

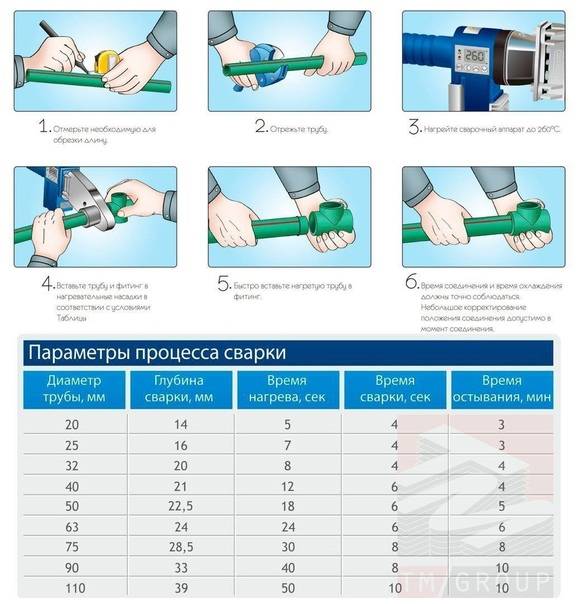
Температура паяльника и время сварки
Температура спаивания ППР-труб одинакова для всех видов армирования и всех диаметров, и составляет 260℃. Такую температуру следует выставлять на термостате паяльника и
всегда её придерживаться. В процессе работ можно случайно провернуть терморегулятор, поэтому рекомендую иногда на него посматривать. Двести шестьдесят градусов по цельсию, плюс-минус
несколько градусов – не нужно делать температуру больше положенного!
Некоторые “ухари”, для увеличения скорости выставляют температуру 300℃ (обычно максимальную у паяльника). Скорость пайки конечно увеличивается, однако ухудшается качество и
существенно возрастает вероятность брака! Элементарный перегрев ухудшает прочность сварного шва, повышается вероятность появления загрязнённых участков (полипропилен липнет к насадке и
пережигается), часто происходят случаи запаивания внутреннего прохода трубы.
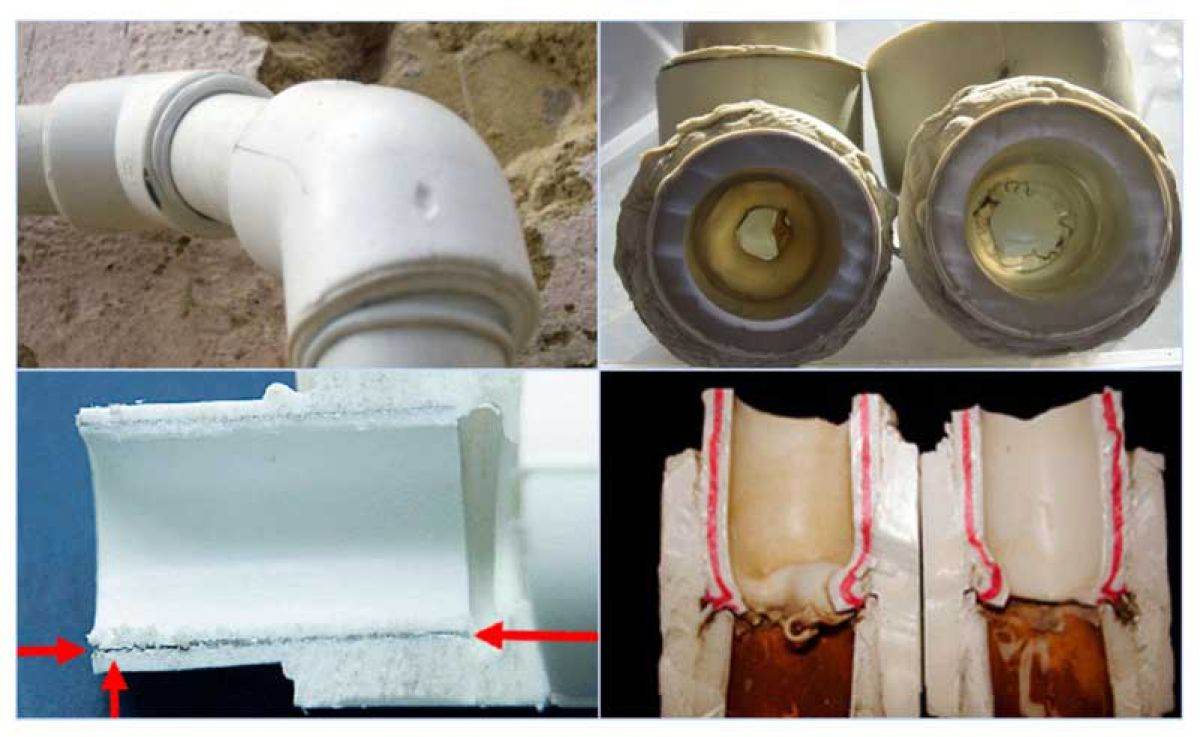
Так называемая “жопка” на жаргоне сантехников – запаянный в фитинге конец трубы, наглухо или с небольшой пропускной способностью. Зачастую такой брак становится причиной катастрофически
низкого напора воды или плохому нагреву отопительных приборов. Появляются “жопки” в результате превышения температуры и времени пайки – выставил высокую температуру на паяльнике или слишком
долго нагревал детали, а иногда и то, и другое.
