентой.
- Открытые концы конструкций закройте заглушками.
- Подайте напряжение к выводам муфты.
- Дождитесь пока элементы, разогревшись, скрепятся.
Терморезисторная сварка полиэтиленовых труб должна производиться только при условии неподвижности соединяемых элементов. В таком же положении конструкция должна пребывать до полного остывания шва.

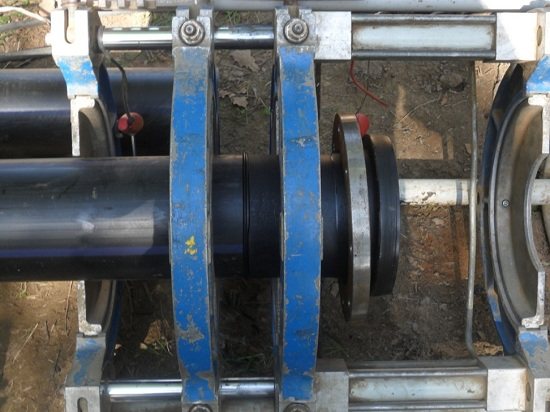
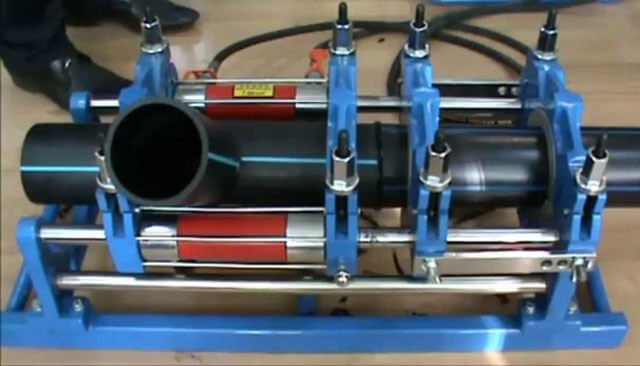
Так выглядит установка для соединения встык
Стыковая сварка
Технология и параметры сварки полиэтиленовых труб встык более интересны, поскольку элементы соединяются на молекулярном уровне, образуя более прочный шов. Используется такой метод для монтажа элементов, имеющих диаметр от 50 мм и толщину стенок от 5 мм.



Порядок работ при таком виде сварки до пункта № 7 идентичен предыдущему варианту соединения (за исключением того, что муфты для работ не требуются).
Таблица для определения времени нагрева и охлаждения свариваемых элементов
А затем отличается и идет по такому «сценарию»:
- торцы элементов вставьте в аппарат так, чтобы разогревающая плита оказалась между ними;
- края прижмите к плите и не меняйте давления нажима до процесса плавления;
- нагревайте элементы, придерживаясь норм (в этом вам поможет приведенная ниже таблица сварки полиэтиленовых труб);
- удалите плиту и состыкуйте торцы, оказывая на них равномерное давление;
- удерживая узел, дождитесь остывания полиэтилена.
Необходимое оборудование для соедимнения
Выполнение каждого из методов соединения требует наличия определенного инструмента:
- Паяльника;
- Фасонные детали с электроспиралями.
Выбирая паяльник для сварки следует помнить, что они подразделяются в зависимости от формы рабочего органа на:
Приборы первого типа обычно используются для сварки труб встык в труднодоступных местах. Независимо от того какой из паяльников будет выбран необходимо учитывать и его мощность. Этот параметр подбирается следующим образом. Диаметр трубы в мм умножают на 10. Если предполагается соединение элементов диаметром в 50 мм, то следует приобретать паяльник мощностью в 500 Вт.
Современное оборудование для сварки ПНД труб сложно представить без электронной начинки. Имеется она и в паяльниках. Большинство моделей оснащены электронной регулировкой, позволяющей точно устанавливать температуру нагрева.
Для сварки ПНД труб также потребуются насадки к паяльнику. Они выпускаются с двумя видами покрытия:
Причем последнее отличается наиболее высокими прочностными характеристиками. Выбирая инструмент для выполнения сварки ПНД труб своими руками нужно помнить, что качественный шов можно получить только при использовании качественного оборудования.
