

Важные нюансы установки
Соединение ПП труб выполняется с помощью резьбовых/нерезьбовых фитингов. В свою очередь, изделия с резьбой могут быть:
- неразъемными;
- разъемными.
Стоит заметить, что на монтаж влияют в первую очередь эксплуатационные условия.
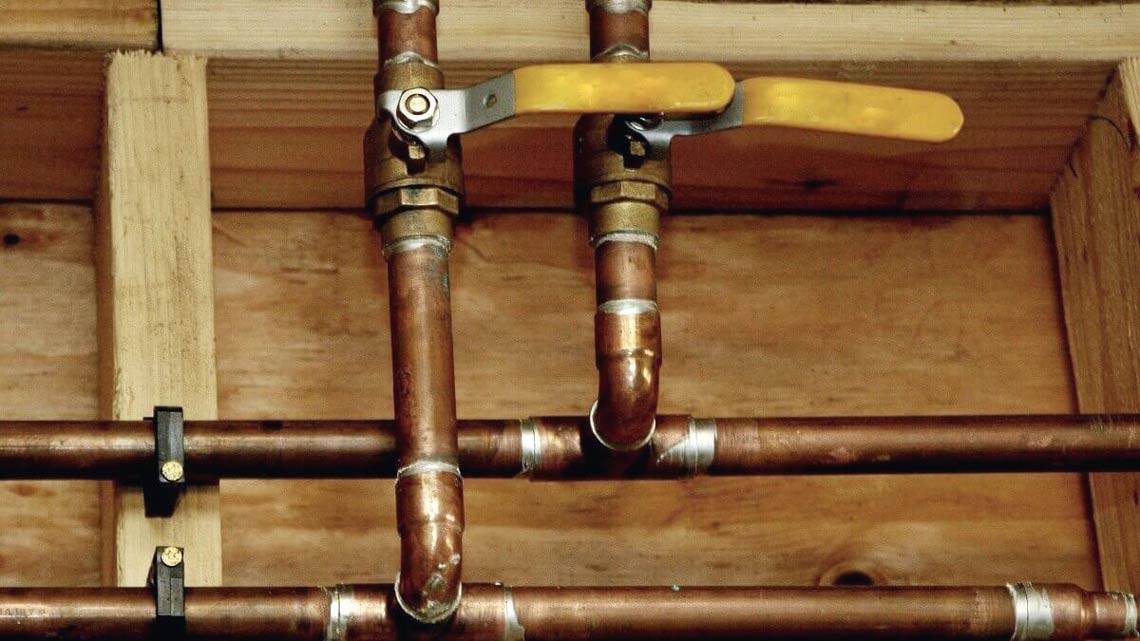
- Все полипропиленовые детали должны быть защищены от огня.
В случае врезки водомера или накопительного бака желательно взять разъемные резьбовые элементы. Вместе с тем неразъемное соединение приемлемо лишь для гибких шлангов.
- Использование деформированных или грязных соединительных элементов категорически запрещено! Равно как самостоятельная нарезка резьбы.
- При соединении ровных участков или перехода трубопровода на иной диаметр используются муфты.
- Для поворотов используются специальные угольники, недопустим перегиб труб.
- Для разветвлений магистрали применяются тройники.
После ознакомления со всей необходимой информацией можно приступать к работе.
Медь как материал для изготовления труб
Медь является тем оптимальным материалом, который обеспечивает работоспособность систем при высоких значениях давлений и температуры. Поэтому медную трубу применяют не только для устройства водопроводов ГВС или магистралей систем отопления, но также для иных целей.
Для сравнения можно взять полипропиленовые трубы и медные. Первые способны выдерживать температуру лишь до + 97ºС при давлениях не более 25 АТИ. Вторые способны работать при Т=300ºС и давлениях до 400 АТИ.
Медные трубы специалисты по сантехнике характеризуют как лучший материал, который рекомендуют применять для сооружения водопроводных сетей и систем отопления бытового сектора
Медь — это основной материал, из которого предпочитают монтировать системы водоснабжения и отопления французы, англичане, австралийцы, шведы. Высокая механическая прочность, лёгкость механической обработки – эти свойства сделали бесшовные медные трубы популярными в строительстве разного рода коммуникаций.
Современное производство таких изделий предусматривает нанесение на поверхность труб защитного полимерного слоя, исключающего появление блуждающих токов в зонах магнитных полей.
Как правильно собирать дымоход: «по дыму» или «по конденсату»?
Металлические дымоходы состоят из отдельных секций. Чтобы собрать из них трубу, секции и переходники нужно соединить друг с другом в единое целое.
При использовании сэндвич-труб известных брендов на этапе сборки металлического дымохода сложности обычно не возникают. Секции сделаны так, чтобы собрать их можно было единственным способом. Не говоря уже о подробной инструкции, которая идет в комплекте.

Другое дело, если речь идет о дешевых сэндвич-трубах или вовсе о сборке одностенного дымохода. В этом случае есть два способа соединения секций:
- «По дыму», когда верхние секции трубы надеваются на нижние. При таком способе соединения движущийся вверх дым беспрепятственно проходит по трубе и практически не оседает на стенках. Чего нельзя сказать о конденсате. Если он появляется в дымоходе, который собран «по дыму», то его капли стекают к стыкам и задерживаются там небольшой ступенькой в месте соединения. А часть конденсата даже может просачиваться наружу.
- «По конденсату» — в этом случае верхние секции дымохода вставляются в нижние. Здесь уже конденсат легко стекает по трубе в топку, в специальный отстойник либо сразу в канализацию. Зато возле слегка выступающих стыков создаются небольшие завихрения, которые приводят к увеличенной скорости нарастания сажи в трубе.
Как лучше собирать трубу дымохода? Однозначно, «по конденсату».
Дело в том, что конденсат появляется практически в любом дымоходе, как бы вы не утепляли трубу. Вопрос только в его количестве. А конденсат внутри дымохода — это десятки агрессивных химических соединений, растворенных в воде. Поэтому, попадая в стык между секциями трубы, он постепенно разрушает металл, даже если это очень стойкая к химическим воздействиям нержавеющая сталь.

Кроме того, влага в месте соединения — прекрасная ловушка для несгоревших частиц в отходящих газах. Из-за нее стыки трубы быстро покрываются толстым слоем сажи.
Сбор дымохода «по дыму» допустим, только если речь идет о трубе диаметром до 100-120 мм, которая используется для отвода газов от интенсивно горящей печи. Например, от банной печи, если она работает только в двух режимах: «сильное пламя» и «все прогорело, топка остывает». Но даже в этом случае приоритет лучше отдавать отводу конденсата, хотя его количество будет минимальным.
Монтаж водопроводных труб
Первым делом нужно поменять вентиля. Следует отключить и сбросить стояки, открутить старые вентили.
Для обеспечения должной проходимости стояка водопровода в его направлении нужно осуществить прочистку тросиком. Дальше металлической щеткой защищаем резьбу, ее подматываем льном с применением олифы или эмали.
Безусловно, можно использовать и ленту ФУМ. Однако в этом варианте кроется опасность. Если будет малейший обратный ход, соединение будет течь. Приведенный выше способ проверенный и не имеет такого недостатка.