Ещё одной причиной повышения температуры на паяльнике является нежелание напрягать грудные мышцы – нормальная температура пайки и качественный полипропилен заставляют немного
напрягаться!
Поэтому для правильного выполнения процесса, необходимо соблюдать как температуру, так и время нагрева спаиваемых деталей. Время прогрева трубы и фитинга зависит от диаметра. Данные приведены
в таблице ниже и справедливы для любых типов полипропиленовых труб.
| Время | Диаметр трубы (наружный), мм | ||||||
|---|---|---|---|---|---|---|---|
| 20 | 25 | 32 | 40 | 50 | 63 | 75 | |
| Время нагрева, сек | 5 | 7 | 8 | 12 | 18 | 24 | 30 |
| Время сварки, сек | 4 | 4 | 6 | 6 | 6 | 8 | 8 |
| Время остывания, сек | 120 | 120 | 220 | 240 | 250 | 360 | 400 |
Попробуйте повернуть телефон в положение “пейзаж” или измените масштаб браузера.
Для отображения таблицы необходимо разрешение экрана не менее 601 пикселя по ширине!
Данные из таблицы справедливы для температуры окружающего воздуха 20℃. Вообще кончено температура пайки может меняться в зависимости от температуры
окружающей среды, собственно для этого на паяльнике имеется регулятор. Однако на начальном этапе не стоит забивать себе голову различными коэффициентами, а усвоить
простую истину – пайку нужно выполнять в тепле!
Опытные мастера регулируют температуру в небольших пределах в зависимости от качества труб, а от окружающей среды зависит время нагрева. Другими словами, при
температуре воздуха всего 5℃ увеличивают время нагрева, к примеру с 5 секунд (для 20 мм. трубы) до 7-8, температура на паяльнике не изменяется.
После некоторого опыта пайки качественных труб по выше приведённой таблице, появляется “ощущение” материала, чувство недогретого или перегретого паяльника. Только
тогда можно приступать к экспериментам с температурой сварки, естественно в небольших пределах.
У того, кто уже пробовал собственноручно сваривать трубы может возникнуть очень важный вопрос: сколько времени отведено на стыковку двух
свариваемых деталей после снятия с насадки?
Ответ на этот вопрос находится в действующих технических рекомендациях ТР 125-02. Технологическая пауза для диаметров 20-25 мм. составляет 4 секунды, для 32-50 мм.