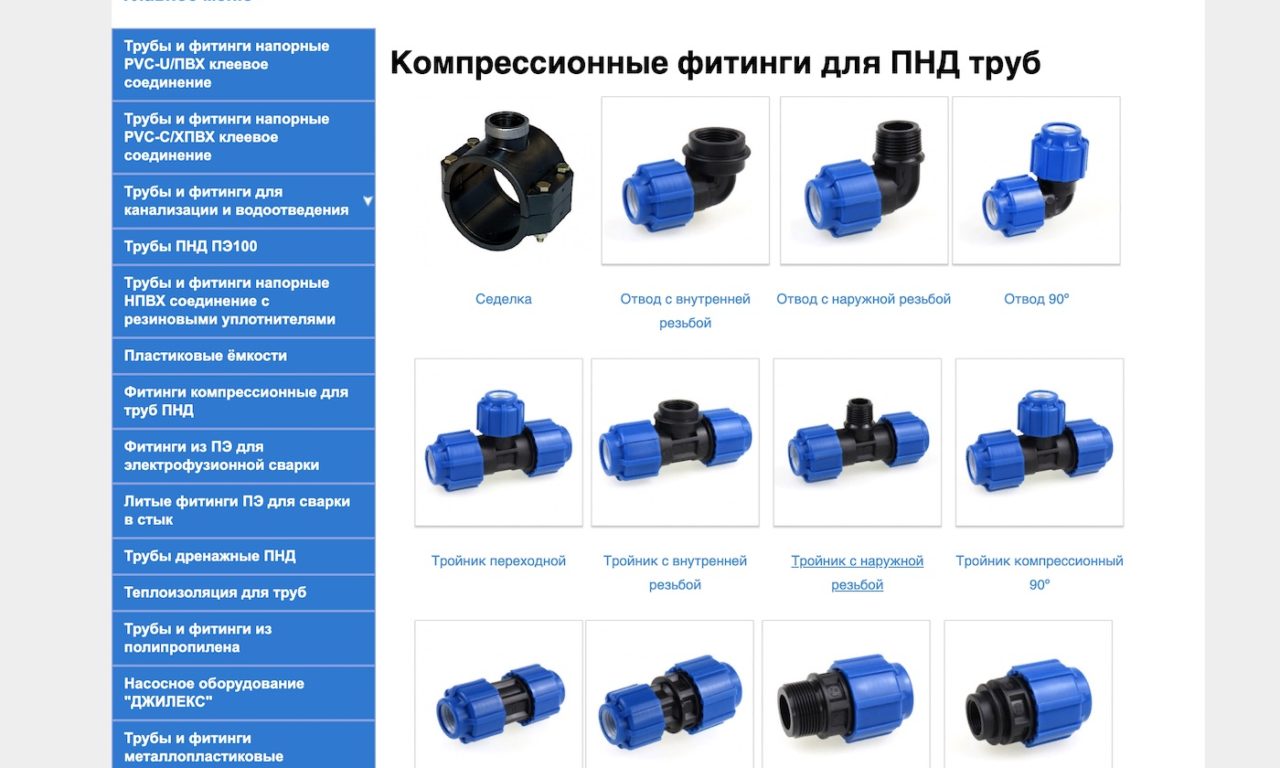
Разъемное соединение и фитинги для него
Монтаж труб с использованием муфт не всегда отличается высокой надежностью, но все же используется довольно часто.
Такой способ имеет свои преимущества:
- Во-первых, для его выполнения не требуются специальные инструменты, может потребоваться только гаечный ключ и то при работе с тубами большого диаметра.
- Во-вторых, разъемное соединение может быть выполнено в местах, где сварка невозможна, например, под водой.
- В-третьих, этот способ рассчитан на быструю сборку трубопровода.
Для такого соединения могут использоваться латунные или фитинги ПНД сварные компрессионного типа в комплекте с заглушками и гибкими уплотнителями. Процесс подготовки аналогичен выполняемому при сварке.
Следующий шаг – то подготовка фитинга. Для этого отворачивается накидная гайка на несколько оборотов и в уплотнитель с усилием вставляется труба. Далее надевается цанга с эластичным кольцом и затягивается гайка.
Существует два способа выполнения разъемного соединения:
- Раструбное, с использованием резиновых уплотнителей;
- Фланцевое при помощи монтажных элементов.
