

Варианты сгибания конца трубы
Как уже описано выше, согнутый конец можно получить путем нагревания или охлаждения поверхности. Природную пружинность алюминия обычно в расчет не берут, т.к ее показатели достаточно небольшие, а «подогнуть» конец трубы при необходимости можно и самостоятельно.
Понадобится следующий инструментарий:
- Очищенный прогретый песок;
- Пробка из дерева для закрывания противоположного конца;
- Газовый нагревательный инструмент;
- Ограничители из железа, установленные под правильным углом;
- Молоток.

Перед сгибанием трубы следует ознакомиться с теорией
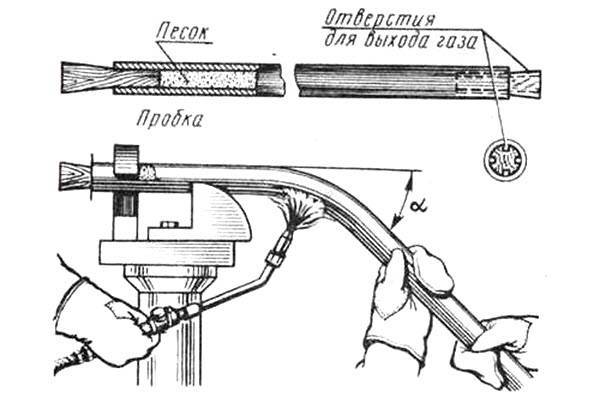
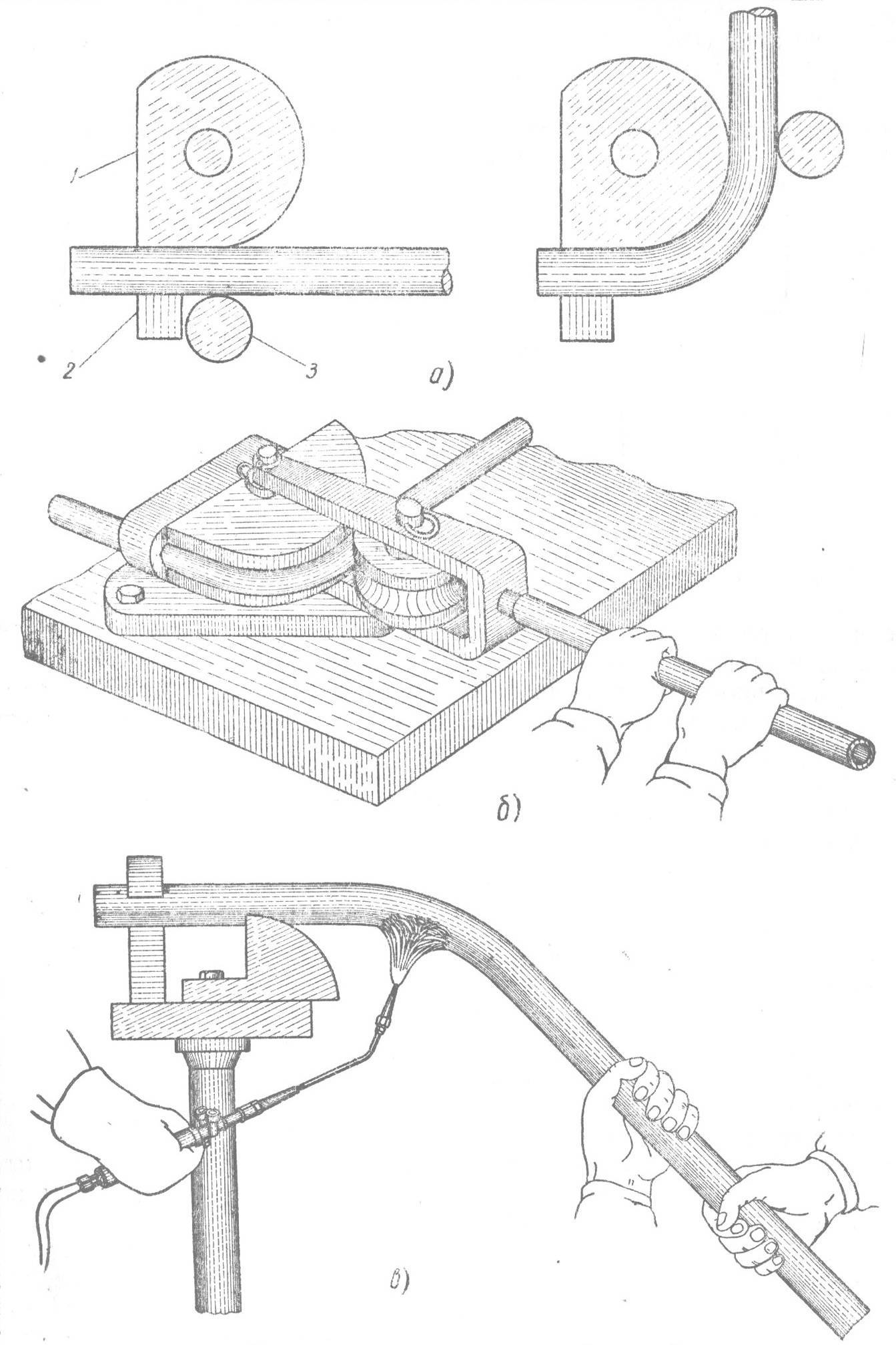
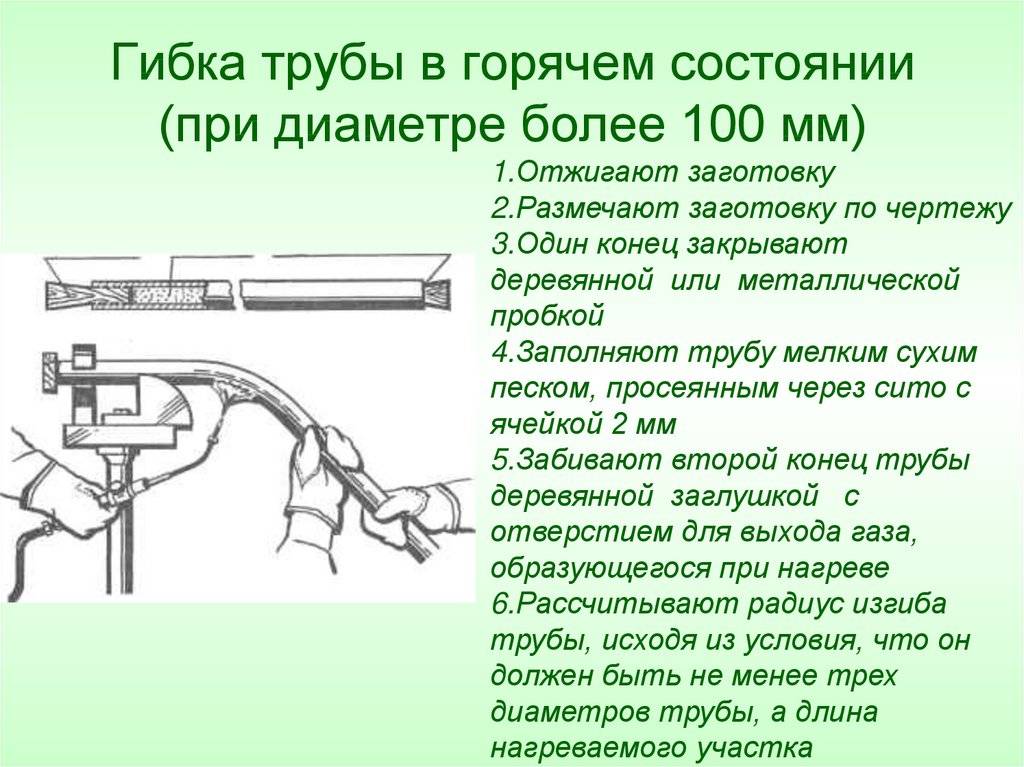
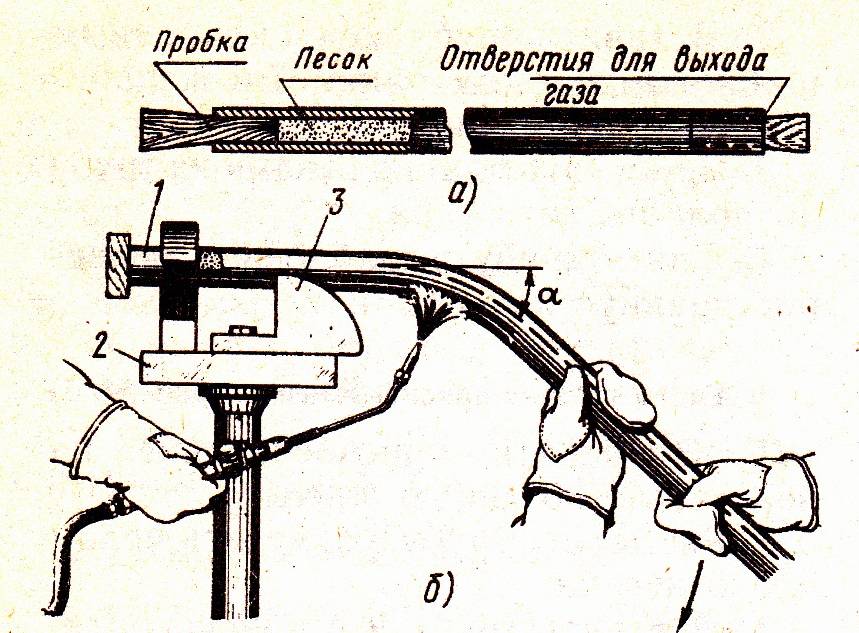
При помощи песка сгибание происходит по следующей схеме. Затыкают один из открытых концов при помощи пробки. Затем вся внутренняя площадь трубы заполняется очищенным речным песком. Закрывают противоположный конец также при помощи пробки. С помощью паяльника или обычной горелки прогревают участок, который будет подвержен сгибу.
Получив путем сгибания требуемый угол, снимают изделие с подставки из ограничителей, вынимают пробки и высыпают весь песок. Песок можно заменить на воду, но в этом случае выполнить все действия в домашних условиях будет еще сложнее. Во время сгибания нужно быть очень внимательным и осторожным, тогда любая работа будет выполнена качественно.
Какие марки листового алюминия можно подвергать гибке
Современные производства выпускают несколько разновидностей листового алюминия, отличающегося своими физическими свойствами и пластичностью. Наибольшую популярность получили следующие виды алюминиевого листа:
- Отожженный (маркировка М). Представляет собой очень мягкий сорт алюминия, имеющий высокую пластичность и широкие деформационные возможности. К его недостаткам можно отнести то, что такой лист может легко порваться, если приложить слишком большую силу.
- Полунагартованный (маркировка Н2). По сравнению с сортом М имеет большую жесткость, но сохраняет свои пластичные свойства. Гибка листового алюминия сорта Н2 может выполняться за один проход свыше угла 90°. Повышенная жесткость такого листового алюминия позволяет предотвратить появление вмятин на его поверхности. Широкое применение он получил при выполнении облицовочных работ.