Лента ФУМ
Далее накручиваем вентиль и затягиваем разводным ключом очень аккуратно.
Если водопровод выполняется на несколько комнат, следует убедиться в достаточности диаметра отверстий в стене. Если нужно, их лучше сразу расширить.
Если прокладка водопровода будет выполняться под кафелем, нужно сделать штробы.
Фильтры
Чтобы все приборы, связанные с водопроводом, работали долго и надежно, рекомендуется устанавливать фильтры грубой очистки
Это особенно важно, если в доме есть водонагреватель. Это обязательное требование изготовителей

Фильтр грубой и тонкой очистки
Подготовка труб и сборка
Полипропилен или металлопластик лучше отрезать по месту. Оцинкованную сталь подготавливать стоит заранее: отрезать и нарезать резьбы.
Соединять можно через обычный тройник или же через коллектор – разводка на отдельные приборы с запорной арматурой.
Варианты установки
Соединять, как уже отмечалось, своими руками можно при помощи сварки или резьбовых соединений.
Для сварки все же лучше обратить к сварщику, а резьбу можно нарезать вручную или же с применением токарного станка (если есть).
Заключение
Стальные трубы – прекрасный распространенный материал для создания систем отопления и водоснабжения. Однако стоит позаботиться о коррозийной стойкости, например, применив оцинкованную сталь.
Это увеличит срок службы, как и качественный монтаж. Если нужно выполнить все своими руками, дополнительно можно посмотреть видео инструкции. Тогда водопровод и отопление будет работать надежно долгие годы.





Инструментарий под манипуляции с медной трубой
Трубный изгиб, сделанный должным образом, не разрушает структуру с внешней стороны, не деформирует с внутренней стороны. Испытания показывают: прочность на разрыв изогнутой области трубы остаётся той же, что до момента изгиба.
Поскольку медь легко формуется, при правильном способе соединения и применении соответствующего оборудования, быстро и просто изготавливаются детали необходимые под сборку систем.
Рассмотрим особенности работы с таким материалом – своего рода инструкцию по соединениям. Очевидный момент, здесь допустимо использовать простые в обращении ручные инструменты:
- оправки,
- штампы,
- формы и наполнители,
- гибочные станки с механическим приводом.
Как отожжённую (мягкую), так и жёсткую тянутую медную трубу несложно согнуть с помощью соответствующих ручных трубогибов.
Однако необходимо пользоваться правильно подобранным по размеру гибочным устройством в зависимости от размера взятой для сгиба медной трубы.
Характеристики медных труб для систем водоснабжения
В зависимости от физико-механических характеристик материалы классифицируют по 3 категориям:
- Для систем отопления и водоснабжения в жилищном строительстве применяются мягкие изделия (обозначаются как R220). Реализуются они бухтами размером 25-50 м, Ø 6-22 мм, толщина профиля – 0,8-1 мм.
- Полужесткие профили – R250. Выпускаются в отрезках длиной 5 м, Ø 6-266 мм.
- Твердые трубы (R290) поставляются мерными профилями от 1 до 6 м, диапазон диаметров – 6-266 мм, толщина – 1-2,9 мм.
Изделия легко режутся, гнутся, свободно соединяются между собой муфтовым или фитинговым способом. Такие характеристики не исключают монтажа секций водопровода своими руками. Мягкие трубы, поставляемые в бухтах, позволяют собирать участки большой протяженности одним заходом.
Технические характеристики:
- плотность 8,90 кг/дм²;
- рекомендуемое давление 13-230 бар;
- вес 1 м медного трубопровода (Ø 6-42 мм) – 0,14-1,7 кг/м соответственно;
- допустимая температура жидкости – ≤ 100 °С;
- диапазон эксплуатационных температур: -200…+250 °С;
- линейное расширение – 0,0165 мм/(м°С).
При сопоставлении свойств меди с аналогичными материалами привлекает ее пластичность, которая обеспечивает безопасность водопровода. В отличие от стальных изделий, трубы для водоснабжения из меди не боятся замерзания жидкости в наполненном состоянии.
Их устойчивость к влиянию ультрафиолета выгодно характеризуют материал в сравнении с пластиковыми профилями, покрытие которых под действием солнечного света может испаряться. Хлор, содержащийся в питьевой воде, не оказывает на внутреннюю поверхность никакого воздействия, что позволяет в одинаково равных условиях эксплуатации продлить срок службы медных изделий до 50-60 лет.
В целях расширения сферы потребления и повышения энергосберегающих характеристик материала разработана технология изготовления медных профилей с ПВХ-изоляцией. Дополнительная полимерная оболочка способствует эффективной защите поверхностей магистралей от формирования блуждающих токов во время транспортировки жидкости и улучшает теплоизоляцию трубопроводов любых размеров.
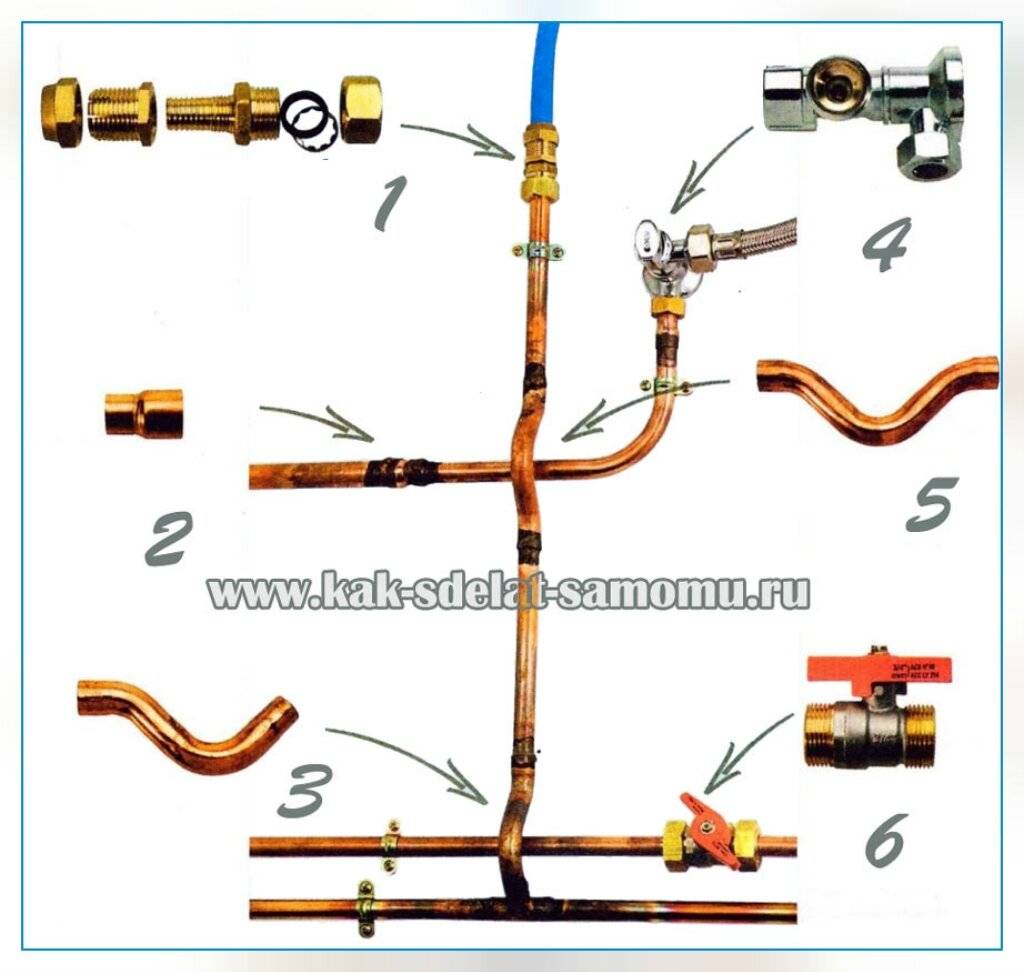
Виды изделий
При устройстве водопроводной системы из труб ПНД 32 мм понадобятся соединительные элементы различного назначения и конфигурации. Любой трубопровод никогда не состоит из одного прямого участка.