6 секунд и 8 секунд для диаметров 63-90 мм. Однако имею мнение, основанное на своих личных ощущениях материала, что цифры эти завышены, раза в два. Хотя, подчеркиваю,
что пауза сильно зависит от конкретного материала – полипропилен от разного производителя с разной скоростью теряет свою элластичность в течение нескольких секунд.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
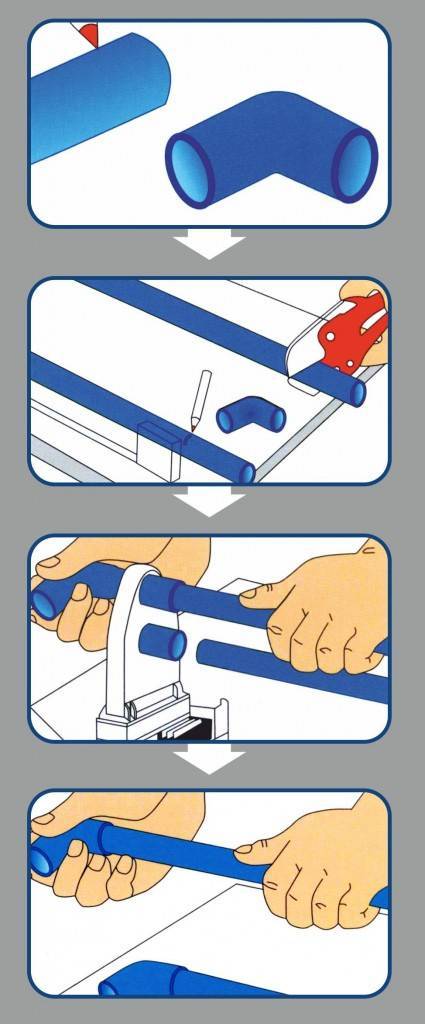
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
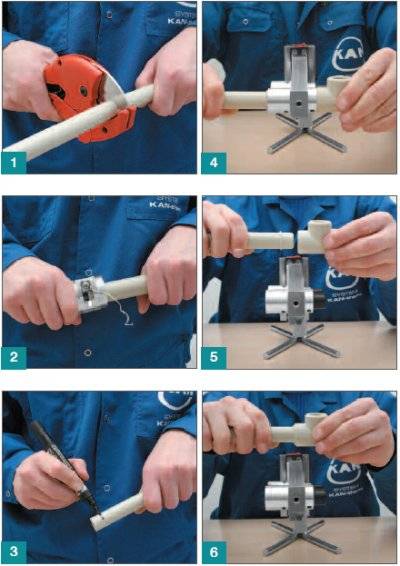
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
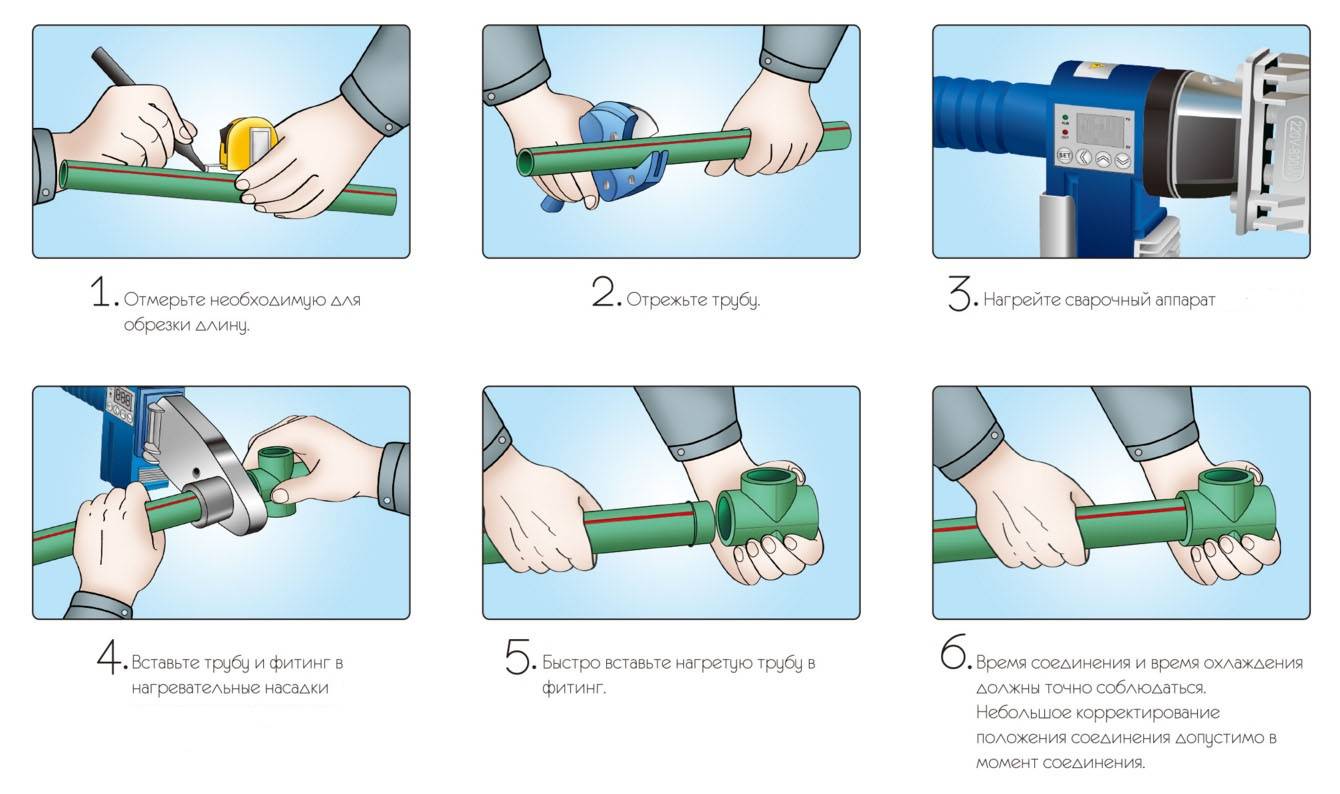
Сварка полипропилена общие принципы
Для взора начинающего «мастера на все руки» процесс может показаться обманчиво простым. Ведь все что нужно — это разогреть составляющие детали, соединить, а затем крепко их скрепить. Но настоящий мастер знает, что дьявол скрывается в мелких деталях, поэтому нужно внимательно отнестись к нюансам, игнорирование которых, может привести к некачественному результату, плохой работе канализационной системы, затопления соседей и дальнейшему разочарованию в технологии. Подлость процесса выявления ошибок – их можно обнаружить через пару месяцев, сразу диагностировать проблему магистрали может только опытный сантехник, проводивший за своим любимым делом больше 10000 часов. Поэтому рекомендуем внимательно проработать некоторые моменты, чтобы результат самостоятельного труда радовал и эксплуатировался десятки лет.
Сварка полипропилена выполняется методом термооплифузии. Процесс состоит в разогреве состыковочных частей и их быстрого соединения. Чтобы процедура стала возможной необходимо иметь аппарат – паяльник.









Аппараты для листового полипропилена
Технология сварки листовых полипропиленовых заготовок заключается в сплавлении их по тщательно подготовленной линии среза. Для образования качественного соединения могут применяться следующие методы:
- автоматическая сварка;
- ручное сваривание с помощью паяльного приспособления;
- подобный же метод, но с применением специального технического фена.
Станок для сварки листового полипропилена
Автоматическое соединение полипропиленовых листов относится к наиболее эффективным и качественным приёмам, при реализации которых применяется полифузионная сварка.
Для этого используется особый тип оборудования, в виде рабочих станков или раздвижных столов, на которые в процессе сварки укладываются заготовки и фиксируются посредством прижимного механизма.
Перед началом сварочных процедур оператор устанавливает параметры будущего шва (их толщину и длину), а затем нажимает кнопку «Пуск».
Тем же фиксирующим механизмом края полипропиленовых листов прижимают к нагревательному элементу и после этого прогревают в течение определённого промежутка времени.
При нагреве до заданной температуры нагревательный элемент отводится из рабочей зоны, а раздвижные элементы продолжают сжимать детали точно по линии среза. Длительность сжатия и развиваемое при этом усилие строго нормируются и задаются оператором перед началом процедуры сплавления.
Этим методом заготовки листового полипропилена могут соединяться независимо от их формы, длины и толщины. Ширина рабочей части раздвижного стола для некоторых моделей станков может достигать 3-4-х метров.
Приведённые выше параметры удовлетворяют показателям различных материалов из пропилена, что представляется очень выгодным для обработки больших партий этих изделий.
Какие бывают инструменты для зачистки полипропиленовых труб
Правильная зачистка для труб начинается с выбора инструмента. Его вид и конструкция зависит от типа армирования (наружный, внутренний), диаметра. Для торцевой пайки необходимо использовать специальные машины для удаления кромки. Но изделия из полипропилена редко делают диаметром свыше 60 мм. Для этого используют трубопроводы из полиэтилена.