- Нагартованный (маркировка Н). Этот сорт алюминия получается методом холодного уплотнения, когда готовый листовой алюминий дополнительно пропускают через валы специального станка. В результате материал приобретает повышенную прочность, выдерживая серьезные нагрузки без деформации поверхности. Может гнуться в пределах 90°.
- Закаленный или естественно состаренный (маркировка Т). Является наиболее твердым сортом листового алюминия. Обладает высокими прочностными характеристиками, но довольно сложен в обработке. Гибка листового алюминия марки Т на холодную под углом 90° может стать причиной появления трещин. Из этого сорта металла делают детали и узлы, на которые в процессе эксплуатации возлагается очень большая нагрузка.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Сплавы алюминиевого листопроката принято классифицировать следующим образом:
- Технические сплавы с маркировкой 1105 и ВД1 – легко гнутся и обладают малым удельным весом листа.
- Алюминиево-магниевые сплавы с маркировкой АМГ – хорошо гнутся и устойчивы к воздействию кислот. Сделаны из легированного алюминия с добавлением магния и марганца. Основная сфера применения: баки и емкости, детали яхт и других плавательных средств.
- Пищевые сплавы с маркировкой А5 и АД – представляют собой нагартованный, полунагартованный или отожженный сорт металла.
- Сплавы повышенной пластичности с маркировкой АМЦ – материал, созданный для изготовления деталей сложной формы (автомобильные радиаторы и пр.).
- Дюралюминий с маркировкой Д – является высокопрочным сортом алюминия, способным выдержать значительную силу воздействия без изменения поверхности материала. Не способен гнуться. Чаще всего используют для изготовления изделий путем штамповки.
- Особо прочные авиационные сплавы с маркировкой В – разработаны специально для изготовления деталей авиастроительной и автомобильной промышленности, где на изделие ложится высокая степень нагрузки. Гибка листового алюминия марки В осуществляется при помощи специального метода прессования и штамповки.
В ГОСТе 21631-76 вы можете более подробно изучить особенности и технические характеристики существующих разновидностей алюминиевого листового проката.
Чем поможет трубогиб
Трубогиб – общее название специальных устройств с различным принципом действия, применяемых для ручной или станочной гибки труб и профильных, и круглых, как в домашних условиях, так и в профессиональных мастерских.