В нем есть повороты, разветвления, отводы, заглушенные концы.
Фитинги латунные для труб ПНД 32 мм (а также для линий другого диаметра), используются следующих видов:
- отводы – эти элементы предназначены для изменения направления прохождения трубопровода на угол от 45 до 120º;
- тройники – позволяют создать отдельную ветку на основной магистрали под углом в 90 градусов;
- крестовина – соединяет четыре отрезка по двум взаимно перпендикулярным направлениям;
- муфта – соединяет два отрезка трубы одинакового диаметра, которые проложены по одной прямой;
- переходная муфта – позволяет надежно соединить две участка с разными диаметрами, лежащими на одной прямой;

Латунные фитинги разных видов (тройники, отводы, прямые)
- заглушки (колпаки, пробки) – позволяют герметически закупорить свободный конец трубы;
- штуцер – соединительный элемент для подключения к основному трубопроводу (источнику воды) или емкости, в которой она находится;
- ниппель – специализированная трубка с наружной резьбой на обоих концах, которая позволяет сделать соединение с трубой или штуцером.
Система, состоящая из труб ПНД 32 мм, может быть смонтирована при помощи полиэтиленовых фитингов. И многие строители так и делают, аргументируя такие действие низкой себестоимостью материалов. Но для ПНД труб 32 мм, предпочтительнее использовать соединители, которые сделаны из латуни.
Одной из причин, почему стоит заплатить несколько дороже, являются прочностные характеристики материалов и возможность многократного использования.
Латунные фитинги могут обеспечить герметическое соединение ПНД трубы, диаметром 32 мм и толщиной стенок 2,4 мм, с гарантированным отсутствием протечек.
Это обусловлено тем, что обжимное кольцо (оно также сделано из латуни) имеет на внутренней поверхности подобие резьбы, которая при закручивании гайки вдавливается в структуру полиэтилена. Таким образом, когда при внешнем физическом воздействии происходит растяжение (деформация) трубы, соединение не будет нарушено.
Этапы монтажа
Прежде чем приступить к процессу сборки трубопровода необходимо сделать следующее:
- Нарезать трубы ПНД 32 отрезками в соответствии с требуемой длиной по отдельным участкам.
- Заготовить латунные фитинги необходимого типа (конфигурации) для соединения отдельных отрезков.
- Проверить соответствие общему плану, разложив отдельные элементы трубопровода в необходимой последовательности, на месте его прохождения.
Убедившись, что все на своих местах, можно приступать к сборке. Принцип соединения труб латунным фитингом одинаков для всех его конфигураций:

Пошаговый монтаж латунных фитингов на ПНД трубу
- необходимо зачистить концы труб, после того как они были разрезаны труборезом или ножовкой для металла;
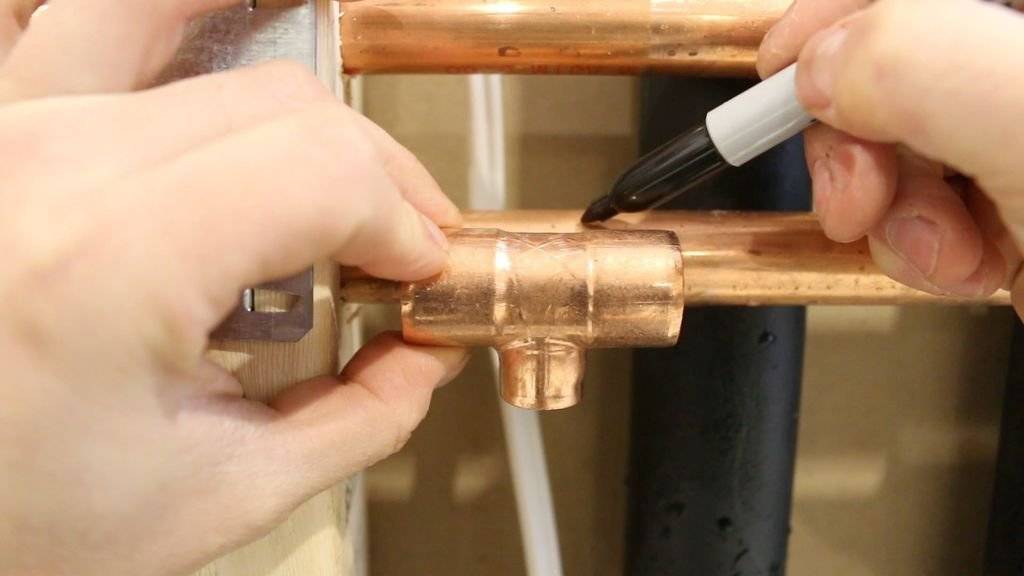
- нанести метку, которая показывает, что труба вошла в фитинг до упора;
- смазать конец трубы для более легкого вхождения в фитинг;
- отвинтить накидную гайку фитинга на 3-4 оборота;
- вставить трубу (в соответствии с меткой);
- затянуть гайку.

Последовательность применения деталей при монтаже латунного фитинга
Для того чтобы быть уверенным в будущей герметичности соединения при монтаже каждого отдельного элемента трубопровода специалисты рекомендуют отвинчивать накидную гайку полностью. Это связано с тем что, проведя практически полную разборку соединяющего узла, можно будет убедиться в двух важных обстоятельствах:
- все внутренние детали фитинга на своих местах и находятся в рабочем состоянии (особого внимания требует резиновое кольцо);
- при последующей окончательной сборке, есть возможность визуально проконтролировать правильность положения всех колец (обжимного, внутреннего, резинового).
Какие виды выпускают
Фитинги можно классифицировать по материалу, из которого они изготовлены, по способу монтажа, а также по форме и назначению. Они применяют при пайке, сварке и разъемных соединениях.
В зависимости от материала фитинги бывают металлические (из металлов и сплавов) или пластиковые (из полиэтилена низкого давления или полипропилена).
По способу монтажа они делятся на три группы:
- резьбовые;
- обжимные;
- под пайку или сварку.