Специалисты рекомендуют использовать второй способ, как более надежный и практически не уступающий сварке.
Монтаж труб с соединительными муфтами
Этот метод весьма надежный, а кроме того, он выполняется просто и не требует больших финансовых затрат. Сварные муфты ПНД выполняются из полиэтилена, поэтому имеют невысокую стоимость, но в то же время устойчивы к механическим воздействиям и перепадам температур.
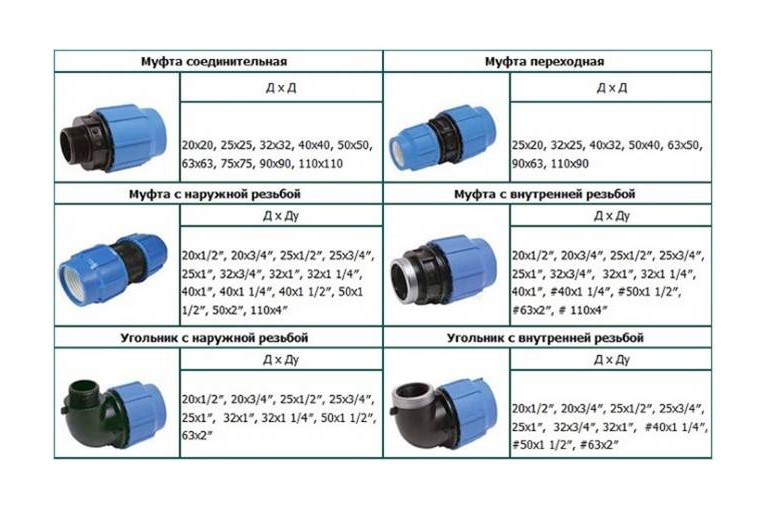
Различные схемы соединения и виды фитингов
Еще одним плюсом использования таких соединительных элементов является их универсальность. Они могут применяться для сборки различных трубопроводов. Кроме того, для монтажа ПНД и металлических труб выпускаются специальные переходные муфты.
Каких ошибок следует избегать
Чтобы выполнить монтаж ПНД труб самостоятельно нужно иметь элементарные познания в сантехнике. Это поможет избежать ошибок при сборке. Одним из самых важных моментов является линейное расширение трубопровода. Без его выполнения в трубах возникает высокое напряжение, приводящее к уменьшению длительности эксплуатации системы.
Таблица технологической паузы
Если предполагается скрытая прокладка, то прежде, чем приступать к цементированию, необходимо увернуть трубы в изоляционный материл. Точно также поступают и при прокладке водопроводной системы, что позволяет избежать образования конденсата на поверхности. Выполняя сварку ПНД труб, нужно соблюдать определенные правила. Одним из них является умеренное затягивание переходников, чтобы избежать нарушения целостности системы.
Учитывая все перечисленные выше нюансы можно выполнить монтаж ПНД труб своими руками, не прибегая к услугам специалистов.
Качественное соединение гарантирует герметичность и долговечность трубопровода
Здравствуйте. Сегодня расскажу о том, как выполняется сварка труб ПНД при построении бытовых и промышленных трубопроводов. Тема представляет немалый интерес, так как трубы из полиэтилена низкого давления становятся все более востребованными по причине доступной стоимости, высокой прочности и продолжительного эксплуатационного ресурса.
Выбор метода сварки
Условия проведения работ влияют на способ выполнения пайки во время соединения отдельных элементов трубопроводных систем из полиэтилена. Подходящий вариант выбирается с учетом плюсов и минусов конкретного метода
Принимаются во внимание также и другие факторы, которые имеют немалое значение
Так, при необходимости создать максимально гибкую трубопроводную систему выполняется сварка полиэтиленовых труб встык. Такой вариант позволит исключить формирование отдельных жестких участков. Этот способ также отличается экономичностью и наиболее простым исполнением.
Электромуфтовый метод – это самый дорогостоящий способ. Он хорошо подходит для труднодоступных мест, если вокруг трубопровода сильно ограничено пространство. Другим достоинством данного варианта является его высокая технологичность. Она обеспечивает требуемое качество соединения, которое никогда не приходится переделывать.