Насадки для дрели
Для обустройства трубопровода своими руками можно купить несколько ручных зачисток для стандартных диаметров – 16, 20, 25 и 32 мм. Пример инструмента для внешней обработки – серия моделей MasterProf или Newton. Каждая рассчитана для двух диаметров, например – 20х25 или 16х20. Ножи располагаются вертикально, возможна их замена, регулирование положения.
Ручное удаление удобно для небольшого объема работ. Если это нужно сделать массово, рекомендуется приобрести специальные насадки для дрели. Они также отличаются размерами, но все рассчитаны для крепления в стандартном патроне дрели. Это оптимальные инструменты зачистки для полипропиленовых труб 20-25 мм.
Как выбрать очистку ручного типа или для дрели:
- изготовлена из инструментальной стали;
- поверхность рифленая для удобства фиксации;
- для ручных моделей длина воротка от 15 см, есть возможность его замены;
- насадки для дрели (шейвер) могут быть разных диаметров. Это достигается регулированием положения лезвий.
Дополнительный инструмент – тиски или струбцина для фиксации патрубка. Так будет удобнее обрабатывать поверхность, для удаления не нужно будет прилагать большие усилия.
Работа с торцевателем
Торцеватель необходим для зачистки торцов. Он отличается от насадок и шейверов расположением ножей. Их плоскость находится в горизонтальном положении под небольшим углом. Снимается фаска до 1 мм алюминиевой прослойки. Преимущество этого инструмента – универсальность. Он используется для выравнивания плоскости патрубков, что сказывается на точности пайки. Особенности торцевателей:
- возможность регулировки расположения ножей, что позволит применять одну насадку для труб нескольких диаметров;
- есть модели для ручной обработки или устанавливаемые в дрели;
- стандартные диаметры – 20/25, 32/40 и 50/63.
Глубина снятия фаски зависит от ровности реза патрубка. Часто торцеватель используется сначала для выравнивания плоскости торца, а затем для зачистки поверхности. Убирается лишь небольшая часть фольгированного слоя, что исключает его появление в месте спайки.
Совет: по отзывам мастеров хорошо зарекомендовали себя пластиковые торцеватели. Они подходят для обустройства центрального и автономного водоснабжения, отопления.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.
Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.






Виды труб из полипропилена
На рынке строительных материалов встречаются пластиковые трубы 4 цветов. Белые, зеленые и серые не отличаются по своим свойствам. Их обычно используют в помещениях.
Изделия черного цвета обладают особой устойчивостью к солнечным лучам, что позволяет использовать их для организации системы полива.
Специалисты выделяют несколько типов труб:
- Используемые в холодной воде. Такое оборудование выдерживает температуру до +45°С. Для маркировки применяется полоса, имеющая голубой цвет.
- Устойчивые к высоким температурам. Трубы, по которым течет горячая вода, должны выдерживать до +85°С. При покупке на изделии стоит искать красную полоску.
- Универсальные. Такой товар помечен сразу двумя полосками – голубого и красного цветов.
Полипропиленовые трубы имеют свою маркировку:
PN10. Данная отметка говорит о том, что водопровод предназначен только для холодной воды. При этом толщина изделия является небольшой.
PN16. Такие трубы выдерживают более высокую температуру, но также не предназначены для горячего водоснабжения.
PN20. Эта маркировка ставится на конструкции с толстыми стенками. Данный тип используется как для холодной, так и очень горячей воды.
PN25 имеют самую большую толщину стенок и дополнительную защиту в виде фольги или стекловаты. Такие трубы предназначены для отопительной системы.
Трубы и вспомогательные элементы для сборки
Основным параметром при выборе трубы, определяющим возможность ее применения для конкретных целей, является величина номинального давления. Этот показатель обозначается двумя буквенными символами «PN» и двумя цифровыми:
- PN10. Система, смонтированная из такого типа ПП-труб, рассчитана на давление до 10 атмосфер при температуре потока до 45°С. Трубопровод может использоваться только для холодной водоподачи.
- PN16. Символы указывают на возможность применения трубы для холодных водопроводов при подаче воды температурой не выше 60°С под давлением до 16 атмосфер.
- PN20. Трубы с этой маркировкой рассчитаны на подачу воды, нагретой до 95°С, при давлении в системе до 20 атмосфер. Предназначены для организации горячего водоснабжения, но не подходят для отопления по причине деформирования в напорных отопительных системах.