Обжимные фитинги, в свою очередь, могут обжиматься либо при помощи специального инструмента, либо затягиванием кольца гайки. И кольцо и накидная гайка являются частью конструкции и всегда поставляются в комплекте.
По назначению разделение следующее:
- соединительные – муфты, сгоны, штуцеры, переходники с одного диаметра на другой или с одного способа соединения на другой;
- изменяющие направление трубопроводов – отводы, колена. Иногда одновременно с изменением направления изменяется и диаметр или способ монтажа;
- разветвляющие – тройники, крестовины, позволяющие разделить трубопроводы на несколько направлений.
При производстве металлических изделий под сварку часто используют сталь, но в последнее время наибольшее распространение получают медные фитинги под пайку, а также резьбовые компоненты.
Резьбовые детали для металлических трубопроводов изготавливают из медных сплавов – латуни или бронзы. Они прочнее медных.
Соединения осуществляются путем накручивания одной резьбы на другую с использованием уплотнения изо льна, сантехнической нити, фум-ленты. Размеры резьбовых элементов обычно указываются в дюймах и долях дюйма.
Пластиковые
Для устройства полиэтиленовых трубопроводов используют фитинги ПНД (из полиэтилена низкого давления). Они бывают резьбовыми, обжимными под гайку или под пайку.
В конструкции обжимных фитингов из полиэтилена предусмотрены, кроме обжимных колец, резиновые уплотнительные кольца. Эти кольца при монтаже соединения устанавливают в зазор между наружной поверхностью трубы и внутренней поверхностью фитинга.
Полиэтиленовые компоненты под пайку изготавливают с таким расчетом, чтобы трубка плотно, но без усилия, вставлялась в фитинг после разогрева специальным паяльником.
Детали из полипропилена используют для монтажа трубопроводов из такого же материала. Такие стыки осуществляются только пайкой при помощи .




Иногда используют фитинги из полипропилена, в которые впаяна металлическая резьба. Такие изделия необходимы там, где нет возможности создать неразборное соединение в силу технологических требований или из-за плохого доступа к месту монтажа. Их также применяют для установки сантехнических приборов, например смесителей.
Часто в промышленности и в быту используются трубы и шланги из поливинилхлорида. Они натягиваются на штуцеры и фиксируются обжимными хомутами.
Иногда ПВХ трубы обладают термоусадочным эффектом и для надежного контакта достаточно просто подогреть конец трубки, одетый на штуцер. После остывания шланги плотно обжимают фитинг.
Металлопластиковые
До сих пор все рассмотренные виды соединительных элементов были из того же материала, из которого были изготовлены трубы. Для пайки это очевидно, ведь материал труб и фитингов должен обладать одинаковой температурой плавления.
Резьбовые и обжимные фитинги для пластиковых труб также изготавливаются из пластика. Но существует еще один вид труб – металлопластиковые.
Их стенки состоят из двух слоев полиэтилена, между которыми запаяна металлическая (чаще алюминиевая) прослойка. Эта прослойка армирует трубы, а полиэтилен защищает ее от коррозии.
Такие трубы соединяются металлическими обжимными фитингами. Соединение может быть разборным – в случае применения фитингов с гайками, и неразборным – в случае использования пресс-фитингов, обжимаемых специальными клещами.
Из меди и бронзы
Наиболее распространенные соединения медных труб бывают обжимными или под пайку. Их делают из меди или бронзы. Пользуются спросом медные тройники, колена, различные виды муфт под пайку, без которых невозможно собрать трубопровод.
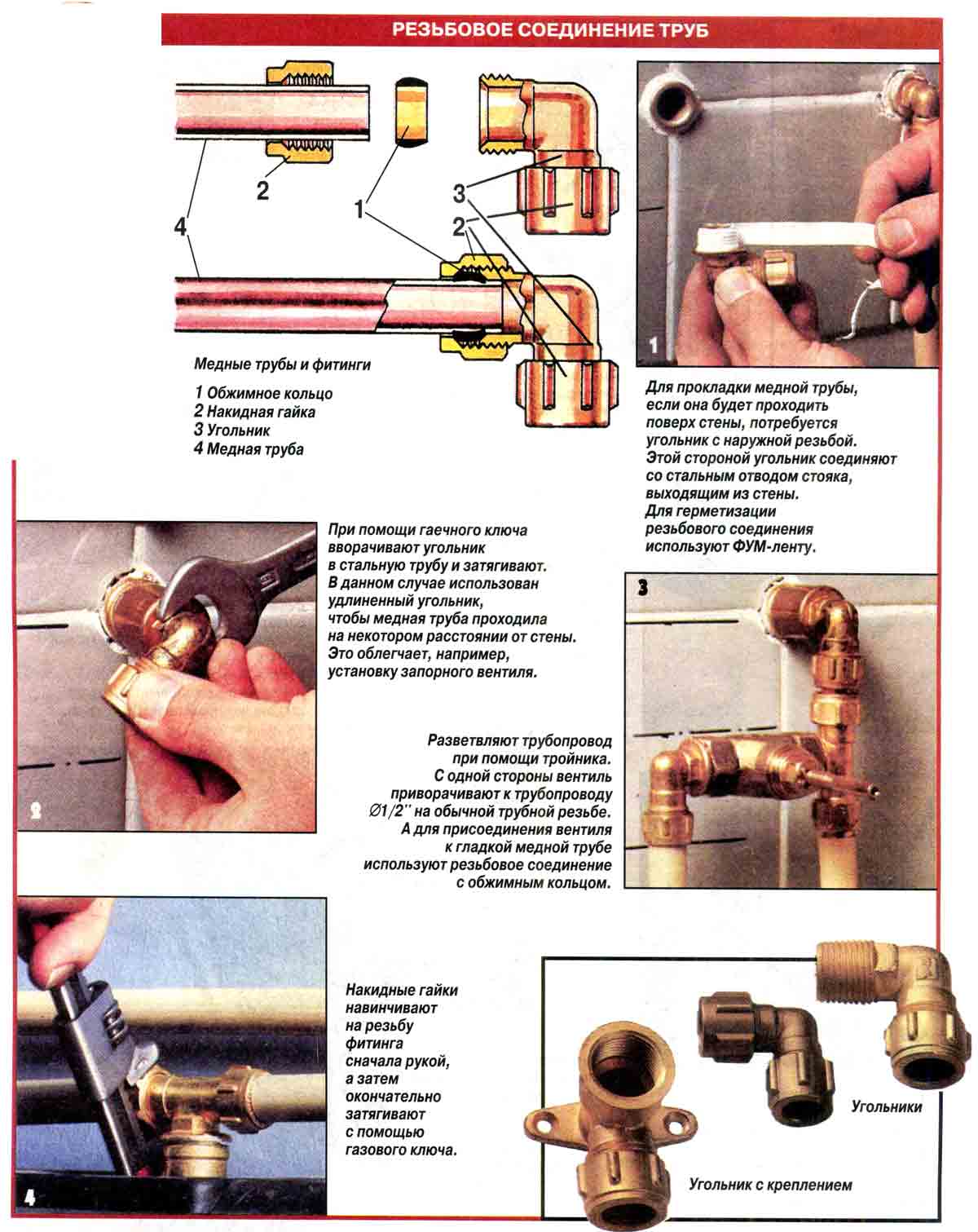
Обжимные медные фитинги включают в конструкцию неразрезное обжимное кольцо и накидную гайку.