Электромуфтовый вариант сваркиИсточник smartsk.ru
Раструбный метод сварки, когда дополнительно используются простые муфты или другие фитинги для разветвления системы, подходит для тех случаев, если нужно соединить отдельные элементы коммуникации в труднодоступных местах. На этих участках невозможно будет реализовать стыковой способ. Во многих случаях в таких местах даже не поместится специальное оборудование. Кроме того, в этих точках системы практически всегда невозможно выполнить осевое смещение свариваемых деталей. Поэтому единственным вариантом остается использование специального паяльника.
Видео описание
Один из вариантов соединения полиэтиленовых труб при использовании специального паяльника, изначально предназначенного для пайки полипропилена, показан в этом видеоматериале:
Коротко о главном
Сварка полиэтилена во время соединения отдельных элементов трубопроводных систем может быть выполнена при использовании паяльника для полипропилена. Однако он применяется для стыковки труб небольшого диаметра. Часто даже используется на неответственных участках.
Более качественная сварка выполняется оборудованием, позволяющим соединить трубы встык. Они размещаются в центраторе, выравниваются, закрепляются, нагреваются и стыкуются под давлением.









Еще более высокотехнологичным методам является применение электромуфт. Они отличаются наличием встроенных нагревательных элементов, расплавляющих полиэтилен после подключения к оборудованию.
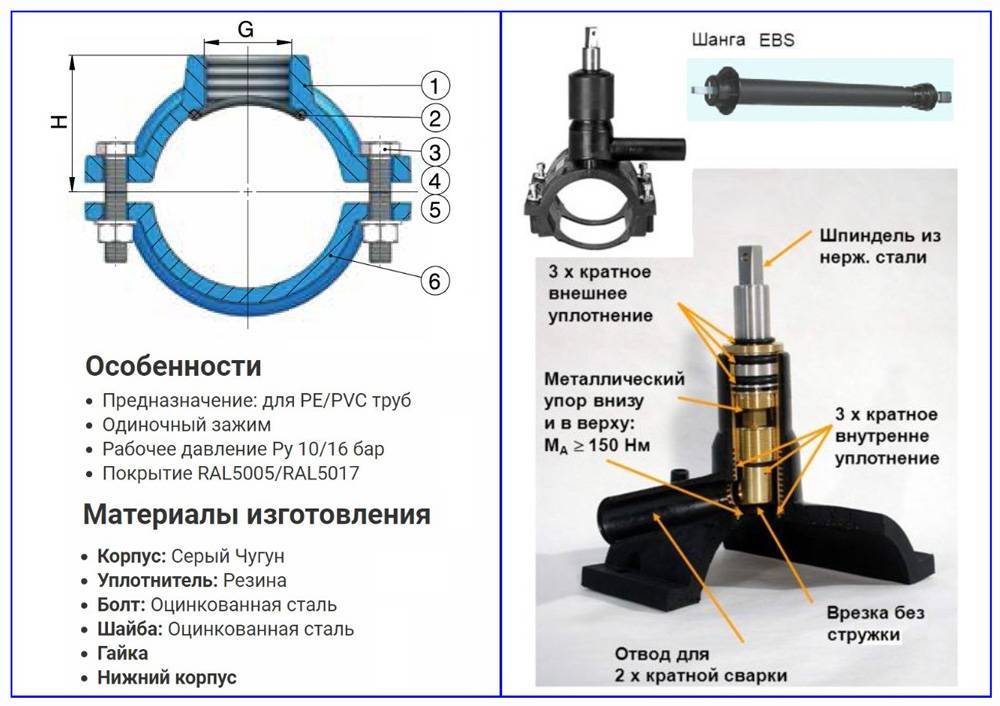
Виды изделий
Основные параметры, по которым характеризуются фланцевые изделия для ПЭ и ПВХ труб, это внутренний диаметр, внешние размеры, вес и рабочее давление.
В зависимости от того, какие задачи выполняют эти детали, существуют следующие виды адаптеров:
- адаптер со специальными приварными втулками;
- накидной металлический фланец;
- фланцевый адаптер свободного типа, опирающийся на прямой или конусный бурт.