- PN25. ПП-изделия способны выдержать давление до 25 атмосфер, предназначены для устройства напорных систем отопления. Трубы PN25, армированные фольгой из алюминия или капроновым волокном, отличаются прочностью и низкими теплопотерями.
Особенностью ПП-труб является высокая жесткость, потому в процессе сборки их изгиб невозможен. При прокладке коммуникаций необходимо применение различных фурнитурных элементов – фитингов:
- для разветвления основного потока – тройников или крестовин;
- для изменения направления магистрали – отводов;
- для состыковки труб – муфт.
Ошибки при работе с полипропиленовыми трубами
К любому начинающему мастеру опыт приходит вместе с ошибками. Трудно их избежать и при «общении» с полипропиленовыми изделиями. С самыми частыми из них лучше познакомиться еще до перехода к практическим занятиям.
- Недостаточно качественное обезжиривание. Оно не в состоянии гарантировать стопроцентный результат. Жировая пленка — причина, по которой на таких участках диффузное сваривание происходит частично. Если они большие, то его может не произойти совсем.
- Неполная очистка трубы от армирующего слоя из фольги. В этом случае даже небольшой участок, где остался чужеродный материал, становится слабым звеном. Качественная пайка на нем невозможна, а результатом невнимательности будет авария — протечка водопровода.
- Некорректное нагревание элементов на оборудовании. Идеально ровное положение деталей на этом этапе обязательно. Даже минимальное смещение может повлиять на надежность, эксплуатационные характеристики любой системы.
- Неточная состыковка элементов. После их соединения идеальным будет отсутствие любых нелинейных смещений. Даже малейший поворот относительно оси негативно скажется на качестве шва. Он получится недостаточно прочным.
- Корректировка соосности после стыковки. Ее продолжительность — 1-2 секунды. Более длительное время уже повлияет на надежность соединения. Несоосность на небольших участках не будет видна, но на длинной линии она станет заметной.
- Неплотное вхождение трубы в фитинг — еще одна потенциальная (и распространенная) ошибка. Конец ее обязан входить до разметочной линии или до самого ободка, который присутствуют на некоторых пластиковых изделиях.
Еще одна потенциальная проблема — провисание длинных участков (4-5 м). Полипропиленовым трубам свойственно линейное расширение под действием высоких температур, либо при повышении давления. Чтобы избежать этого явления, используют компенсаторы. Их можно приобрести в магазине или создать своими руками. Простейшее самодельное устройство — петля, сделанная из пластиковой трубы.
Ставим детали на прогрев
Когда сварочный аппарат достигнет рабочего режима, загорится лампочка. Труба вставляется в муфту, а фитинг – на дорн. Если провести такую работу одновременно довольно сложно, сначала монтируется тяжелый соединительный элемент.
Сварочные детали обязательно имеют небольшой припуск, который начинает выдавливаться при их монтаже. Так получается кольцеобразный валик (грат). Чтобы сдвинуть такое кольцо, нужно приложить некоторые усилия, но делать это следует плавно и медленно, чтобы грат приобрел правильную форму. Фитинг, свободно надевающийся на дорн и не образующий кольцеобразного валика, считается бракованным.
При монтаже детали требуется обязательно следить за глубиной установки. Как только элемент упрется в вершину дорна, нужно прекратить давление, иначе можно повредить торец трубы и помять ограничитель фитинга. Чтобы контролировать глубину погружения детали в муфту, на некотором расстоянии от торца делается соответствующая отметка. Однако эта процедура необязательна, так как в основном фитинг вставляется в оправку, пока не коснется упора.
После того как детали были установлены в муфту аппарата и его дорн, нужно выждать несколько секунд, пока поверхности хорошо не оплавятся
Важно правильно определить продолжительность нагрева. Этого времени должно хватить для получения вязкого и текучего состояния полипропилена. Если период нагрева будет слишком большим, детали станут очень мягкими
Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы
Если период нагрева будет слишком большим, детали станут очень мягкими. Изготовители пластмассовых труб разработали специальные таблицы, в которых обозначено время нагрева для определенной марки полипропилена. В этом случае учитываются также толщина стенки и сечение трубы.