В случае разборки стыка с целью замены участка трубопровода кольцо использовать повторно невозможно, так как оно остается плотно обжатым на сменяемой трубе. В торговой сети кольца для медных обжимных фитингов различных размеров реализуются отдельно.
Расходные материалы и инструменты
Кроме труб и фитингов, понадобятся еще горелка, припой и флюс — для самой пайки. А еще трубогиб и несколько сопутствующих мелочей для обработки перед началом работ.
Ершик для зачистки фитингов изнутри
Припой и флюс
Пайка медных труб любого типа происходит при помощи флюса и припоя. Припой — это сплав обычно на основе олова с определенной температурой плавления, но обязательно ниже чем у меди. Он подается в зону пайки, разогревается до жидкого состояния и затекает в соединение. После остывания обеспечивает герметичное и прочное соединение.
Для любительской пайки медных труб своими руками подойдут припои а основе олова с добавлением серебра, висмута, сурьмы, меди. Лучшими считаются составы с добавлением серебра, но они наиболее дорогие, оптимальные — с медной добавкой. Есть еще с добавкой свинца, но они не должны использоваться при разводке водопровода. Все эти виды припоя обеспечивают хорошее качество шва и легкую пайку.
Флюс и припой — необходимые расходные материалы
Мягкий припой продается в небольших катушках-бобинах, жесткий — в пачках, нарезанный на куски.
Перед началом пайки место соединения обрабатывают флюсом. Флюс — это жидкое или пастообразное средство, которое обеспечивает затекание расплавленного припоя в соединение. Особо выбирать тут нечего: подойдет любой флюс для меди. Еще — для нанесения флюса понадобится маленькая кисточка. Лучше — с натуральной щетиной.
Горелка
Для работы с мягким припоем можно купить небольшую ручную горелку с одноразовым газовым баллоном. Эти баллоны крепятся к рукоятке, имеют объем от 200 мл. Несмотря на миниатюрность, температура пламени — от 1100°C и выше, чего более чем достаточно для расплавления мягкого припоя.
На что стоит обратить внимание — это на наличие пьезорозжига. Эта функция никак не лишняя — проще будет работать
На ручке ручной газовой горелки расположен вентиль
Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа
На ручке ручной газовой горелки расположен вентиль. Он регулирует длину пламени (интенсивность подачи газа). Этим же вентилем перекрывается газ, если горелку надо потушить. Безопасность обеспечивает обратный клапан, который при отсутствии пламени перекроет подачу газа.
Ручная горелка для пайки медных труб
На некоторых моделях установлен отражатель пламени. Он не дает рассеиваться пламени, создавая более высокую температуру в зоне пайки. Благодаря чему горелка с отражателем позволяет работать в самых неудобных местах.
При работе в бытовыми и полупрофессиональными моделями надо быть аккуратными — не перегревать агрегат, чтобы не расплавился пластик. Потому выполнять за один раз много паек не стоит — лучше дать оборудованию остыть и подготовить в это время следующее соединение.
Сопутствующие материалы
Для нарезания медных труб необходим труборез или ножовка с лезвием по металлу. Срез должен быть строго вертикальным, что обеспечивает труборез. А для гарантии ровного среза при помощи ножовки можно использовать обычное плотницкое стусло.
Труборез
При подготовке труб их надо зачищать. Для этого есть специальные металлические щетки и ершики (для зачистки внутренней поверхности), но можно обойтись наждачной бумагой со средним и мелким зерном.
Для удаления заусенец со срезов есть фаскосниматели. Отработанная ими труба лучше заходит в фитинг — его раструб лишь на доли миллиметра больше, чем наружный диаметр. Так что малейшие отклонения приводят к трудностям. Но, в принципе, можно все устранить наждачной бумагой. Потребуется только больше времени.
Еще желательно иметь защитные очки и перчатки. Большинство домашних мастеров пренебрегают этими средствами безопасности, но ожоги — это очень неприятно. Это все материалы и инструменты, необходимые для пайки медных труб.
Полипропиленовые

Для отопления используются полипропиленовые трубы с армированием алюминием или стекловолокном.
Технология монтажа:
- Прогреть паяльник перед работой 10 минут до температуры 260±10 ºC.
- Отрезать заготовку специальным ножом.
- Обработать ее конец особой зачисткой для полного удаления слоя алюминия.
- Обезжирить места соединений спиртом.
- Отметить расстояние, на которое заготовка войдет в сварочную насадку: для 16 размера – 13 мм; для 20 – 14 мм; для 25 – 15 мм.
- Вставить заготовку трубы и фитинг в насадки паяльника.
- Отсчитать время нагрева: для 16 и 20 размера – 5 сек; для 25 – 7 сек.
- Извлечь детали из паяльника.
- Быстро, не допуская остывания, вставить трубу в фитинг. Фиксировать соединение неподвижно: для 16 и 20 размера – не менее 6 сек; для 25 – не менее 10 сек.