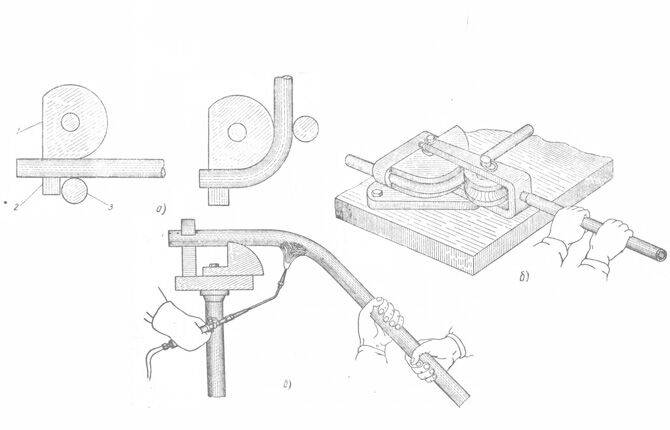
С помощью ручного трубогиба гнут алюминиевые пластичные тонкостенные изделия с малым диаметром. Среди них:
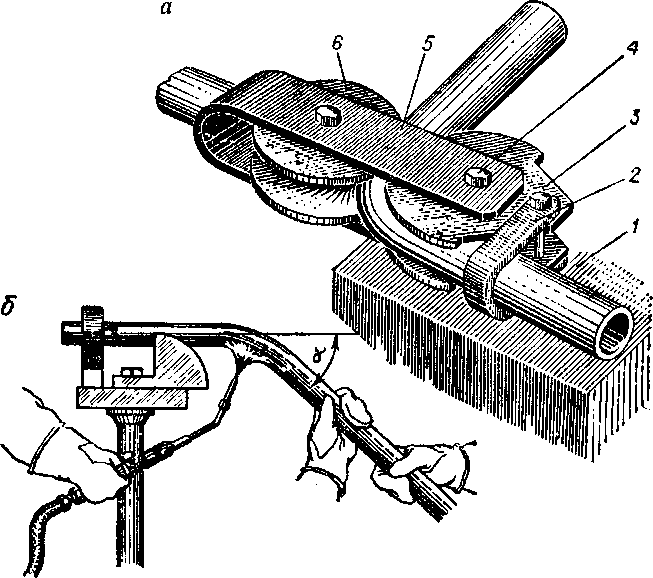
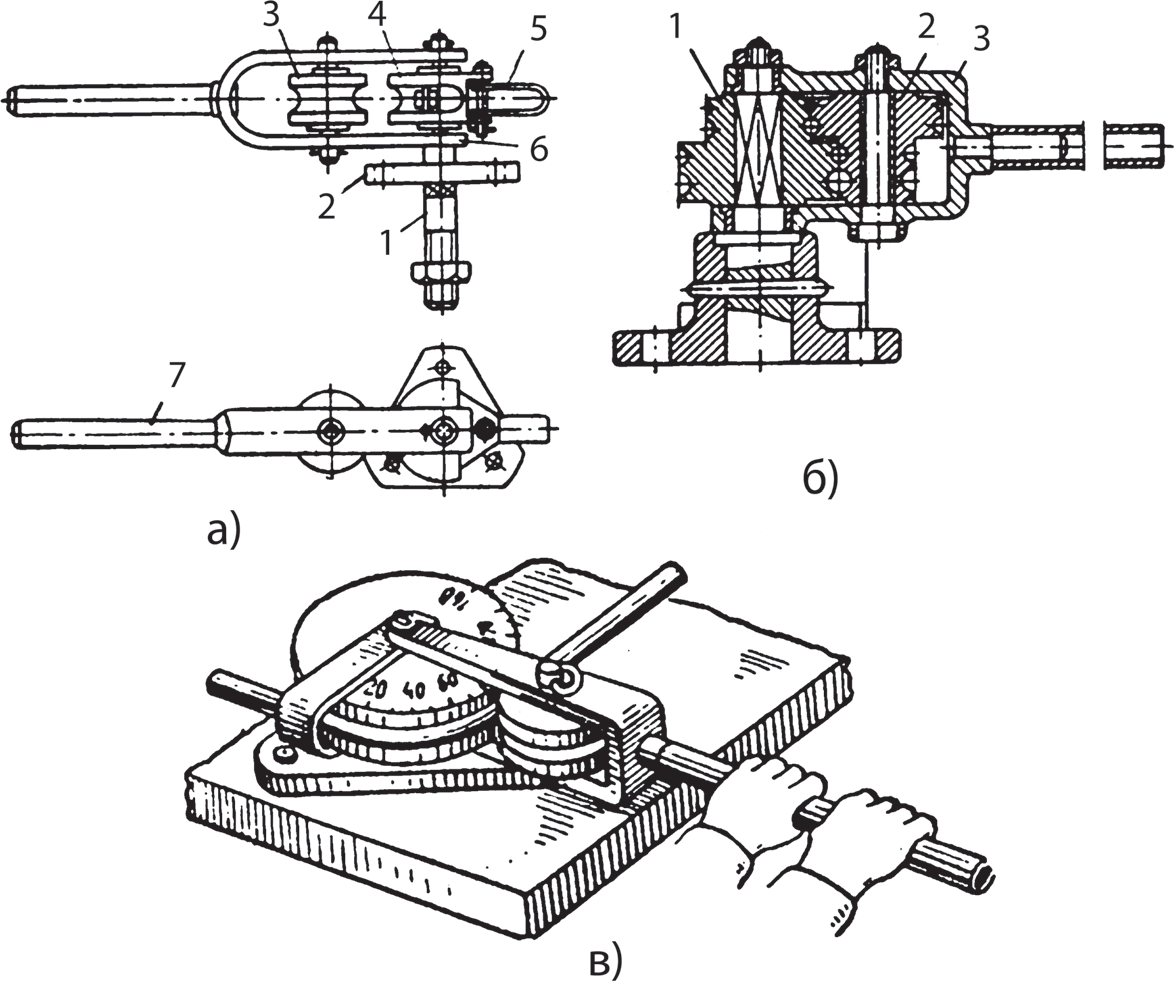
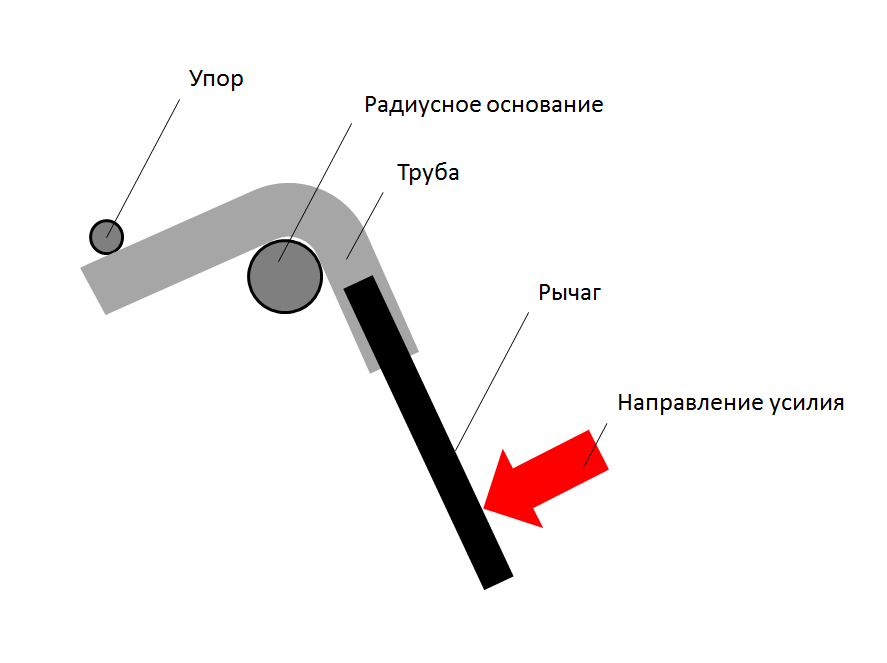
- рычажный трубогиб (станок Вольнова) – заготовка закладывается в форму, где под воздействием рычажной силы изгибается без нагревания. Форма сделана под определенный диаметр;
- арбалетный трубогиб – заготовка закрепляется в конструкции, где гнущий сегмент продавливает середину трубы в противоположную концам сторону;
- пружинный трубогиб – в трубу закладывается пружина, необходимого диаметра, и после нагревания заготовки, либо холодным способом производится изгиб, после чего пружина вынимается.