Когда совмещаются фитинги с цилиндрическими изделиями, угол проворачивания деталей не должен превышать 5 градусов. Если стык сделан правильно, грат будет иметь одинаковую толщину со всех сторон.
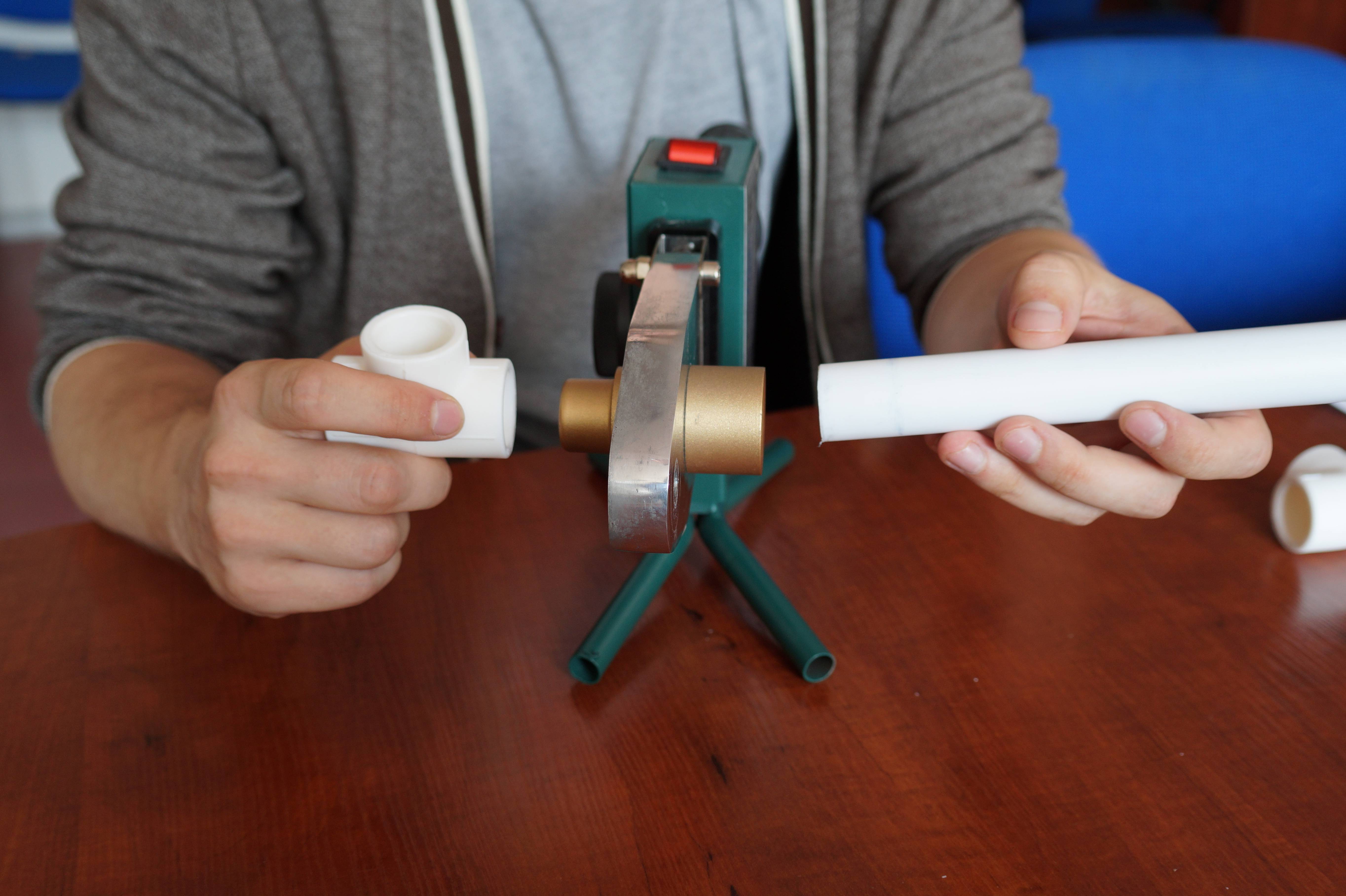
Принцип сварки полипропиленовых труб
Аппарат для сварки полимерных труб включает в себя нагревательный элемент с прорезями для крепления сменных насадок и рукоять из диэлектрических материалов. От количества прорезей зависит производительность устройства и, соответственно, его цена. Второй важный момент, непосредственно влияющий на то, насколько производительной будет сварка пластиковых труб своими руками, является мощность паяльника. Чем она выше – тем быстрее происходит процесс сварки и тем большее количество соединений можно сделать за определенный промежуток времени.