Лучший способ, которым можно выполнить соединение легких и средних ПЭ труб с диаметром не более 150 мм и легких труб диаметром до 300 мм – свободный фланец, опирающийся на прямой бурт. Свободный фланец с конусным буртом используют для арматуры, имеющей диаметр более 200 мм.
Достоинства и недостатки фланца для ПЭ и ПВХ труб
Прижимной стальной свободный фланцевый адаптер обладает рядом преимуществ перед другими деталями, что делает его более популярным в использовании. Основные достоинства фитинга заключаются в следующем:
- Адаптер позволяет устанавливать ПЭ и ПВХ арматурные элементы в металлическую магистраль, это же делает ремонт таких систем более доступным.
- Для монтажа фланца нет необходимости использовать какие-то специальные инструменты и тратить много времени: гаечный ключ и небольшие навыки позволяют установить деталь без особых проблем.
- Также прижимной фланцевый адаптер обладает способностью компенсировать процесс сжатия и растяжения оси и это позволяет облегчить процесс монтажа и эксплуатации, и уменьшить время на установку.
Что касается недостатков, то наиболее существенным считается тот факт, что разрушается прокладка, обеспечивающая плотность прилегания. Это происходит вследствие того, что их зажимают максимально сильно, и это приводит к превышению предела прочности материала.

Фланцевое соединение является наиболее надежным видом монтажа трубопроводов
Конструктивно наиболее неудачен в этом плане плоский прижимной адаптер, поскольку он не может защитить прокладку от деформации.
Те модели изделий, в которых прокладки предусмотрены в некоторых углублениях, считаются более защищенными от разрыва прокладки, однако и они не обеспечивают защиту в полном объеме, особенно при длительном сроке эксплуатации детали.
При установке фланца следует учитывать тот факт, что под воздействием тепла металл может расширяться. Это приводит к тому, что элементы крепежа удлиняются больше, чем сам адаптер, а это может нарушить герметичное фланцевое соединение.
Порядок установки фланца для полиэтиленовых труб
Соединение при помощи фланцевого адаптера имеет широкое распространение благодаря своей простоте и оперативности. Для монтажа изделия с приварными втулками необходимо сделать идеально ровный срез трубы в месте предполагаемого стыка. После этого на конец трубы приваривают фланцевый адаптер.
Перед пайкой следует на пластиковую втулку одеть фланец
На него с помощью резьбы устанавливают сам фланец
При установке следует обратить внимание на наличие заусениц на фланце, которые могут повредить трубу или арматуру
На другом участке трубы или же арматуры таким же способом устанавливают ответный элемент. Соединение этих деталей выполняется с помощью болтов.
Если необходимо установить накидной фиксирующий фланец, то выполняют такие операции:
- Аккуратно срезают край трубы (срез должен быть ровным).
- Металлический фланец надевают на трубу.
- Вставляют резиновую прокладку с напуском не больше 10 мм на срез трубы.
- Фланец надвигают на прокладку и с помощью болтов фиксируют трубу с ответной деталью.
В обоих случаях крепление фланцев осуществляется болтами, потому важно затягивать их с равномерным усилием перекрестным методом. При выполнении этой завершающей операции необходимо четко придерживаться рекомендаций технической документации на изделие. Устанавливая фиксирующий прижимный фланец с приклеенной прокладкой, необходимо в первую очередь снять с конца трубы фаску и намочить его
Устанавливая фиксирующий прижимный фланец с приклеенной прокладкой, необходимо в первую очередь снять с конца трубы фаску и намочить его.

Подготовка труб и фланцев к монтажу
После этого трубу вталкивают до упора в свободно собранный фланец, надевают его на трубу и проталкивают внутрь до упора. Далее полностью затягивают болты прижимного кольца и фиксируют непосредственно сами фланцы.
Стальной фланец для полиэтиленовых или ПВХ труб считается прочным и надежным узлом системной магистрали, с помощью которого монтируют герметичное разъемное фланцевое соединение.
Подготовка к работе
Прежде чем приступать непосредственно к сварке, следует провести предварительную подготовку. Ее этапы одинаковы вне зависимости от того, какой именно способ будет применен.