Станочная гибка призвана сгибать заготовки разнообразных диаметров и форм с минимальным риском повреждения. Это электромеханические и гидравлические механизмы, обеспечивающие точный результат сгибания согласно заданным параметрам. Такое оборудование обеспечивает следующие методы изгибания:
- метод проталкивания – сгибание путем толкания алюминиевой трубы (Ø до 100мм) между роликами трубогиба, где один из роликов выполняет функцию отклонения. Изгиб получается дугообразный с минимальным радиусом искривления (радиус изгиба равен диаметру трубы, умноженному на 6);
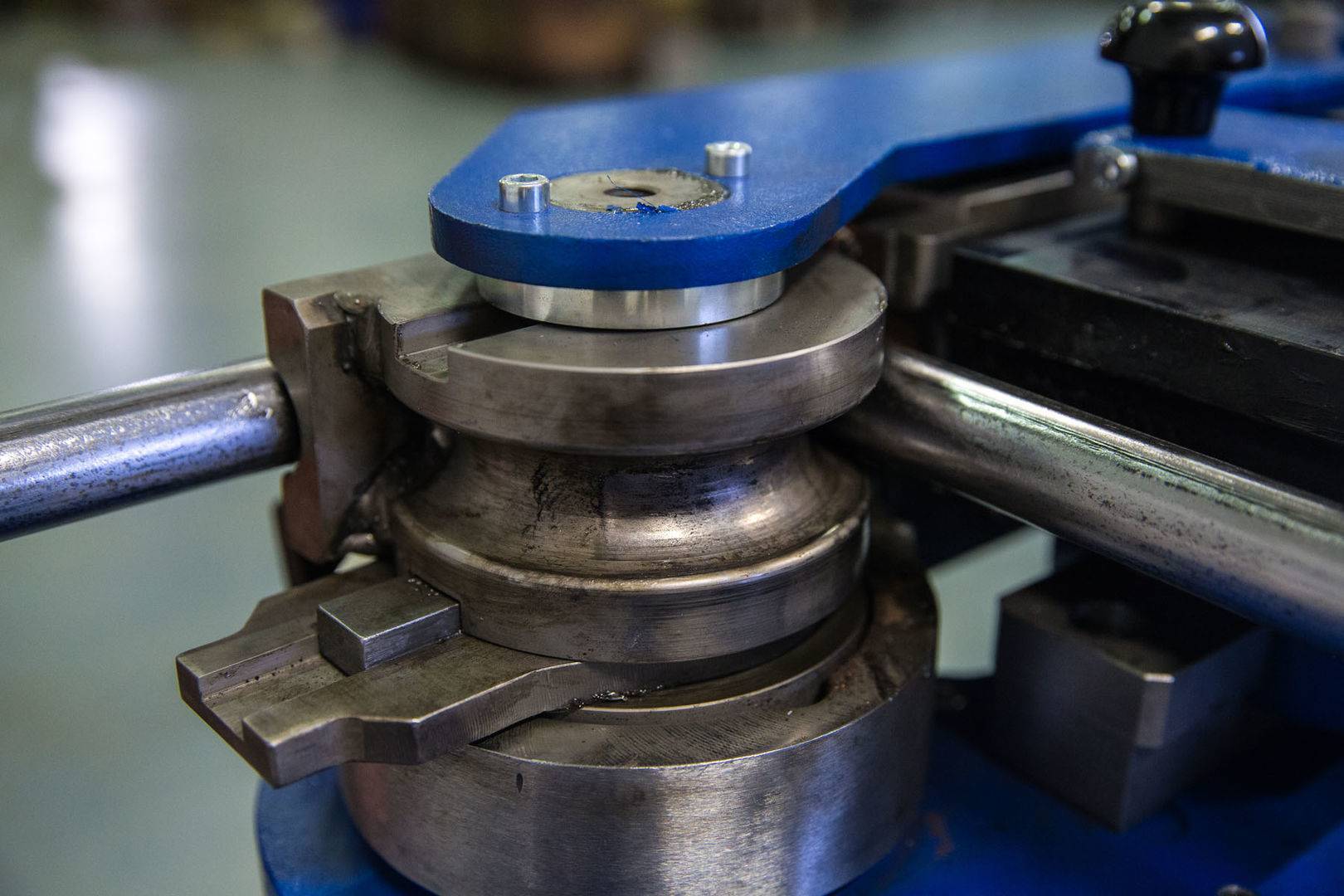
- метод проката – сгибание путем прокатывания алюминиевой трубы (Ø от 10мм до 100мм) через гибочные ролики, которые подбираются строго под диаметр изгибаемого изделия. Такую операцию можно выполнить с помощью трехвалкового трубогиба, который выполняет сгибание кольцом, спиралью, дугой. Используется как для круглого, так и для прямоугольного профиля. Прокатывание проделывают несколько раз;
- метод обкатывания – сгибание путем воздействия обкатной головки трубогиба. Шар головки прогибает трубу под давлением, а где нет давления, труба прогибается в противоположном направлении. Нагревание не применяется. Во избежание сжатия заготовки минимальный радиус изгиба должен быть равен 3 радиусам трубы;
- метод сгибания давлением — сгибание путем прессовки штампами (деформация извне) или гидроформованием (деформация изнутри путем подачи воды или масла в трубу под давлением, изделие выгибается в границах формы).