Принцип работы паяльника основан на нагреве насадок соединенных с нагревательным элементом. Если кратко рассказать, как своими руками производится сварка пластиковых труб — инструкция выглядит следующим образом. На нагретые до требуемой температуры насаживаются свариваемые элементы – трубы, фитинги, фасонные части. После плавления элементы снимаются с насадки и соединяются между собой. На процесс соединения отводится несколько секунд, полипропилен быстро остывает и затвердевает, образуя прочную однородную структуру в месте соединения. Такой способ монтажа считается наиболее быстрым и надежным.
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности. Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается
При этом требуется не спешить и не тянуть, придерживаясь золотой середины
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.
Распространенные ошибки и советы
Несмотря на кажущуюся простоту – нагрел, соединил, остудил – в сварке полипропилена есть множество моментов, упускать которые не стоит:
- При полном отсутствии опыта вначале лучше потренироваться на отрезке трубы, ведь разогретый полипропилен сохраняет пластичность недолго, за это время необходимо успеть соединить элементы без перекосов, прочно их зафиксировать и, ни в коем случае не меняя их положения, дождаться полного остывания.
- Трубы и фитинги разных фирм даже одного и того же диаметра сваривать между собой не стоит – из-за разницы в химическом составе добиться надежного соединения будет невозможно.
- Для получения ровного среза точно под 90° используют только очень острый инструмент. Все заусеницы тщательно зачищаются.
- Покупать необходимо только качественный пластик – при выборе изделий от сомнительного производителя трубопровод может дать протечку.
- Работать на весу запрещено – утюг для сварки должен обязательно иметь подставку. Удобнее, если он имеет крепление к столу в форме винтового зажима.
- Так как фитинг прогревается чуть дольше, его надевают на насадку первым.
- Слишком медлить и затягивать интервал между нагревом и монтажом не следует – сварка будет непрочной.
- Трубу необходимо вводить в фитинг до упора, иначе в месте образовавшегося зазора из-за уменьшения толщины стенки она со временем даст течь.
- Оплывы пластика, образовавшиеся в процессе сварки, сразу же удалять не стоит – неостывшее соединение легко деформируется. Хотя, конечно, у опытного мастера оплывы появляются очень редко.
- Вращать, ввинчивать детали при соединении запрещено, движение необходимо делать только по прямой.
- Чрезмерное усилие при соединении также недопустимо – в результате в трубе может образоваться большой наплыв пластика, препятствующий прохождению жидкости.
- Случайно поврежденный фитинг следует заменить новым, запаивание его встык с трубой недопустимо.
- Некоторые агрегаты китайского и турецкого производства оснащены сразу двумя нагревательными элементами с отдельными выключателями. Но во избежание риска перегрева полипропилена использовать сразу оба не стоит, пусть второй нагреватель будет лишь запасным.
- Время остывания должно быть приблизительно равно времени нагрева. Не стоит укорачивать этот период, иначе соединение будет непрочным.
- Места соединения труб не должны быть загрязнены – сварка пыльных и грязных изделий может привести к потере прочности. Дополнительно свариваемые плоскости обезжириваются ацетоном, бензином или уайт-спиртом. Обычную водку для этих целей использовать запрещено, так как она способна разрыхлять пластик.
- Недопустимо и попадание влаги. При скоплении в трубах воды их набивают солью или хлебным мякишем, для удаления после сварки их следует хорошо промыть.
- Для систем с горячей водой используется полипропилен, армированный фольгой или стекловолокном. При зачистке фольги даже небольшого оставшегося кусочка достаточно, чтобы в процессе эксплуатации образовалась течь, её необходимо удалять тщательно на всю длину спайки. Зачистка стекловолокна не требуется – этот материал спаивается очень хорошо.
- Важна не только чистота труб, но и самого паяльника. После каждой операции остатки пластика обязательно полностью удаляют.