Внимание! Частый дефект монтажа – перегрев материала в паяльнике, вследствие чего происходит сужение протока трубы в фитинге
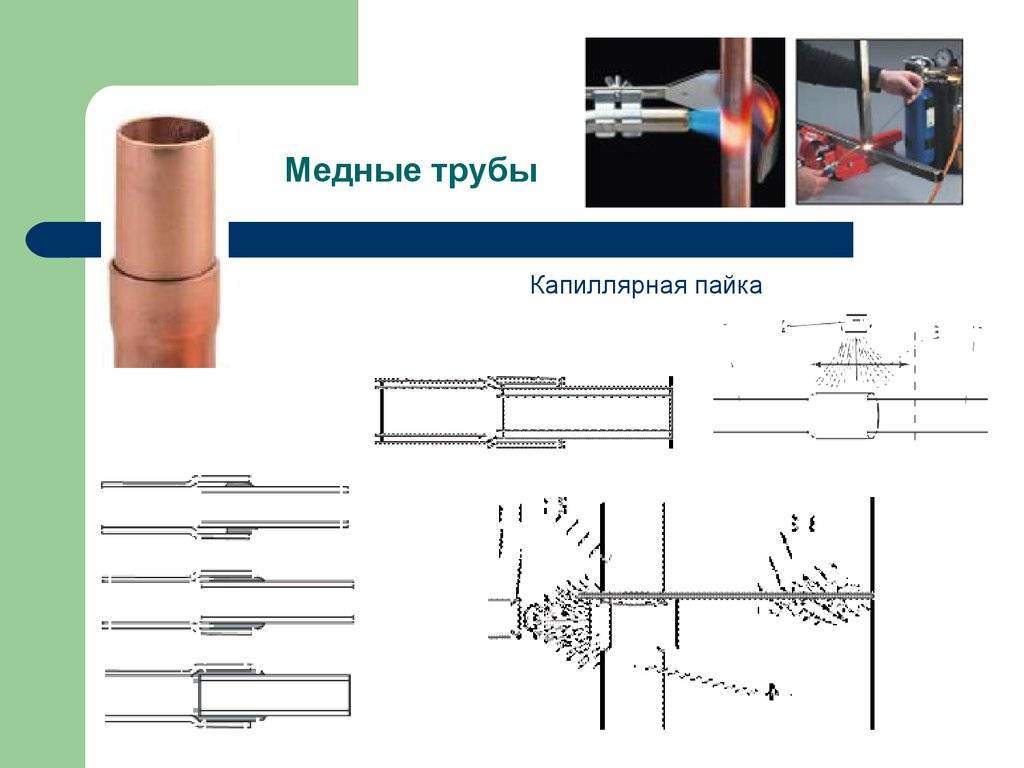
Способы соединения медных труб
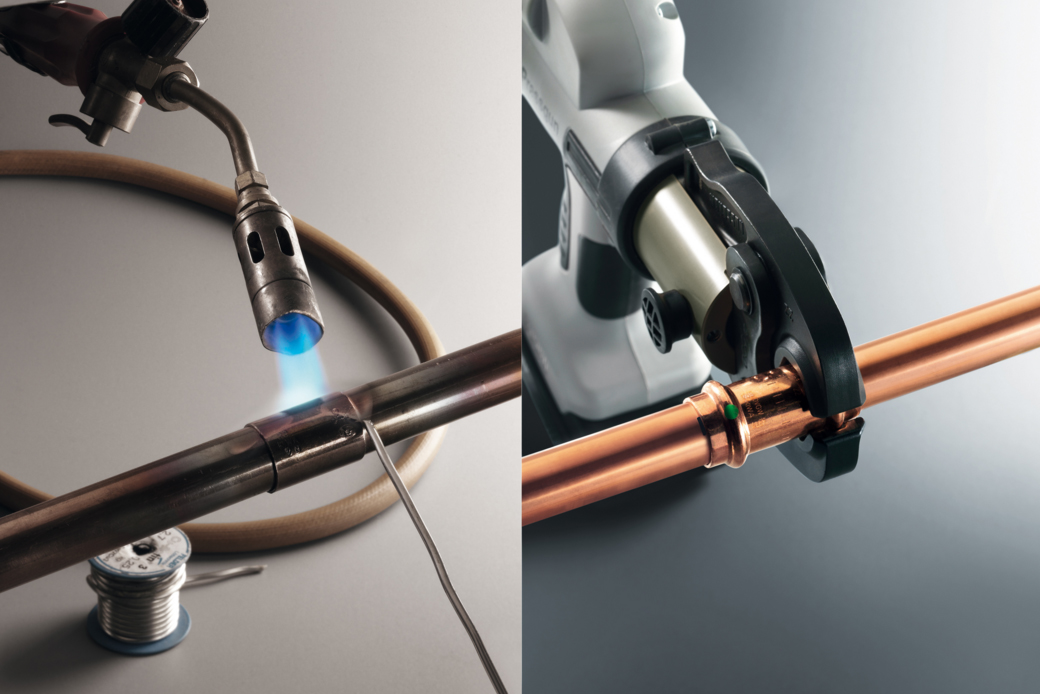
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.









Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.