Трубогиб даже самой простейшей конструкции в разы снижает риск порчи заготовки при гибке
Способы гибки труб большого и малого диаметров
Технологии гибки зависят от пластичности конструкционного материала трубы, толщины ее стенок и габаритов арматуры (внешнего и внутреннего диаметра). Причем все эти параметры определяют и максимальный радиус изгиба, и тип технологического процесса гибки. Поэтому далее по тексту мы рассмотрим процессы гибки труб из разных конструкционных материалов.
Гибка труб из цветных металлов
Например, гибка труб из меди алюминия и прочих цветных металлов с высокой ковкостью осуществляется вручную, холодным способом. Ведь и медь, и алюминий отличаются высокой теплопроводностью, а высокая ковкость этих металлов позволяет «согнуть» трубы без разогрева.
Гибка труб из цветных металлов
И в большинстве случаев процесс гибки медных и алюминиевых осуществляется следующим образом:
- Внутреннее пространство заполняется водой или песком.
- Торцы трубы закрываются пробками.
- Тело трубы гнется с помощью «калибра» — дуги с нужным радиусом, или частокола штырей, в котором можно зафиксировать один торец трубы.
В итоге, можно утверждать, что большинство медных и алюминиевых труб гнут, по сути, кустарными методами. Ну а в промышленном производстве используют высокотехнологичный процесс гидроформирования профиля и тела труб.
Гибка труб из стали
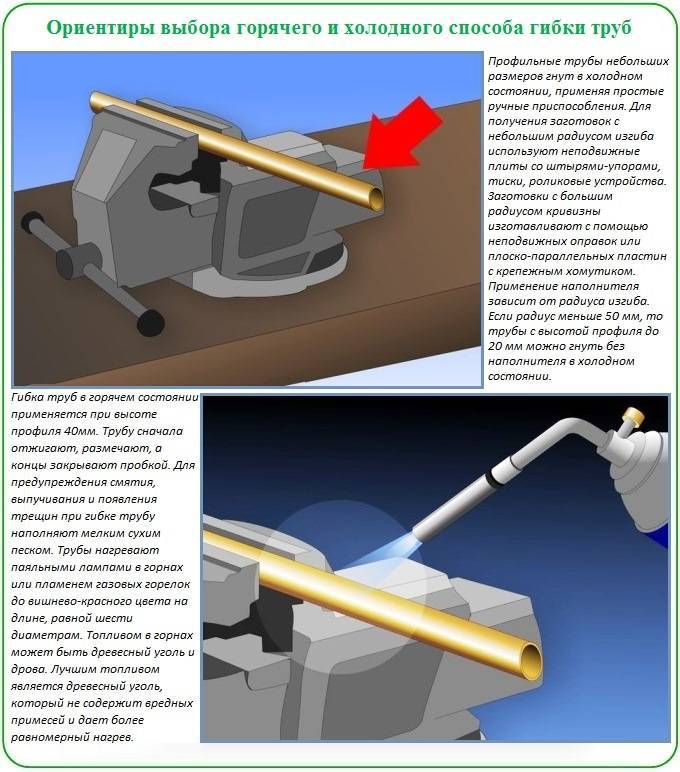
Гибка труб из «нержавейки» или конструкционной стали осуществляется, как холодным, так и горячим способом.
Гибка труб из стали
Причем горячая гибка реализуется с помощью тех же методик, что и деформация арматуры из цветных металлов. Только водой или песком стальную трубу заполнять уже не нужно. Тело стальной арматуры просто прогревают в месте сгиба, до красно-оранжевого цвета, после чего трубу можно согнуть руками. Правда, такую трубу уже нельзя использовать в трубопроводах высокого давления. Ведь после нагрева изменится и структура и прочностные характеристики железоуглеродистых сплавов.
Более продвинутый способ – это механическая гибка, которую реализуют с помощью вальцовых станков. Труба деформируется под давлением верхнего вальца, а нижняя пара транспортирует сквозь зону деформации весь мерный отрезок трубы. С помощью этой технологии можно согнуть трубу даже в кольцо. Причем, механическая гибка практически не влияет на прочностные характеристики труб. Поэтому данный способ практикуют при сборке, и трубопроводов, и металлоконструкций.
Стальные трубы большого диаметра гнут холодным способом, прорезая в теле трубы деформационные канавки (с внешней и внутренней стороны радиуса изгиба). Причем, после деформирования арматуры эти канавки придется заварить. Прочностные характеристики деформируемой трубы, в данном случае, зависят от качества сварочного шва.
Гибка труб из металлопластика и конструкционных полимеров
Гибка труб из металлопластика
В данном случае используются только холодные методы гибки. Ведь полимерные трубы и арматура из металлопластика плавится при температуре выше 175 градусов Цельсия. А естественная пластичность присуща всем полимерам.


Причем для гибки полимерных труб нужно меньшее деформирующее усилие. Например, трубы малого диаметра можно согнуть руками, а калибр или лекало, определяющие радиус изгиба, используются лишь как инструмент контроля результатов процесса.
И даже гибка металлопластиковых колонн большого диаметра осуществляется, по сути, в ручном режиме. Только в этом случае во внутреннюю часть трубопровода нужно засыпать прогретый до 100-120 градусов Цельсия песок, который изменит пластичность тела арматуры. Ведь полимеры начинают «размягчаться» уже при 40-60 градусах Цельсия, а стойкий к высоким температурам металлопластик – при 120-140 градусах.
То есть, с гибкой полимерных и композитных труб нет никаких проблем. Любую арматуру из конструкционных полимеров можно согнуть руками.
Способы сгибания медной трубы
Для ручного сгибания трубы, выполненной из любого металла, всегда используется высокая температура. Металлическую поверхность нагревают с помощью газовой горелки или паяльной лампы в месте сгиба
После достижения требуемой температуры трубе можно осторожно придать нужную форму, осторожно согнув под необходимым углом
Рекомендуем ознакомиться: Как соорудить стеллаж из металлической профильной трубы
С помощью пружины
Простая металлическая пружина – самый простой способ согнуть трубу в домашних условиях. Для этого требуется прочная пружина из стали, чей внутренний диаметр совпадает с сечением трубы.