Прежде всего, нужно подготовить рабочую площадку достаточного размера, на которой разместится все необходимое оборудование, сами трубы и фитинги (если они используются). Перед началом работы и включением сварочного аппарата в сеть, проверяют целостность электрических кабелей. Также стоит убедиться, что зажим и электронные датчики исправны, ножи торцевателя заточены, а приготовленные для работы вкладыши соответствуют трубам по диаметру. Детали, во время эксплуатации подвергающиеся трению, смазываются, а нагреватель, торцеватель и скребок проходят очистку и обезжириваются.
Обрабатываются и сами трубы: в местах предполагаемых стыков поверхность зачищается. Таким образом, удается избавиться от различных загрязнений, которые помешают создать надежное соединение.
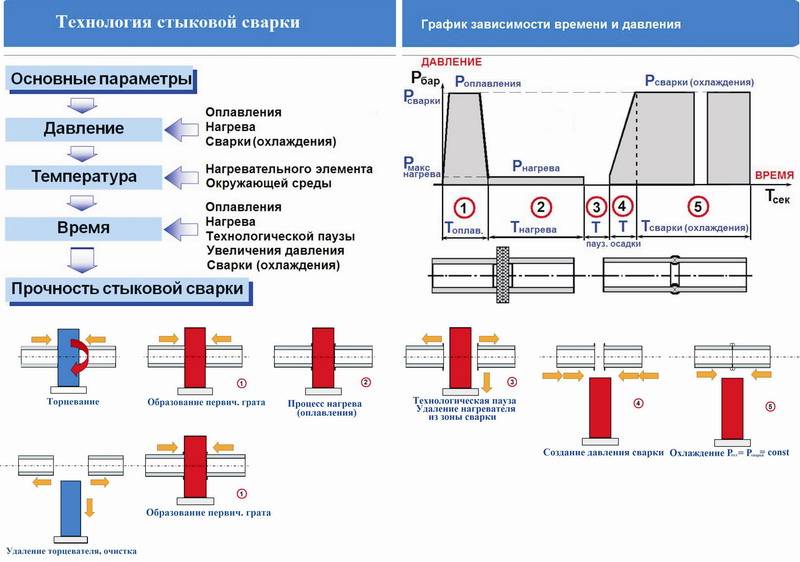
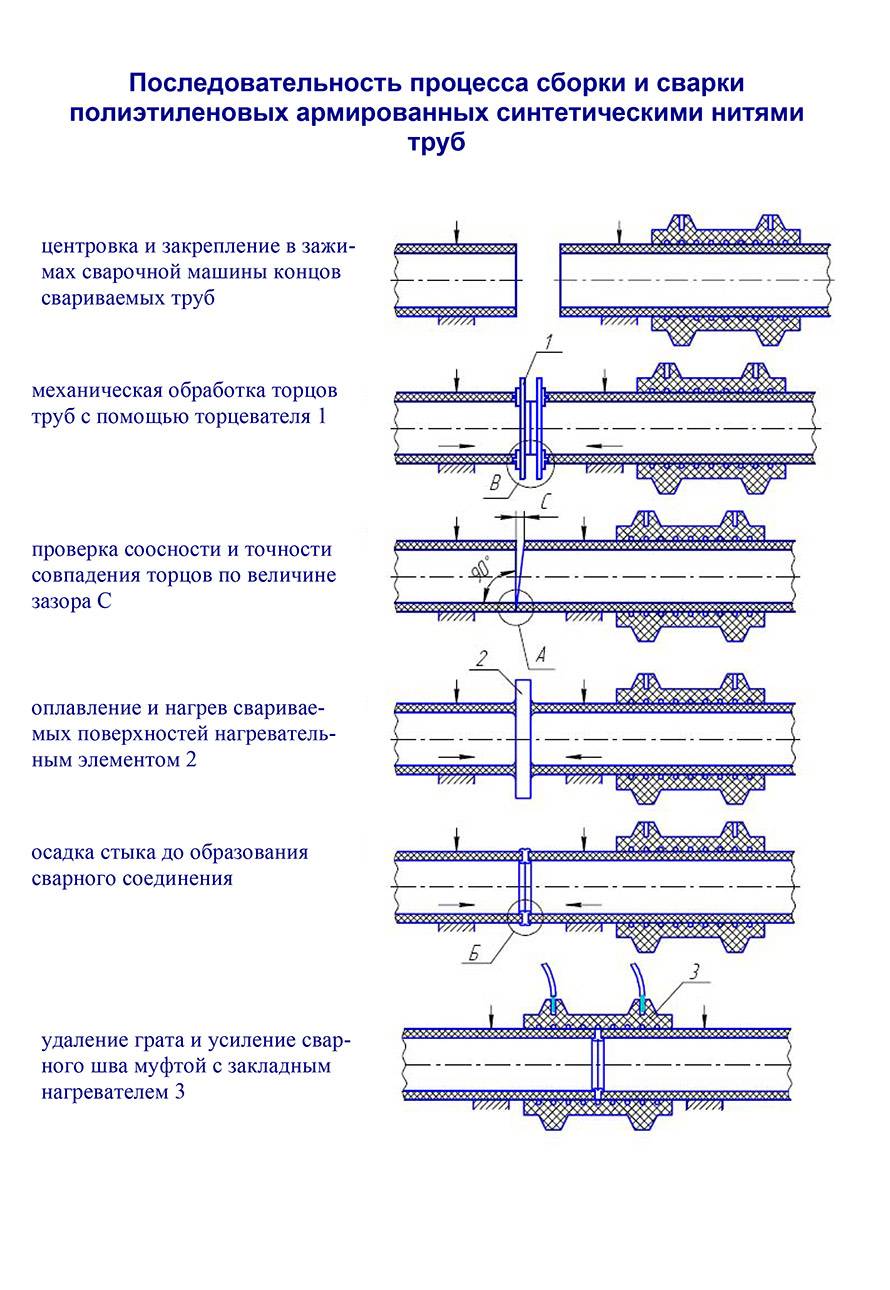
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
– Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
– ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).





В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
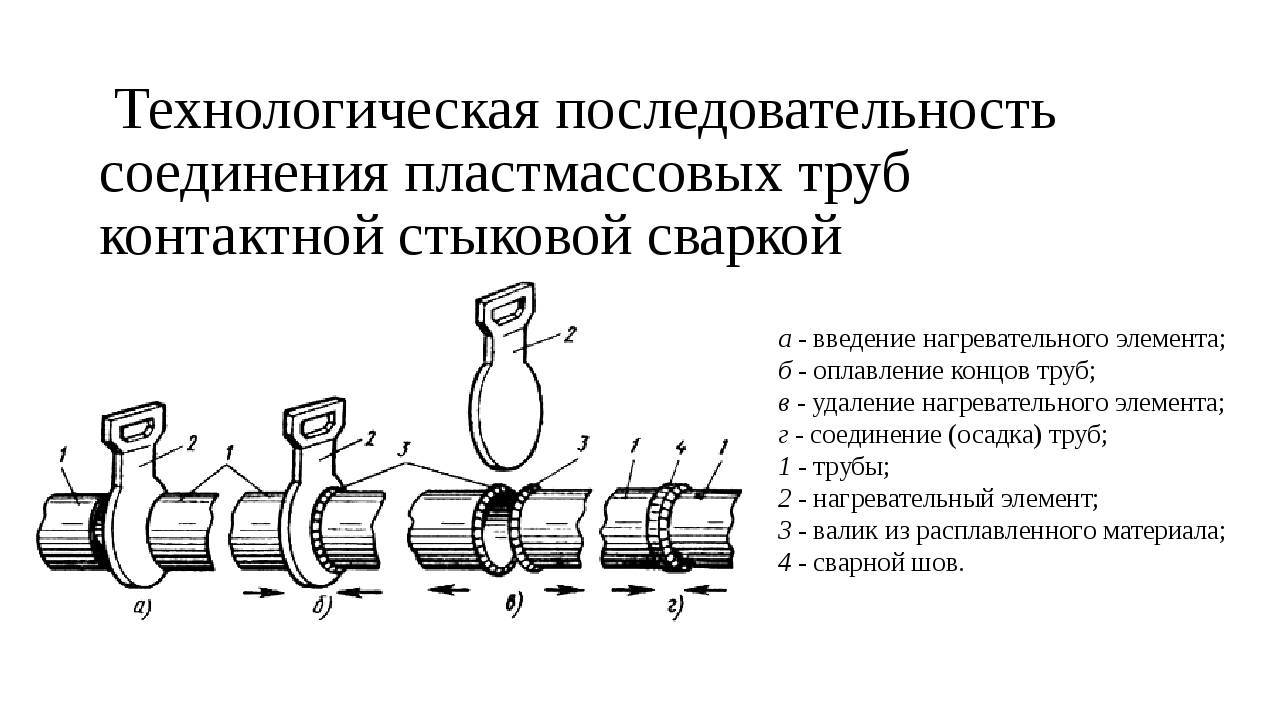
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.

Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
ЧИТАТЬ ТАКЖЕ: Удобные поделки из ПВХ труб для дачи
Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения
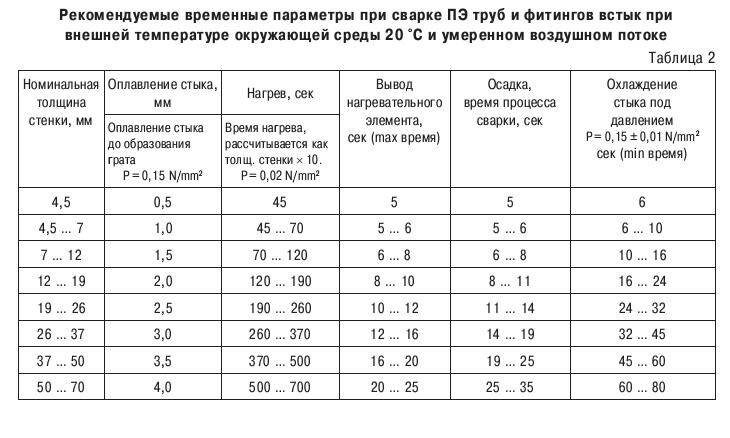
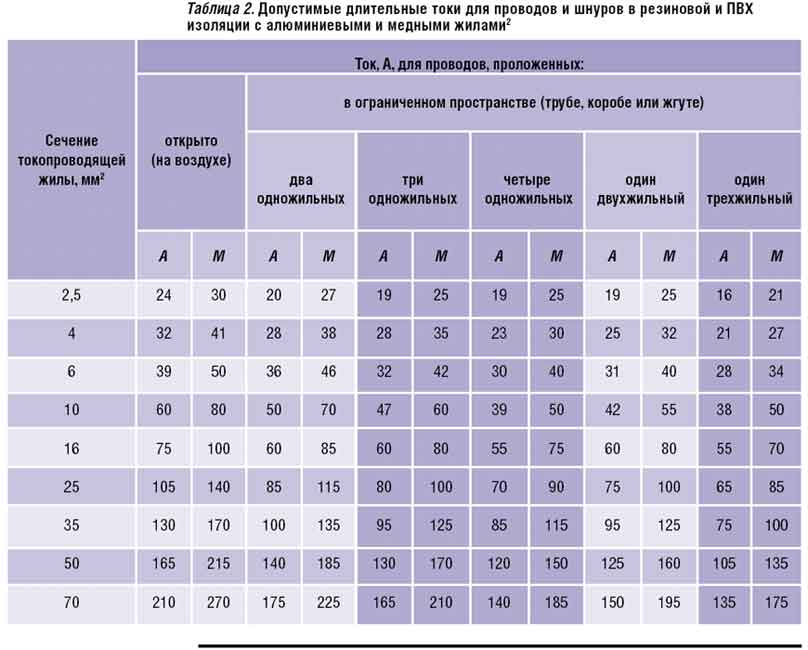
Таблица сварки
Дополнительным инструментом для выполнения правильного, высококачественного соединения трубопроводов ПНД существуют различные таблицы сварки. Они определяют необходимые параметры изделий для сварки, температурный режим, механические свойства, временной период плавления/охлаждения изделий.
Все эти моменты при выполнении работ обязательно необходимо учитывать, так как их выполнения будет зависеть надежность, прочностные характеристики сваренных трубопроводных коммуникаций.
Таблица временных интервалов сваривания изделий показывает не только время проведения работ, но под какие диаметры изделий оно характерно.