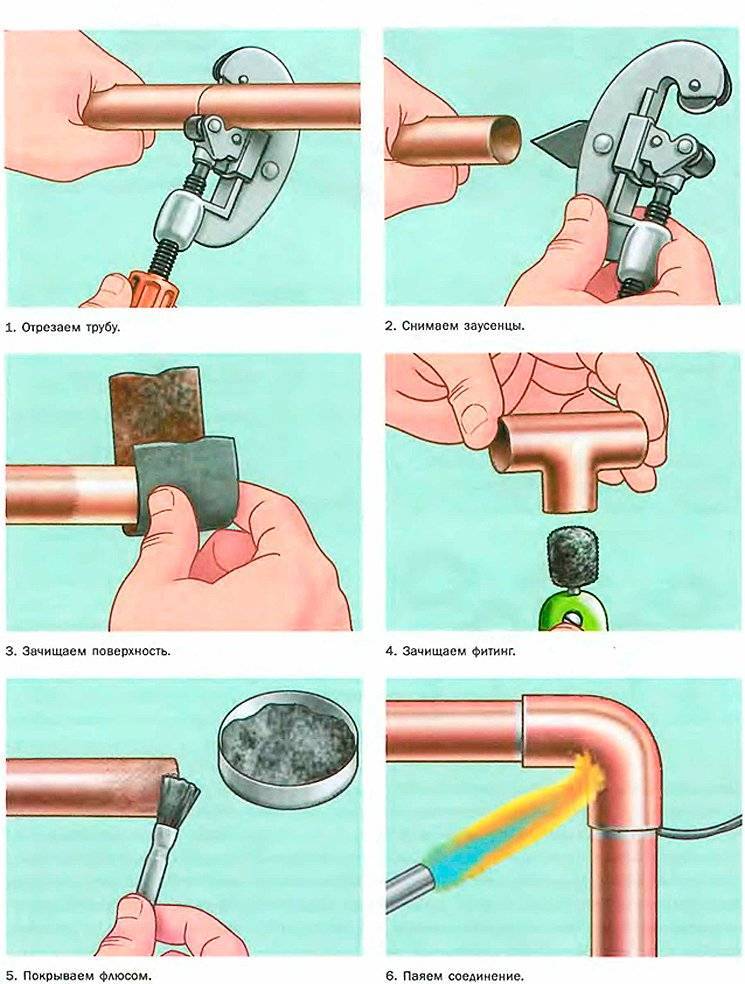
Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
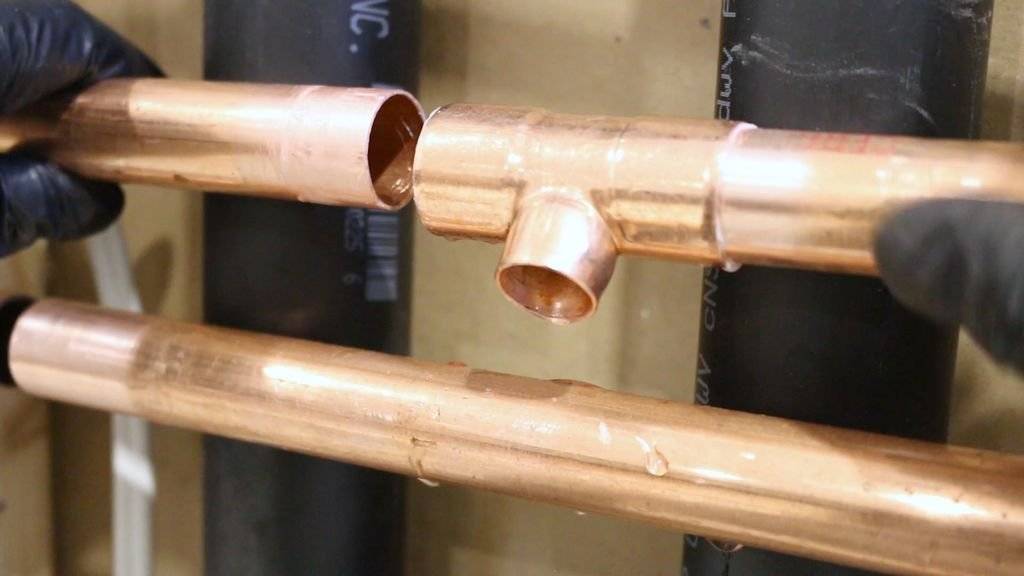
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
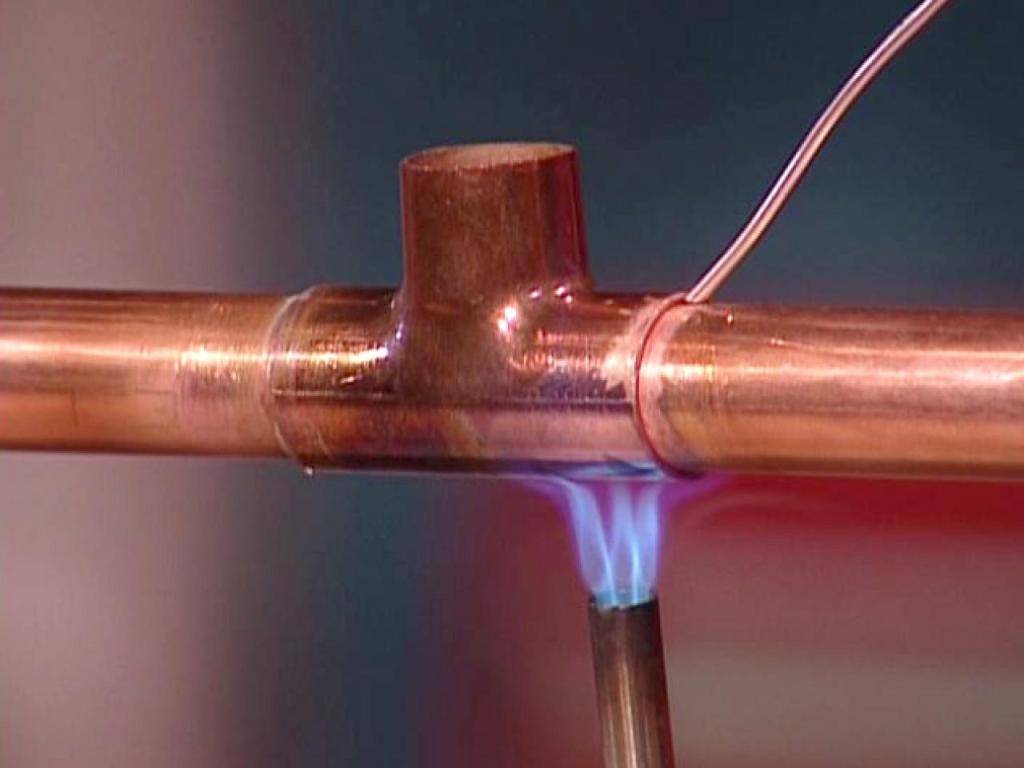
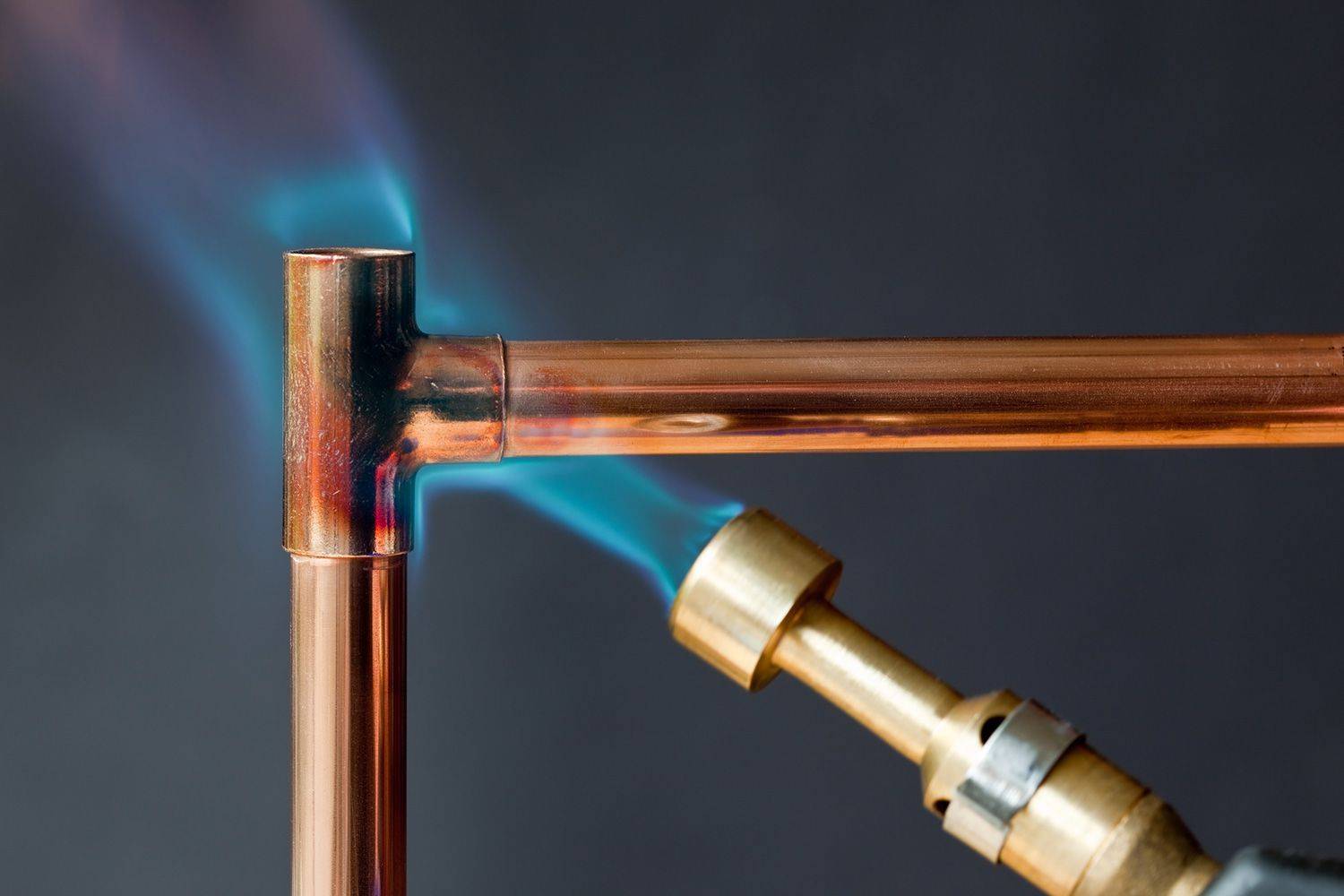
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
- Концом прутка припоя касаются нижней кромки раструба.