Сгибание трубы происходит следующим способом:
- пружина надевается поверх;
- труба прогревается полностью или частично с помощью горелки;
- после нагрева металл можно сгибать физическим усилием;
- когда она примет нужную форму, необходимо дать ей остыть.
С помощью песка
Еще один способ согнуть медный трубопрокат – с помощью песка. В этом случае также придется нагревать трубу в области сгиба. Песок, как и пружина, служит для сохранения формы изделия во время деформации.
Он предотвращает неравномерное перераспределение структуры металла и не дает трубке сломаться в случае превышения физического усилия. С помощью песка трубу сгибают так:
один конец закрывается заглушкой или пробкой;
в полость изделия насыпается чистый и сухой песок;
другой конец закрывается пробкой;
в точке сгиба металл нагревается газовой горелкой;
внешний конец прижимается к опоре (столу, стене);
другой конец осторожно загибается под нужным углом.
Придавая трубе необходимую форму, нужно дать ей остыть, после чего можно удалить заглушки и высыпать песок. Во время заполнения трубы сыпучим материалом нужно периодически встряхивать и постукивать ей по столу, чтобы песок равномерно распределился в полости трубы.
Рекомендуем ознакомиться: Как навсегда избавиться от появления конденсата в вентиляционной трубе?
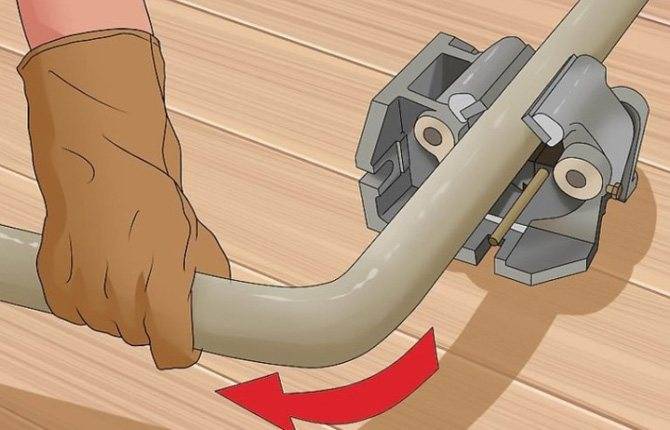
С помощью трубогиба
Для профессиональной гибки трубы под любым углом используется специальный трубогиб. Это ручное, гидравлическое/пневматическое или электрическое устройство, оснащенное специальными вальцами, сменными насадками и зажимами, позволяющими работать с трубами любого диаметра.
Ручные трубогибы – самый простой и доступный способ профессиональной гибки, который можно использовать в домашних условиях. Преимущества ручного устройства – мобильность и небольшой вес, такой трубогиб не занимает много места в гараже или в кладовой. Недостаток у него один – необходимость прикладывать значительное физическое усилие, из-за чего с его помощью можно гнуть относительно тонкие трубы.
Гидравлические и пневматические трубогибы не требуют применения силы со стороны исполнителя, позволяя гнуть трубы любого диаметра. Недостаток у механических устройств – более высокая цена и большие габариты. Не каждый может позволить себе покупку профессионального оборудования, особенно когда работа срочная.
Электрический трубогиб, который отличается максимальной производительностью, обычно применяется в промышленных условиях. Принцип его работы тот же, что и у ручного инструмента, но с помощью электрического трубогиба можно более точно настраивать угол сгиба.
Для разовых работ покупать сложное и дорогостоящее электрооборудование нецелесообразно. Если есть необходимость сгибать толстые медные трубы, можно поискать предложения по аренде в интернете.
Как согнуть трубу в спираль
Описанные выше способы гибки труб подходят для относительно простых задач: согнуть трубу под углом от 30 до 90 градусов. Иногда требуется выполнить более сложную работу, например, придать трубе форму спирали для дизайнерского проекта системы отопления и других нестандартных задач. Сделать это вручную несложно, но это более трудоемкий и длительный процесс, требующий аккуратности.
Проще всего согнуть в спираль с помощью заготовки цилиндрической формы. Для гибки также требуется заполнить полость трубопроката песком и закрыть с обоих концов заглушками. Один конец медной трубки фиксируется между прочной вертикальной опорой и цилиндрической заготовкой, а область гибки прогревается горелкой.
Рекомендуем ознакомиться: Как устроен водопроводный вентиль и особенности его ремонта
После достижения требуемой температуры внешний конец трубы заводится в одну или другую сторону с помощью мускульной силы. Шаг между секциями спирали необходимо контролировать, легонько постукивая по трубе резиновым молотком.




Особенности гибки алюминиевых профилей
Перед получением гнутого профиля требуется подготовить исходные данные, касающиеся:
- Максимально допускаемого значения для внутреннего радиуса гибки трубчатой заготовки rmin.
- Приемлемого изменения формы поперечного сечения трубы после деформирования (особенно это критично для элементов трубопроводов).
- Длины свободного участка трубы после гибки.
- Ожидаемой пластичности исходного материала.
Суммируя, стоит отметить, что залогом успешной гибки будет формирование в изгибаемой заготовке напряженного состояния всестороннего неравномерного сжатия. При этом усилие противодавления должно составлять не более 50…70% от основного усилия. Иначе деформировать даже алюминиевую трубу окажется нелегко. Для создания такого противодавления можно применять следующие технологические приемы:
- Загибать исходную заготовку только на дорновом трубогибочном станке, причем использовать не жесткий, а эластичный дорн, например, резину средней твердости. В частности, такой материал на основе каучука под торговой маркой Dacheng производит китайская компания HengShui. Есть и отечественные резины (например, 7889).
Согнуть алюминиевую трубу диаметром до 20…30 мм можно за один переход, причем без нагрева заготовки. При необходимости, производить гибку по более сложному пространственному контуру, либо использовать трубу большего диаметра, заготовки предварительно подогревают до 80…1000С. Резиновые дорны такое превышение температуры переносят спокойно, но в экстремальных ситуациях выход заключается в применении составного дорна. Он представляет собой стальной сердечник, на который напрессовывается резиновая втулка.
- В бытовых условиях для качественного гиба трубы из алюминия используют следующее: внутреннюю поверхность заготовки заполняют мелкозернистым сухим песком, а торцы тщательно заглушают. Способ применим только для бесшовных труб.
- Локальное уменьшение протяженности зоны с растягивающими напряжениями. Для этого применяют либо опорный ролик с увеличенным на 1…2 мм радиусом, либо между полуфабрикатом и роликом помещают полоску мягкой стали, которая примет на себя часть растягивающих нагрузок процесса.