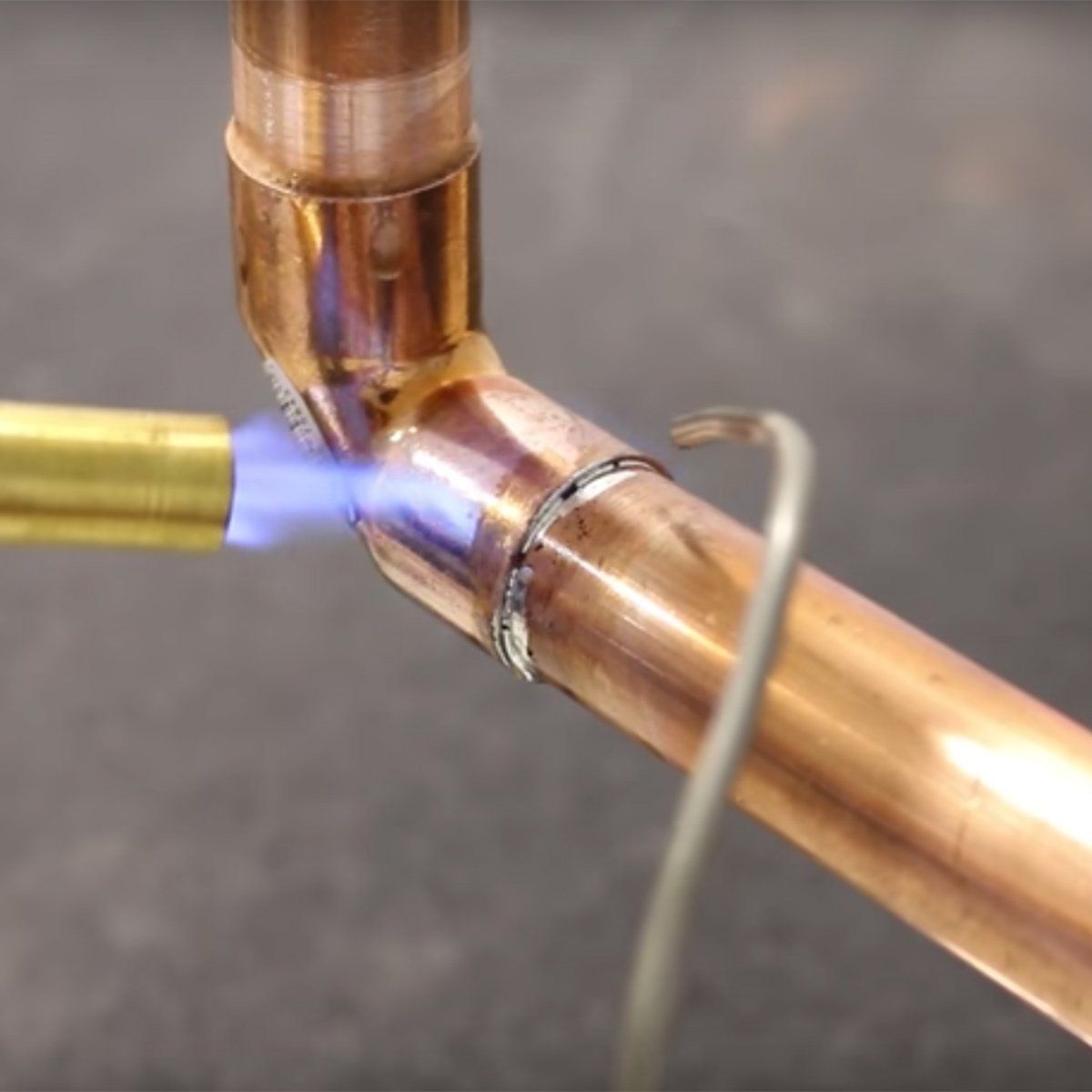
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.
Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы
Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами
Этим фактором гарантируется чистота соединения в процессе эксплуатации – отсутствие окислов, коррозии и т.п.
Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
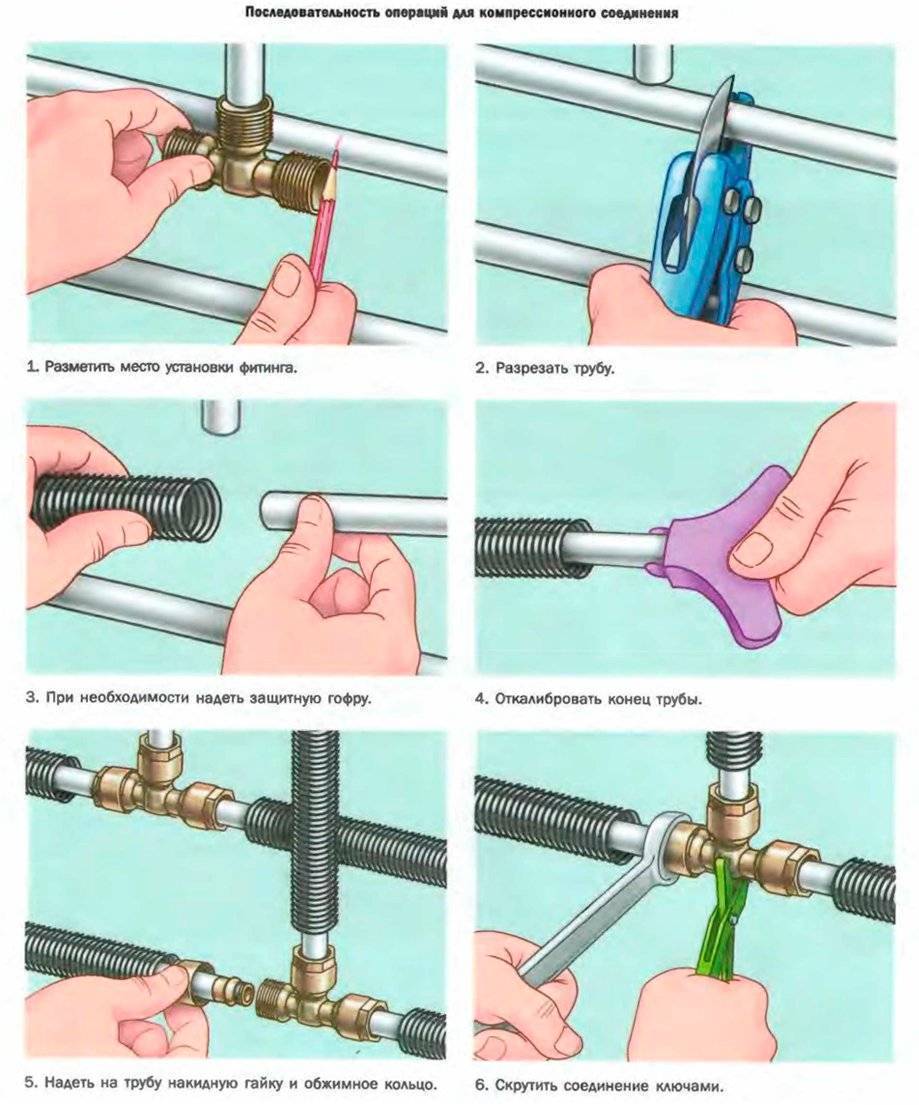
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.
Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.
голоса
Рейтинг статьи