Для расчета размерных параметров можно использовать следующие практические рекомендации:
- При гибке мягких сплавов с толщиной стенки трубы до 1…1,5 мм значение rmin при угле гиба до 900 не может быть меньше толщины стенки заготовки;
- Для гнутого трубчатого профиля из твердого/закаленного алюминия значение rmin при тех же условиях увеличивают не менее, чем в 4 раза;
- Поверхность сгибаемого полуфабриката должна быть чистой от грязи и пыли, при этом сдирать окисную пленку (имеет белесый цвет) с заготовки не рекомендуется;
- Пружинение алюминия не учитывают: абсолютные его значения малы, а догибку готового изделия, при необходимости, можно выполнить и вручную.
Технология сгибания стальных труб
Для того, чтобы согнуть трубу из металла, изготовленную из нержавеющей или оцинкованной стали, вам пригодятся следующие материалы и инструменты:
- Резиновая киянка;
- Газовая горелка;
- Песок;
- Тиски;
- Деревянные колышки;
Кирпичные или деревянные опоры;
Для сгиба почти любых труб из стали подойдет один и тот же вариант. Порядок действий следующий:
- Изначально металлическая труба тщательно фиксируется в тисках;
- Затем с использованием газовой горелки место сгиба нагревается (показателем достаточной температуры будет красный оттенок металла);
- Производится изгиб.
Либо так:
Заметим, что такая технология не подойдет для труб с оцинкованным покрытием.
В том случае, если вам нужно загнуть трубу квадратной формы с небольшим диаметром сечения, это можно сделать следующим образом:
- Заготовка заполняется песком (при работе в зимнее время на открытом пространстве можно вместо песка применять воду, она будет выполнять такие же функции после замерзания);
- Концы трубы затыкаются колышками из дерева;
- Изделие располагается на опорах и медленно изгибается до необходимого угла при помощи резиновой киянки.
Одним из материалов труб, который вы вряд ли сможете согнуть изогнуть самостоятельно, является титан.
Титан давно известен своей прочностью, устойчивостью к воздействию коррозии и химических веществ. Стоит заметить, что чаще всего титановые конструкции используют в промышленных масштабах.
Себестоимость труб из титана крайне высока, поэтому их нецелесообразно использовать в домашних условиях. Зато титановую трубу выгодно использовать при добыче газа, бурении скважин и глубоководной добыче нефти.
Эффективное сгибание пластиковых элементов
Трубы из поливинилхлорида достаточно просто согнуть с помощью определенной инструкции. Выполняя ее пункты, можно легко и просто в домашних условиях придать пластиковому трубопроводу нужную форму, не прибегая к посторонней помощи.
Для сгибания пластиковой трубы выполняются следующие действия:
- В любом строительном магазине нужно купить древесноволокнистую плиту, которая необходима для сооружения специальной оправы. С помощью этой оправы выполняется сгибание пластиковой заготовки до того момента, когда изделие примет нужную форму.
- Согнув плиту до нужного радиуса, следует отшлифовать ее поверхность. Можно воспользоваться в этом случае мелкой наждачной бумагой.
- На следующем этапе из силикона формируют оболочку для сгибаемого элемента. Она должна соответствовать форме и размеру трубы. С помощью оболочки заготовка из ПВХ фиксируется на оправе из ДВП. Кроме того оболочка служит своеобразной защитой для поверхности пластиковой трубы, предотвращая образование различных дефектов, включая царапины, сколы и другие механические повреждения.
- Далее металлопластиковая заготовка помещается непосредственно в оболочку.
- Теперь можно приступать к нагреванию трубного элемента. Под воздействием высокой температуры материал становится более мягким и начинает принимать форму оправы. Результатом процесса становится изделие желаемой формы.
- Сформированное изделие необходимо остудить в течение 10-15 минут. По истечении этого времени видоизмененная труба из поливинилхлорида может быть извлечена из оправы. После этого готовый конструктивный элемент рекомендуется оставить еще на некоторое время, чтобы он полностью остыл.
Несмотря на множество способов, как загнуть металлическую трубу или изделие из другого материала, получить идеальный результат в бытовых условиях практически невозможно. Однако изучение теоретических материалов и неоднократное экспериментирование на непригодных кусках трубы из подобных материалов поможет понять, как согнуть трубу, не имея трубогиба.
Главное, что после этого заниматься процессом сгибания трубных элементов можно в любое свободное время.
Особенности алюминиевых труб Как согнуть алюминиевую трубу Как работать с трубогибом в домашних условиях Способы гибки Самостоятельное сгибание алюминиевой трубы
Алюминиевые изделия в настоящее время очень разнообразны и востребованы, что свидетельствует о том, что этот материал эффективен и незаменим во многих областях жизни. Одной из самых популярных разновидностей продукции данного типа является алюминиевая труба.
Способы гибки
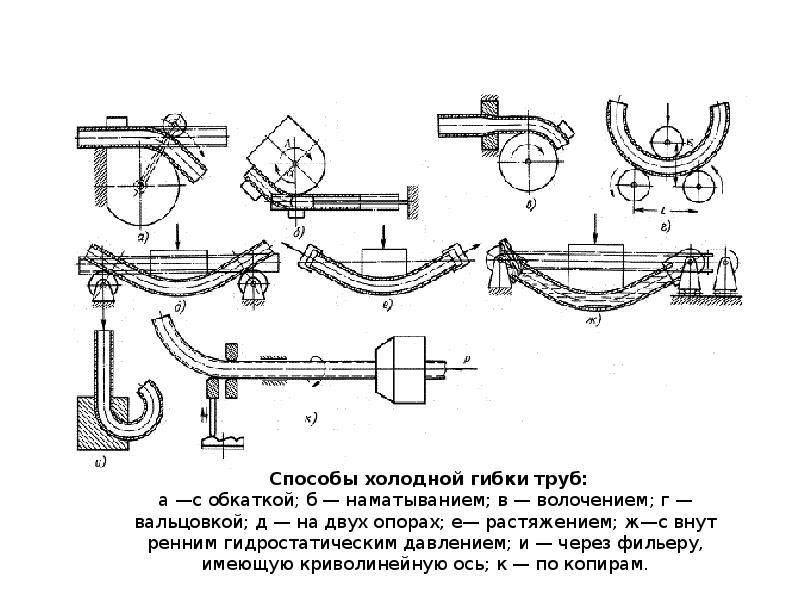
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание. В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы.
- Прокат. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру изгибаемой трубы. Для осуществления этой операции применяют трехвалковый трубогиб, который способен выполнять сгибания в виде кольца, спирали и дуги. С его помощью можно обрабатывать как круглый, так и прямоугольный профиль. Прокатка осуществляется в несколько заходов.
- Обкатывание. Для сгибания задействуется обкатная головка трубогиба, которая сгибает заготовку под давлением. На участках без давления происходит прогибание трубы в противоположную сторону. Нагревание обкатывание не сопровождается. Чтобы заготовка не сжималась, нужно следить за соблюдением минимального радиуса сгиба: она равняется умноженному на три радиусу трубы.
- Сгибание давлением. Тут для прессовки применяются штампы, деформирующие заготовки с внешней стороны, или гидроформирование, когда для сгибания изнутри в границах формы труба заполняется водой или маслом под давлением.
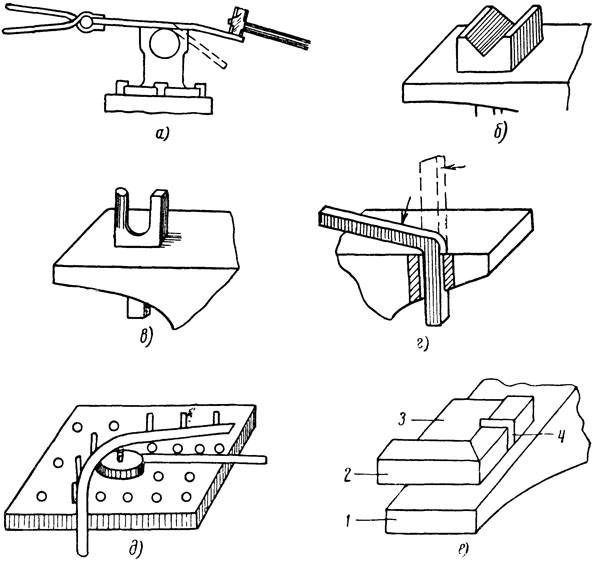
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.
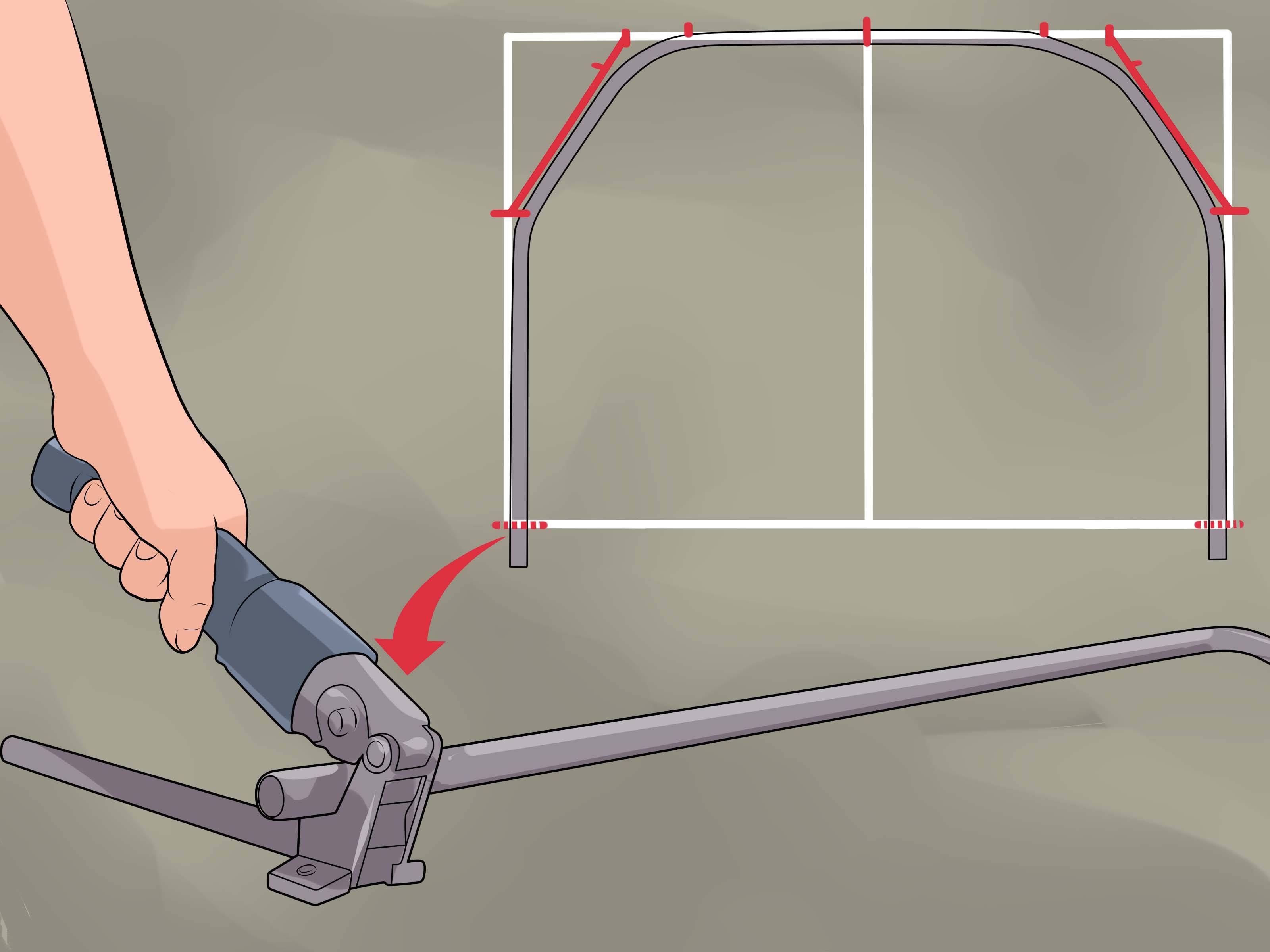
Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
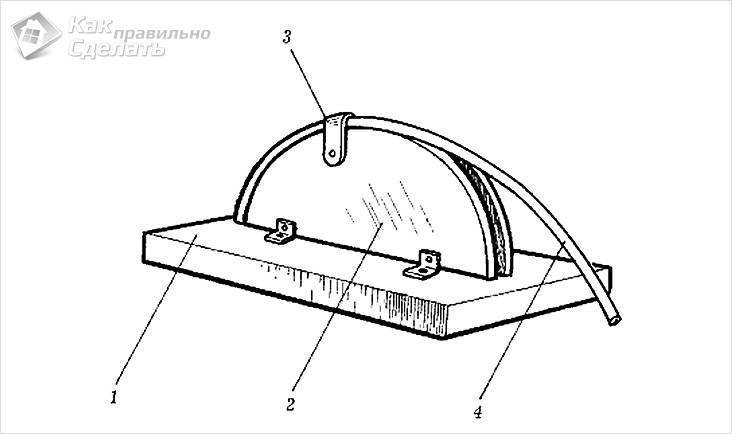
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.






Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.





